نحوه پرینت سه بعدی برآمدگی ها (Overhang)
- علمی و تحقیقاتی
 آرمین برومند جاوید
آرمین برومند جاوید- 0
- 11 دقیقه خوانده شده

یکی از مشکلات همیشگی پرینت سه بعدی، برآمدگی است. همه نکات و ترفندهای ما را برای تسلط بر پرینت سه بعدی برآمدگی ها بیاموزید!
مقدمه
همه آن را تجربه کرده ایم که یک قطعه با یک برآمدگی زشت و آویزان پرینت کنیم. این مشکل همه طراحانی است که در چاپ سه بعدی FDM کار می کنند.
Overhangs از رویکرد رایج لایه به لایه در چاپ سه بعدی ناشی می شود. هنگامی که به سطح زیرین یک شیب می رسید، مانند تصویر بالا، هر لایه بعدی باید کمی فراتر از لایه قبل از خود بیرون بزند. اینجاست که همه چیز ممکن است به هم ریخته شود. مقداری از پلاستیک در هوا گسترش می یابد و جاذبه شروع به پایین کشیدن آن می کند. بسته به زاویه شیب پرینت شده، میتوانیم اورهنگ را قابل چاپ یا نیازمند ساپورت توصیف کنیم.
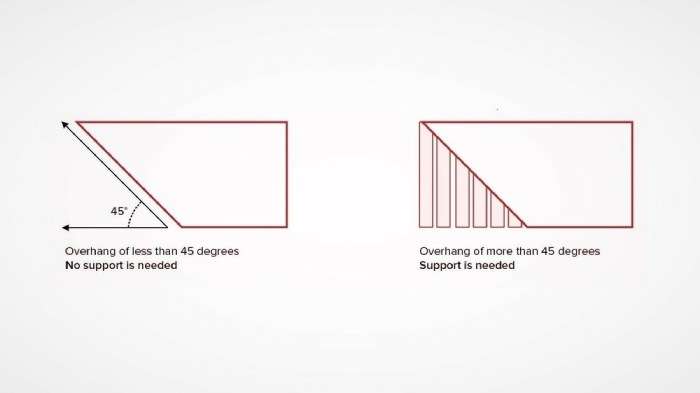
قانون 45 درجه یک راه مفید برای درک اورهنگ ها است. این قانون بیان می کند که شیب های کمتر یا مساوی 45 درجه را می توان به طور تمیز پرینت کرد. هر چیزی شیب دارتر ممکن است نیاز به ساپورت داشته باشد. ساپورتها ایدهآل نیستند، زیرا میتوانند پرینتها را مخدوش کنند، دردسر، زمان چاپ و مصرف مواد را افزایش دهند، و همچنین هندسههای قابل چاپ (مانند حفرههای داخلی) را محدود کنند.
در این مقاله، نگاهی خواهیم داشت به اینکه چگونه می توانید از مشکلات احتمالی در هنگام چاپ اورهنگ جلوگیری کنید. بهعنوان یک امتیاز اضافی، در صورت لزوم، راههایی را به شما نشان خواهیم داد که میتوانید از اورهنگ ها عبور کنید. در پایان، برای مقابله با شیب های شدید، به خوبی مجهز خواهید شد.
افتادگی و پیچ خوردن
البته قانون 45 درجه ای که ذکر شد بیشتر یک راهنما است. راهحلهای خنککننده و نرمافزار اسلایسر بهبود یافتهاند، که تواناییهای ما برای تولید دقیق و تمیز برآمدگیهای شیبدار نیز بهبود داده اند.
