
انتخاب پارامترهای شل و اینفیل بهینه برای چاپ سه بعدی FDM
- علمی و تحقیقاتی
فاطمه کلانکی
- 0
- 7 دقیقه خوانده شده

اکثر قطعات چاپ سه بعدی FDM بصورت جامد (تو پر ) چاپ نمی شوند. چاپ قطعات جامد به مقادیر زیاد مواد و زمان چاپ طولانی نیاز دارد که هزینه های بالایی را به دنبال دارد. برای بهینه سازی فرایند چاپ ، اکثر قطعات با شل های ( پوسته های) جامد و در داخل با درصد اینفیل چاپ می شوند. شل و اینفیل نقش مهمی در کیفیت ، ظاهر و عملکرد قطعات چاپ شده FDM دارند.
طرح چاپ سه بعدی
یک چاپ استاندارد FDM را می توان به 4 قسمت تقسیم کرد. پارامترهای این بخش ها را می توان برای بهینه سازی طرح تغییر داد:
- شل : دیوارهای چاپ که در بیرون مدل قرار گرفته اند.
- لایه های پایینی (نوعی شل) : قسمت بیرونی چاپ که رو به صفحه ساخت است
- لایه های بالا (نوعی شل) : قسمت بیرونی چاپ که رو به بالا ، به سمت نازل است. به طور معمول این سطح بهترین سطح را دارد.
- اینفیل : ساختار داخلی چاپ
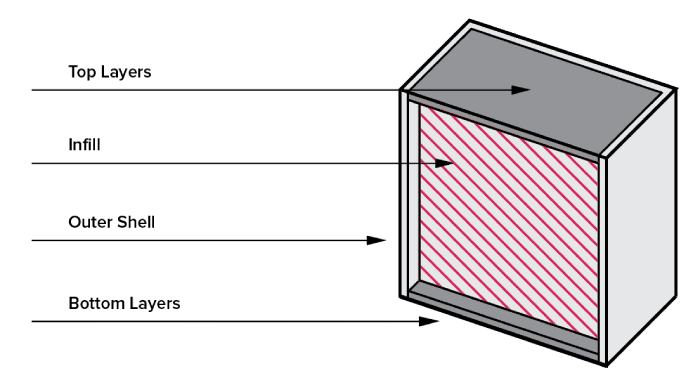
4 قسمت چاپ FDM که طراح می تواند آنها را تغییر دهد
شل – Shell
شل تعداد لایه هایی است که در قسمت خارجی یک چاپ قرار دارد. برای FDM ، شل اولین منطقه ای است که در هر لایه چاپ می شوند. چندین ملاحظات طراحی مربوط به شل برای چاپ FDM عبارتند از:
- با افزایش ضخامت شل می توان مقاومت را اضافه کرد. این امر باعث می شود بدون نیاز به افزایش مقدار مواد مورد استفاده برای اینفیل ، یک چاپ کمی قوی تر انجام دهید. اکثر برنامه های اسلایسر اجازه می دهند تا ضخامت شل تنظیم شود حتی اجازه می دهند تا مناطق دارای تنش زیاد را با تراکم بیشتر شل چاپ کرد تا استحکام بالا را ارائه دهند.
- اگر بر روی قطعه چاپ باید سنباده زنی یا صاف کردن شیمیایی انجام شود ، افزایش دادن ضخامت شل لازم است زیرا روشهای پس از پردازش ضخامت سطح مدل را کاهش می دهند.
- افزایش هر تعداد شل ، زمان و مواد مورد نیاز برای چاپ مدل را افزایش می دهد و هزینه کلی قطعه را افزایش می دهد.
- شل معمولاً از تعداد مشخصی از قطر نازل تشکیل شده است. همیشه خوب است که شل چند برابر قطر نازل طراحی شود تا از ایجاد حفره جلوگیری شود.

