
مقایسه پرینترهای سهبعدی FDM، SLA و SLS
- علمی و تحقیقاتی
فاطمه کلانکی
- 2
- 8 دقیقه خوانده شده

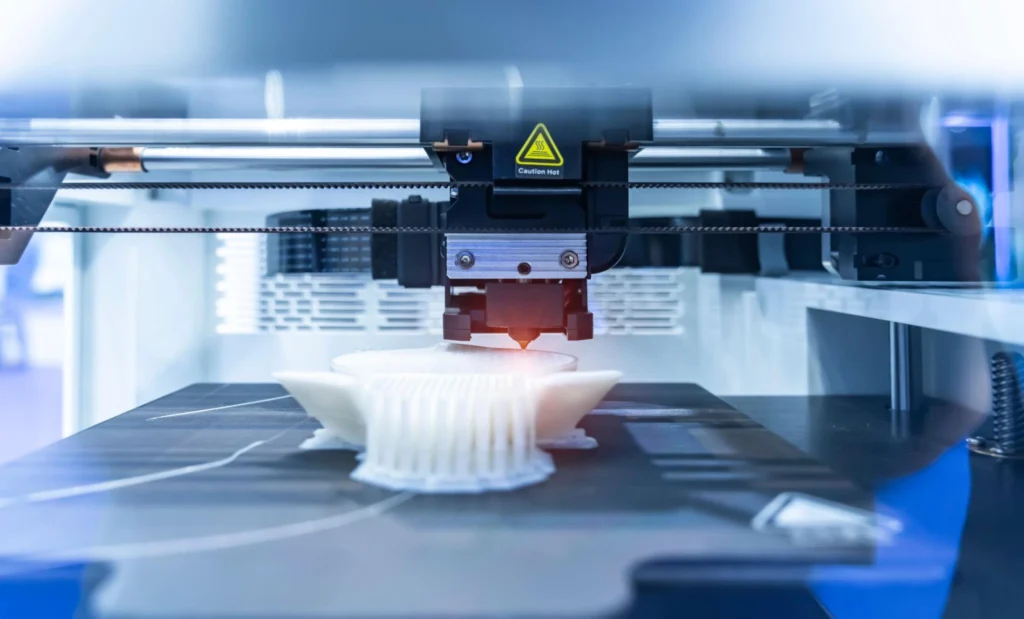
چاپ سهبعدی با پرینتر FDM
مقایسه پرینترهای سهبعدیFDM، SLA و SLS: کدام فناوری مناسب شماست؟
با پیشرفت تکنولوژی چاپ سهبعدی، انتخاب دستگاه مناسب برای تولید قطعات به یک چالش مهم تبدیل شده است. در میان فناوریهای مختلف، سه روش FDM، SLA و SLS بیشترین کاربرد را در صنعت، مهندسی، طراحی محصول و حتی پزشکی دارند. در این مقاله به بررسی و مقایسه دقیق این سه فناوری میپردازیم تا بتوانید بهترین گزینه را بر اساس نیاز خود انتخاب کنید.

فناوری FDM مدلسازی رسوبی ذوبشونده FDM (Fused Deposition Modeling)
مدلسازی رسوب ذوبی (FDM)، که با نام FFF (ساخت رشته ذوبی) نیز شناخته میشود ، شناختهشدهترین فناوری و بخشی از فرآیند اکستروژن مواد است . این روش از مواد ترموپلاستیک، معمولاً به شکل قرقرههای رشته، استفاده میکند. نازل گرم شده اکسترودر، ماده را ذوب میکند و سپس روی یک زیرلایه رسوب میکند. مزایای متعددی برای FDM وجود دارد. یادگیری فرآیند چاپ آسان، سرعت متوسط و معمولاً به فضای زیادی نیاز ندارد. اکثر چاپگرها به اندازه رومیزی هستند که آنها را برای دفتر ایدهآل میکند. اما از سوی دیگر، FDMها همچنین به عنوان ماشینهای صنعتی بزرگ برای پشتیبانی از فرآیندهای تولید استفاده میشوند. در چنین مواردی، میتوان از شکل گلولهای مواد ساخت به جای رشته استفاده کرد.FDM پرکاربردترین و اقتصادیترین روش چاپ سهبعدی است.