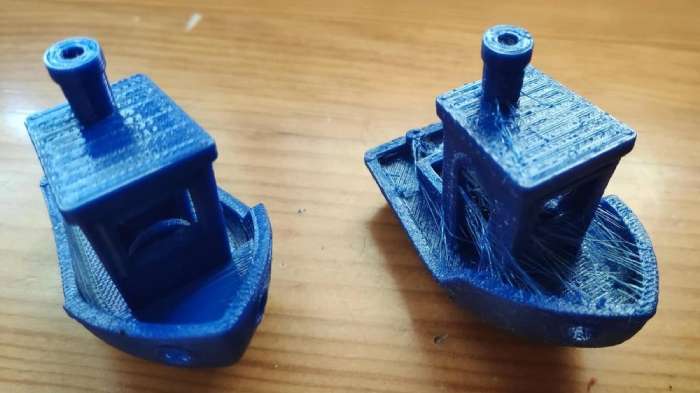
اما چه اتفاقی میافتد هنگامی که یک برآمدگی بسیار شیب دار چاپ میکنید؟ نتیجه معمولاً یکی از دو مشکل است:
- افتادگی: این جایی است که پلاستیک قبل از اینکه جامد شود توسط گرانش به پایین کشیده می شود. در نهایت با رشته های آویزان پلاستیکی مواجه خواهید شد که در زیر جایی که قرار است باشند آویزان هستند.
- پیچخوردن: این جایی است که پلاستیک به اندازه کافی خنک نمیشود و شروع به خم شدن به سمت بالا میکند. همانطور که مدل در حال چاپ است، متوجه خواهید شد که برخی از قسمت های چاپ بالاتر از ارتفاع نازل پیچ خورده است. پس از اتمام چاپ، سطحی ناهمواری خواهید داشت که ممکن است شبیه افتادگی خفیف به نظر برسد.
اکنون که اصول اولیه را پوشش دادیم، بیایید ببینیم چگونه از مشکلات احتمالی جلوگیری کنیم.
کالیبره کردن دستگاه
قبل از بهینه سازی تنظیمات اورهنگ، ابتدا باید عملکرد پرینتر و تنظیمات چاپ را بهینه کنید. این به شما یک پایه قابل اعتماد می دهد که از آن می توانید برآمدگی های خود را درست کنید.
برای شروع، مطمئن شوید که پرینتر سه بعدی شما به درستی کالیبره شده است. می توانید به راهنمای اختصاصی ما در مورد کالیبراسیون پرینتر سه بعدی مراجعه کنید.
هنگامی که پرینتر و تنظیمات اولیه شما تنظیم شد، می توانیم ادامه دهیم و شروع کنیم!
نکته شماره 1
فیلامنت خود را خشک کنید
فیلامنت مرطوب یکی از دلایل معروف بسیاری از عیوب چاپ است. این به این دلیل است که بیشتر فیلامنت های FDM رطوبت گیر هستند، بنابراین دوست دارند رطوبت را جذب کنند. به عنوان پلیمرهای پلاستیکی، فیلامنت ها از زنجیرهای از مولکولها ساخته میشوند که به هم متصل شدهاند. رطوبت، مولکولهای آب را وارد میکند که این زنجیرهها را میشکند، پلاستیک را خراب میکند و باعث ایجاد مشکلات زیادی در حین چاپ میشود. مخصوصاً برای اورهنگ ها. این از دست دادن یکپارچگی می تواند افتادگی و زبری سطح را تشدید کند.
خوشبختانه، شناسایی و خشک کردن فیلامنت مرطوب یک فرآیند نسبتاً بدون دردسر است. شما می توانید راهنمای خشک کردن فیلامنت ما را مطالعه کنید، که شما را از علائم رایج سطوح و راه های ساده برای خلاص شدن از رطوبت راهنمایی می کند.
نکته شماره 2
دمای نازل را کاهش دهید

هم افتادگی و هم پیچ خوردگی به دلیل خنک سازی ناکافی ایجاد می شود. برای کمک به پرینتر خود، می توانید دمای نازل خود را کاهش دهید.
با کاهش دما، چاپگر شما مجبور است کار کمتری برای خنک کردن فیلامنت انجام دهد. به این ترتیب، پلاستیک سریعتر جامد می شود و در نتیجه افتادگی و پیچ خوردگی کمتری ایجاد می کند.