طراحی دیوارهایی که چند برابر قطر نازل هستند فاصله بین ویژگی های دیوار را از بین می برد و باعث ایجاد قطعات قوی تر می شود. تصویر سمت چپ ضخامت ایده آل دیوار را در مقایسه با تصویر سمت راست که شکافی در مرکز دیوار وجود دارد ، نشان می دهد.
اینفیل – Infill
مانند بیشتر درهای چوبی محکم اما دارای هسته ای با چگالی کم ، چاپ های FDM معمولاً با چگالی کم پر می شوند. اکثر برنامه های اسلایسر FDM به طور پیش فرض قطعات را با اینفیل 18 تا 20 درصد چاپ می کنند که برای اکثر برنامه های چاپ سه بعدی کاملاً مناسب است. این امر همچنین امکان چاپ سریعتر و مقرون به صرفه را فراهم می آورد.
درصد اینفیل
قدرت یک طرح به طور مستقیم با درصد پر شدن آن ارتباط دارد. یک قطعه با 50٪ پر شدن در مقایسه با 25٪ معمولاً 25٪ قوی تر است در حالی که تغییر از 50٪ به 75٪ قدرت قطعه را حدود 10٪ افزایش می دهد.
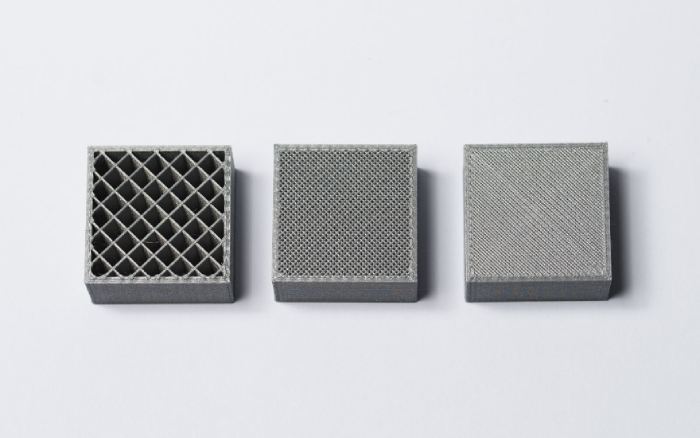
درصد پر کردن از75% (راست) _50% (وسط) _ 20% (چپ)
درک کاربرد قطعه پرینت نهایی به طراح اجازه می دهد درصد بهینه اینفیل را مشخص کند. یک نمونه اولیه که فرم مهم است را می توان با صرفه جویی بسیار کم در هزینه و زمان چاپ کرد . همانطور که در بالا ذکر شد ، 20 درصد استانداردی است که اکثر چاپگرها به عنوان پیش فرض استفاده می کنند باید برای اکثر برنامه ها قابل قبول باشد و هرگونه انحراف از این مورد باید با ارائه دهنده خدمات چاپ سه بعدی شما در میان گذاشته شود.
ویژگی قدرت
اینفیل همچنین نقش مهمی در نحوه اتصال ویژگی های گسترده یا برجسته به یک مدل دارد. اتصالات Snap-fit مثال خوبی از این مورد است. پایه اتصال snap-fit اغلب یک نقطه ضعف است. با چگالی پر شدن کم (20٪) احتمال اینکه گیره شکسته شود بسیار بیشتر است زیرا گیره اکسترود شده کوتاه فقط با یک سطح مقطع کوچک به بدنه چاپ متصل می شود. افزایش درصد پر کردن به این معنی است که قسمت بیشتری از بدنه چاپ به پایه متصل شده است و باعث افزایش قدرت این اتصال می شود.

2 اتصال snap-fit شکسته را نشان می دهد که اینفیل 20% (سفید) در مقایسه با اینفیل 100% (خاکستری).