طراحی برای FDM
برای ایجاد مدلهایی برای چاپگرهای سهبعدی FDM، باید از یک نرمافزار طراحی به کمک کامپیوتر (CAD) یا یک نرمافزار گرافیک سهبعدی کامپیوتری استفاده کنید . این فناوری با قطعات توخالی، برشهای زیرین و برآمدگیها مشکلاتی دارد، بنابراین برای چاپ مدلها، باید سازههای پشتیبانی مانند جعبهها، سقفها یا شبکهها طراحی و ساخته شوند.
خوشبختانه، نرمافزارها مدلها را تجزیه و تحلیل میکنند و بر اساس هندسه آنها، ساختارهای پشتیبانی مناسب را برای ما طراحی میکنند. چاپگرهای سهبعدی FDM با تنها یک اکسترودر، پشتیبانیها را از همان مادهای که کل مدل ساخته شده است، ایجاد میکنند. در این حالت، آنها باید به صورت مکانیکی جدا شوند.
دستگاههایی با دو یا حتی چند اکسترودر امروزه محبوبیت بیشتری پیدا میکنند. این امکان را فراهم میکند که از مواد نگهدارندهای که در آب حل میشوند استفاده شود، اما این فرآیند نسبتاً طولانی است، گاهی اوقات به چیزی بیش از آب نیاز دارید، مانند اسید سیتریک.
در نهایت، هر ماده چاپی به ماده نگهدارنده حل شونده نمیچسبد. عامل مهم دیگر، جهت مدل روی پلتفرم ساخت است. باید به گونهای چیده شود که به تعداد زیادی نگهدارنده نیاز نداشته باشد.

ویژگیها:
مواد مصرفی: PLA، ABS، PETG و TPU سایر فیلامنتهای پلیمری
PLA:مناسب برای چاپهای عمومی
ABS:مقاومت حرارتی و مکانیکی بالا
PETG:ترکیب مقاومت و انعطافپذیری
TPU:انعطافپذیر و مقاوم در برابر ضربه
نایلون: مقاومت مکانیکی بالا
دقت چاپ: متوسط (±0.2-0.3 mm)
مزایا: مقرونبهصرفه، ساده، تعمیر و نگهداری آسان، تنوع مواد مصرفی.
معایب: کیفیت سطح پایینتر، نیاز به ساپورت در برخی قطعات، نیاز به کالیبراسیون دقیق.
کاربردها: نمونهسازی اولیه، قطعات مصرفی ساده، پروژههای آموزشی، قطعات کاربردی و مکانیکی، ماکتسازی و پروژههای DIY
سرعت چاپ: نسبتاً کند (بسته به تنظیمات).
فناوری SLA استریولیتوگرافی SLA (Stereolithography)

دومین فرآیند محبوب به نام SLA (استریولیتوگرافی) بخشی از فوتوپلیمریزاسیون مخزنی است . این اولین فناوری AM است که ثبت اختراع شده است. در این فرآیند، یک مخزن رزین فوتوپلیمر در معرض پرتو لیزر یا پروژکتور نور دیجیتال قرار میگیرد. منبع انرژی، ماده را لایه به لایه روی پلتفرم سخت میکند.
وقتی کار تمام شد، سکو بالا میرود و لایهای از رزین سطح را میپوشاند. مهم است که محفظه بسته باشد تا از خروج بخارات رزین جلوگیری شود. خود محفظه باید مات یا رنگی باشد تا از آسیب دیدن فرآیند پخت توسط نور محیط جلوگیری شود.
ساختارهای پشتیبانی SLA در مقابل FDM
در SLA، همانند FDM، به ساختارهای پشتیبانی نیاز است . اما در این مورد، آنها همیشه از یک ماده ساخته میشوند. پس از اتمام چاپ، قطعه تکمیل شده تخلیه شده، با حلال شسته میشود که رزین اضافی را از بین میبرد و سپس در معرض نور UV قرار میگیرد تا قطعه به طور کامل خشک شود. تنها در این صورت است که میتوان ساختارهای پشتیبانی را با برش جدا کرد.
با SLA میتوانید از طیف وسیعی از فوتوپلیمرها مانند اپوکسی، اورتان، اکریلات، الاستومر و وینیل چاپ کنید. میتوانید از این مواد برای تولید نمونههای اولیه غیرعملکردی، اتصالات و لولاهای چفتی، مدلهای پزشکی، به ویژه برای مصارف دندانپزشکی، و همچنین الگوهای ریختهگری استفاده کنید.
طراحی برای SLA
هنگام طراحی مدلها برای SLA، باید تقریباً از همان قوانین طراحی برای FDM پیروی کنید. به دلیل ساختارهای مورد نیاز، قطعه باید به گونهای چیده شود که تکیهگاههای اضافی، که در SLA میتوانند به شکل شبکه، نقطه، سقف یا گاست باشند، حذف شوند. قطعات نهایی شفاف هستند و ضخامت لایه میتواند به کمی ۰.۰۵ تا ۰.۱۵ میلیمتر باشد.
ویژگیها:
فرآیند چاپ: پخت رزین مایع با لیزر یا نور UV لایه به لایه.
مواد مصرفی: رزین فوتوپلیمری
رزینهای استاندارد
رزینهای مهندسی (مقاومت بالا)
رزینهای انعطاف پذیر
دقت چاپ: بسیار بالا (±0.025-0.1 mm)
مزایا: دقت و کیفیت سطح عالی، مناسب برای مدلسازی دقیق
معایب: نیاز به پسپرداخت، هزینه بالاتر مواد مصرفی، حساسیت رزین به نور، رزینها گرانتر از فیلامنتهای FDM، نیاز به شستشو با الکل و پخت UV پس از چاپ، محدودیت در اندازه چاپ (در مدلهای رومیزی).
کاربردها: مدلهای دقیق مهندسی، کاربردهای پزشکی، دندانپزشکی و جواهرسازی، قالبسازی، نمونهسازی ظریف، مدلهای مینیاتوری، قطعات با جزئیات بالا
فناوری SLS تفجوشی لیزری انتخابی SLS (Selective Laser Sintering)