برای یافتن دمای بهینه برای مواد خود، توصیه می کنیم یک برج دمایی چاپ کنید، مانند آنچه در مقاله تنظیمات چاپ PLA ما ذکر شده است. دما را تا جایی که می توانید پایین نگه دارید و از استحکام کافی اطمینان حاصل کنید، زیرا این کار تمیزترین نتایج را به شما می دهد. احتمالاً بهبود چشمگیری در کیفیت اورهنگ ها خواهید دید.
نکته شماره 3
سرعت چاپ را کاهش دهید
مانند کاهش دمای نازل، کاهش سرعت چاپ زمان بیشتری برای خنک شدن پلاستیک فراهم می کند. در همین حال، سرعت جریان آهستهتر مقداری فشار را از اکسترودر شما میگیرد و به شما امکان میدهد دمای نازل را حتی بیشتر کاهش دهید.
به طور کلی، سرعت چاپ کندتر منجر به بهبود کیفیت چاپ می شود. فقط مراقب باشید که زیاده روی نکنید. چاپ خیلی آهسته، مخصوصاً روی لایه های کوچک، می تواند باعث شود که نازل داغ برای مدت طولانی باقی بماند و باعث داغ شدن بیش از حد شود. با تنظیمات خود بازی کنید تا بهترین کیفیت را پیدا کنید.
برعکس، در موارد خاص، افزایش سرعت چاپ راه حل است. این امر باعث میشود که ماده کشیده شود و کشش اضافه شده به چاپ کمک میکند شکل خود را حفظ کند (مثلاً هنگام پل زدن). این امر به ویژه در صورتی صادق است که از قبل یک خنک کننده قوی داشته باشید (که در بخش بعدی بحث شده است).
نکته شماره 4
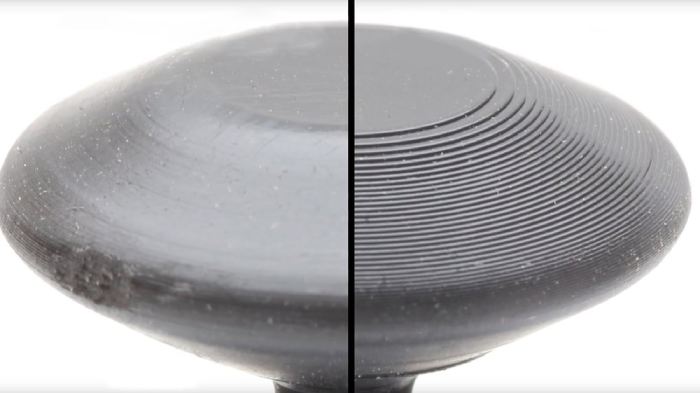
خنک کننده را تقویت کنید

ما صحبت های زیادی در مورد خنک کننده داشته ایم و اکنون میخواهیم آن را بررسی کنیم. در عکس بالا نتیجه میگیریم هر چه سرعت فن بالاتر باشد بهتر است. با این حال، قبل از اینکه لایه ها شروع به ساخت کنند، باید حد وسطی پیدا کنید. برای PLA، تقریباً چیزی به نام «خنک کردن بیش از حد» وجود ندارد، در حالی که برای مواد با دمای بالا مانند ABS یا PC، باید بیشتر مراقب باشید.
اگر حتی 100% سرعت فن کمکی نمی کند، می توانید فن ها و کانال های فن خود را تعویض کنید. یا به سراغ فن هایی با قدرت بالاتر بروید که هوای بیشتری را پمپ می کنند یا به فن های شعاعی ارتقا دهید. اینها فشار خروجی بهبود یافته ای را ارائه می دهند که با کانال های فن بهتر برای خنک کننده متمرکزتر به خوبی هماهنگ می شود.
سپس، اگر فن های شما می توانند خنک کننده قدرتمندی را در یک منطقه وسیع ارائه دهند، سرعت چاپ خود را افزایش دهید.