افزایش اینفیل منجر به ارتباط بسیار قوی تر با بدنه چاپ می شود
پیچ ، ضربه یا پیچ و مهره
جایی که یک قطعه پرینت سه بعدی قرار است سوراخکای یا اتصال پیچ داشته باشد ، درصد اینفیل یک عامل بسیار مهم می شود. چاپی را با اینفیل کم در نظر بگیرید که قرار است سوراخ شود و سپس روی سطح دیگری پیچ شود. اغلب سوراخ های مته از لایه های بالا و پایین چاپ عبور می کنند و اینفیل کم مدل ارتباط بسیار ضعیفی ایجاد می کنند. برای این کاربرد ها ، اینفیل بیشتر مطلوب است (حداقل50% اینفیل).
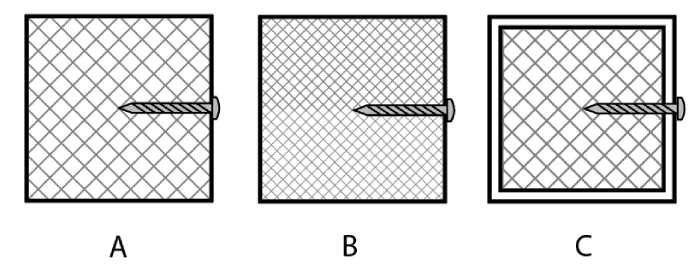
A .استحکام ضعیف برای استفاده پیچ B. افزایش اینفیل باعث می شود استحکام بهتری ایجاد شود
هندسه اینفیل
برای چاپ استاندارد ، اینفیل به سادگی به صورت دریچه زاویه دار یا شکل لانه زنبوری چاپ می شود. چهار شکل متداول اینفیل عبارتند از:
مستطیل
الگوی اینفیل استاندارد برای چاپ FDM دارای قدرت در همه جهات بوده و نسبتاً سریع چاپ می شود. چاپگر را ملزم می کند تا کمترین میزان بریج را روی الگوی اینفیل انجام دهد.