SLS یکی از طولانیترین تاریخچهها را در صنعت چاپ سهبعدی دارد، شناختهشدهترین و تا به امروز، قابل پیشبینیترین فناوری تولید افزایشی است. نحوه کار آن بسیار ساده است. پرتو لیزر، مواد پودری را در یک محفظه بسته، که گاهی اوقات با یک اتمسفر گاز بیاثر برای جلوگیری از اکسیداسیون همراه است، تفجوشی میکند. با گرم شدن محفظه، درست زیر دمای ذوب پودر، لیزر فقط برای افزودن مقدار کمی انرژی برای ذوب پودر استفاده میشود.
وقتی پخت لایهها تمام شد، پلتفرمها دوباره جایگذاری میشوند و یک مکانیزم اختصاصی، لایه پودر را از محفظه تغذیه به محفظه چاپ منتقل میکند و این فرآیند تکرار میشود. در فناوری SLS هیچ تکیهگاهی لازم نیست زیرا پودر پخته نشده که اطراف قطعات چاپ شده را در محفظه چاپ احاطه کرده است، خود به یک تکیهگاه تبدیل میشود.
دقت فناوری SLS به پرتو لیزر، قطر آن و مسیریابی لیزر بستگی دارد: عمود بر لایه (H-BOT ) یا با زاویه نسبت به لایه (Galvo) . دقت همچنین به ارتفاع لایه بستگی دارد. هر ساختار جامد پیچیده و بغرنجی را میتوان ساخت، حتی با قطعات داخلی متحرک، اگر جسم طراحی شده امکان خلاص شدن از پودر زینتر نشده درون مدل را فراهم کند.
چاپگر SLS در مقابل چاپگر SLA
پس از چاپ، پودر اضافی را میتوان به سادگی با جاروبرقی یا برس زدن پاک کرد . برای رسیدن به بهترین نتیجه، میتوان قطعه چاپ شده را سندبلاست نیز کرد. پخت لیزری انتخابی از طیف گستردهای از مواد مانند ترموپلاستیکها، الاستومرها و موم استفاده میکند. برخی از ماشینهای صنعتی روی فلزات پودری (SLM، DMLS، LPBF) یا سرامیکها کار میکنند.
وقتی تعداد کاربردهای SLS را در مقابل SLA و FDM مقایسه میکنیم ، مسلماً پخت انتخابی لیزر با بیشترین تعداد کاربردهای بالقوه، فهرست را باز میکند. از نمونههای اولیه کاربردی و متحرک که میتوانند در تونلهای باد آزمایش شوند یا سایر آزمایشهای تجربی را پشت سر بگذارند، تا قطعات نهایی چاپ شده در حجم کم یا متوسط. قرار دادن قطعات در مونتاژها، اتصالات چفتی و لولاها، ابزارسازی سریع، الگوها، هستهها و قالبها برای ریختهگری و قالبگیری، مدلهای مفهومی محصول، ایمپلنتهای پزشکی و دندانی، فهرستی از کاربردها را تشکیل میدهند. همچنین برای نیازهای آموزشی، هم توسط محققان و هم توسط دانشگاهیان برای آموزش دانشجویان استفاده میشود.
طراحی برای SLS
طراحان SLS را انتخاب میکنند زیرا به آنها آزادی فرم میدهد. ایجاد قطعات متحرک با هندسه پیچیده امکانپذیر است. از آنجایی که به سازههای پشتیبان نیازی نیست، تهیه پروژههای دقیقتر، با لبههای تیز و دیوارهای نازک نیز آسانتر است. ضخامت لایه بین 0.06 تا 0.15 میلیمتر آن را بسیار دقیق میکند. همانند FDM و SLA، ناهمسانگردی در خواص مواد باعث میشود قطعه در جهت ساخت عمودی ضعیفتر باشد