نکته شماره 5
ارتفاع لایه را تنظیم کنید
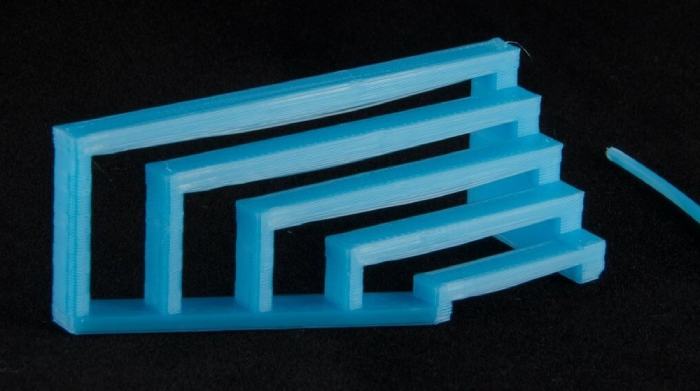
برآمدگی ها به دلیل نحوه معلق کردن مسیرها در هوا چالش برانگیز هستند. با کاهش ارتفاع لایه خود می توانید این اثر را کاهش دهید.
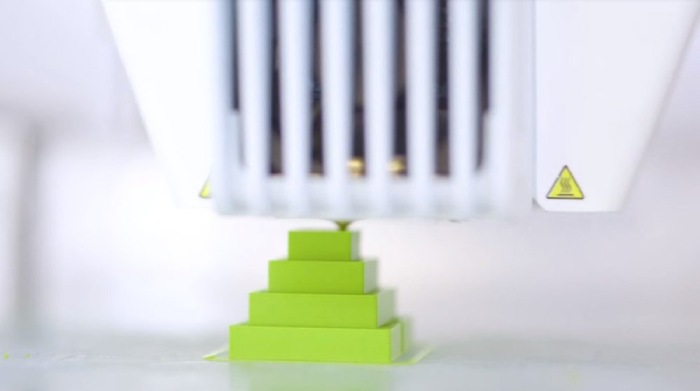
وقتی شیبها را چاپ میکنید، واقعاً لایههای پلکانی را چاپ میکنید (تصویر بالا). در ارتفاعات لایههای ظریفتر، میتوانید گامهای بیشتری را برای پیمودن همان فاصله قرار دهید، به این معنی که هر لایه باید کمتر از لایه زیر آن بیرون بزند. نتیجه تعلیق کمتر در هر لایه است که با افتادگی کمتر مرتبط است.

در طرف مقابل، لایه های ضخیم تر سخت تر هستند. یک ورق کاغذ نازک را در مقایسه با کارت ضخیم تصور کنید. در پرینت سه بعدی، به این معنی است که لایه های ضخیم تر بهتر در برابر افتادگی مقاومت می کنند، حتی اگر بیشتر از لایه زیر بیرون بزنند.
این اثر یک شیب ثابت است، حتی اگر هر لایه کمی پایین بیاید. این را در تصویر بالا می بینید، شکل اورهنگ درست است، اما هر لایه کمی آویزان شده است.
مزیت دیگر لایههای ضخیمتر این است که گاهی اوقات میتوانند با پیچخوردگی مبارزه کنند. در حالی که آنها میزان خنکسازی مورد نیاز را افزایش میدهند، لایههای ضخیمتر میتوانند به فشار بر روی چاپ کمک کنند تا از بلند شدن آن جلوگیری شود.
در نهایت، توصیه میکنیم ارتفاع لایهتان را به گونهای تنظیم کنید که با توجه به نشانههای اورهنگ و همچنین اهداف نهایی شما، بهترین کار را برای شما داشته باشد.
نکته شماره 6
تنظیمات شل را تنظیم کنید

شل به دیوارهایی اشاره دارد که اینفیل چاپ شما را احاطه کرده اند. برای کالیبره اورهنگ های خود، چند ترفند وجود دارد که می توانید انجام دهید:
- Adjust extrusion width : سرد کردن عرض اکستروژن ضخیمتر سختتر است، اما همپوشانی با لایه زیر را افزایش میدهد. این تنظیم را برای پیدا کردن یک حد وسط خوب تنظیم کنید.
- Optimize wall printing order : اکثر اسلایسرها به شما امکان می دهند نحوه چاپ شل خود را مشخص کنید. در حالت ایدهآل، میخواهید قبل از دیوارهای بیرونی، داخل دیوارها را چاپ کنید تا لایهها را در هوا شروع نکنید. این به مسیرهای بیرونی برای برآمدگی ها کمک می کند تا روی مسیرهای داخلی نگه داشته شوند.
- Increase the shell paths : با افزایش تعداد مسیرها در شل، همپوشانی بین هر لایه را افزایش می دهید. مسیرهای بیرونی نیز مسیرهای داخلی بیشتری برای نگه داشتن خواهند داشت.
اجتناب از برآمدگی ها
اگر هیچ یک از گزینههای بالا جذاب نیست، به یاد داشته باشید که همیشه میتوانید بهکلی از اورهنگ اجتناب کنید! این از چند راه قابل اجرا است:
- طراحی با در نظر گرفتن برآمدگی ها: اگر مدل خود را طراحی می کنید، به این فکر کنید که قطعه شما چگونه جهت گیری می کند تا تا حد امکان از برآمدگی جلوگیری کنید. جایگزینی فیلت ها با پخ ها را در نظر بگیرید یا سازه هایی را در زیر برآمدگی ها قرار دهید تا آنها را نگه دارید. برای سوراخ های افقی، سعی کنید از شکل قطره اشک استفاده کنید تا از افتادگی در بالا جلوگیری کنید. هنگامی که با برآمدگی های خشن مواجه می شوید، می توانید آنها را به پل های مستقیم تبدیل کنید، زیرا چاپ پل ها بسیار آسان تر است.
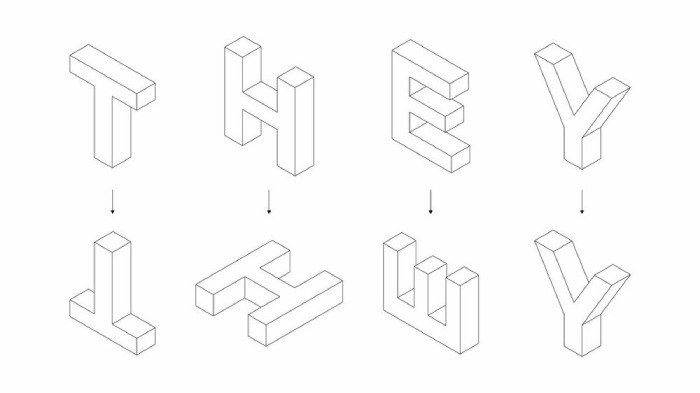
- جهت گیری را تغییر دهید: همه جهت های چاپ یکسان ایجاد نمی شوند. بسته به مدل شما، تنظیمات خاصی منجر به کاهش چشمگیر اورهنگ می شود. تصویر پایین این را به خوبی نشان میدهد: حروف “T” و “E” که در جهت اصلی خود به پشتیبانی نیاز دارند، میتوانند جهت حذف کامل برآمدگیها تغییر جهت دهند.
- تقسیم مدل: گاهی اوقات، برآمدگی در یک مدل پیچیده اجتناب ناپذیر است. این زمانی است که می توانید آن را به چندین فایل تقسیم کنید. این می تواند چاپ های چالش برانگیز قبلی را به یک تکه کیک تبدیل کند و پس از چاپ، به سادگی قطعات را به هم بچسبانید!
- از ساپورت استفاده کنید: اگر واقعاً به آن نیاز دارید، از استفاده از ساپورت خودداری نکنید! اگر چاپگر شما قابلیت اکستروژن دوگانه را دارد، حتی میتوانید از ساپورتهای قابل حل برای ساختارهای پیچیدهتر استفاده کنید که میتوان آنها را شسته و سطوح تمیزتری را باقی گذاشت.
ترجمه و جمع آوری : واحد خدمات و تحقیق و توسعه پرینتر های سه بعدی ثمین samin3d