ویژگیها:
مواد مصرفی: ، پلیآمید، گاهی فلز یا ترکیبات کامپوزیتی، پودرهای پلیمری مانند نایلون (PA12، PA11)، TPU، پلیاستایرن.
دقت چاپ: بالا (±0.1-0.2 mm)
مزایا: استحکام بالا، بدون نیاز به ساپورت، مناسب تولیدات حرفهای، قطعات با هندسه پیچیده (بدون نیاز به ساپورت)،
قطعات با مقاومت مکانیکی عالی، مناسب برای تولید انبوه.
معایب: هزینه بالا، نیاز به دستگاههای صنعتی پیشرفته، نیاز به سیستمهای خنککننده و فیلتراسیون، محدودیت در تنوع مواد نسبت به FDM.
کاربردها: قطعات صنعتی، تولید نهایی، قطعات عملکردی و مکانیکی.
مقایسه تکنیکهای چاپ سهبعدی
| نام فناوری | FDM | سطح خدمات مشترک (SLA) | SLS |
| اصل عملیات | اکستروژن فیلامنت ذوب شده | پخت با اشعه ماوراء بنفش | پخت لیزری |
| مواد چاپ شده | پلیمر ترموپلاستیک به شکل رشته (فیلامنت) یعنی PLA، ABS | رزینها/مواد مایع پخت نوری | پلیمرهای پودری قابل پخت (یعنی پلی آمیدها، TPU، TPE) |
| مزایا | هزینه کم، زمان چاپ سریع | وضوح چاپ بالا، اتوماسیون فرآیند بالا | بدون ساختار پشتیبانی، کیفیت، نمونه سازی اولیه، قطعات متحرک |
| معایب | نیاز به سازههای نگهدارنده، انقباض حرارتی رشته | تنوع کم مواد، هزینههای بالای نگهداری | زمان چاپ طولانی |
| کاربردها | نمونهسازی سریع، آموزش، تولید با حجم کم | نمونههای اولیه هندسه داخلی پیچیده، مدلهای دندانپزشکی | آموزش، نمونههای اولیه کاربردی،
مدلهای پزشکی، نمونهسازی اولیه، قطعات متحرک |
| ضخامت لایه | ۰.۱ تا ۰.۳ میلیمتر | ۰.۰۵ تا ۰.۱۵ میلیمتر | ۰.۰۶۰ تا ۰.۱۵ میلیمتر |
| چاپ بدون سازههای پشتیبانی | خیر | همیشه لازم نیست | بله |
| چاپ اشیاء با قطعات متحرک | همیشه قابل دستیابی نیست (دقت پایین) | خیر | بله |
کدام فناوری مناسب شماست؟
| ویژگیها / فناوریها | FDM | SLA | SLS |
| دقت چاپ | متوسط | بسیار بالا | بالا |
| هزینه دستگاه و مواد | پایین | متوسط تا بالا | بالا |
| استحکام قطعه | معمولی | کم (شکننده) | بالا |
| سطح نهایی | قطعه | نسبتاً زبر بسیار صاف | زبر اما یکنواخت |
| نیاز به ساپورت | دارد | دارد | ندارد |
| مناسب برای | نمونهسازی سریع | مدلهای دقیق | قطعات صنعتی |
نتیجهگیری
انتخاب بین پرینترهای FDM، SLA و SLS بستگی به نوع پروژه، بودجه، دقت مورد نیاز و شرایط تولید دارد.
اگر به دنبال پرینتری اقتصادی برای نمونهسازی ساده هستید، FDM انتخاب مناسبی است.
اگر دقت و ظرافت برای شما اولویت دارد، SLA بهترین گزینه است.
برای تولید قطعات کاربردی، مقاوم و صنعتی، به سراغ SLS بروید.



2 نظرات
درود و سپاس بابت مقالهی بسیار کاربردی. در این 8 دقیقه کاملاً با ساختار و کاربردهای سه نوع پرینتر، در حد خوب، آشنا شدم.
دمتون گرم
با عرض سلام؛ خوشحالیم که این مقاله برای شما مفید و کاربردی بود.