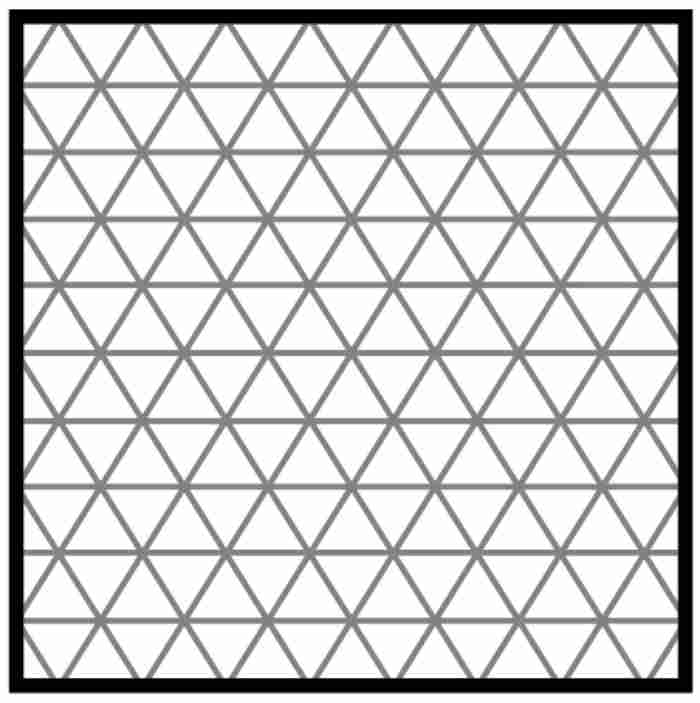
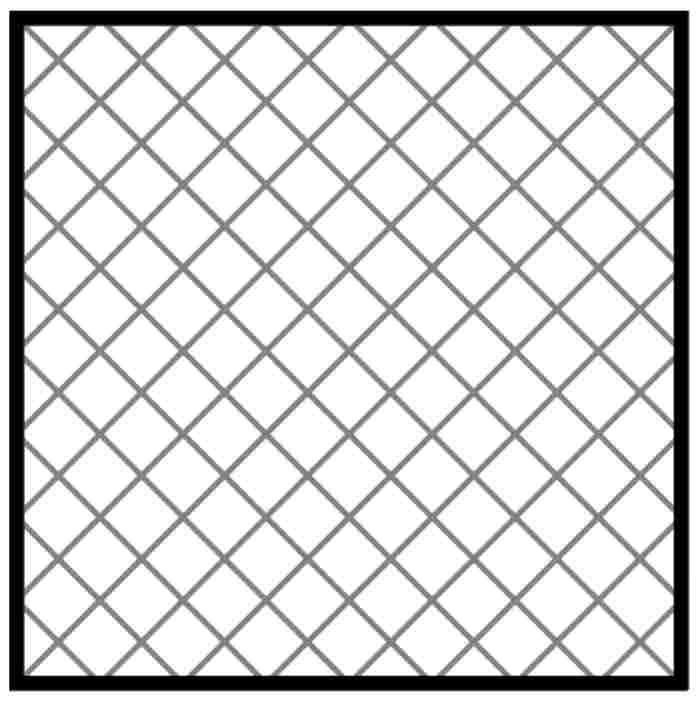
مثلثی یا مورب
زمانی مورد استفاده قرار می گیرد که به قدرت در جهت دیوارها نیاز باشد. چاپ مثلث ها کمی بیشتر طول می کشد.

ویگل
به مدل اجازه می دهد نرم پیچ خورده یا فشرده شود. می تواند انتخاب خوبی باشد ، به ویژه با مواد لاستیکی نرم یا نایلون نرم تر.
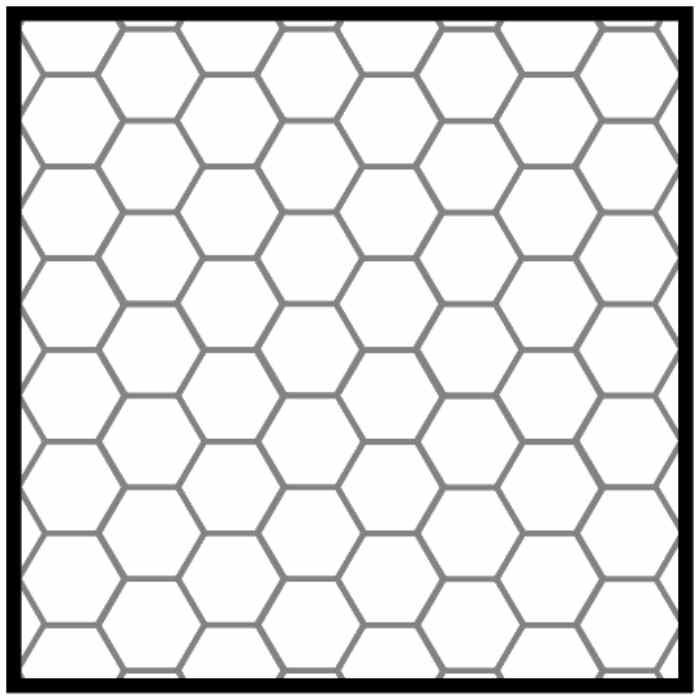
لانه زنبوری
اینفیل لانه زنبوری سریع چاپ می شود و بسیار قوی است و قدرت را در همه جهات فراهم می کند.
قوانین کلیدی
- قبل از تعیین ضخامت شل و درصد اینفیل ، کاربرد قطعه را درک کنید. افزایش ضخامت شل و درصد اینفیل باعث افزایش قدرت و همچنین زمان چاپ و هزینه چاپ می شود.
- شل را چند برابر قطر نازل طراحی کنید.(به طور مثال اگر قطر نازل شما 0.4 باشد شل را 0.4 یا 0.8 یا 1.2 (به این ترتیب) انتخاب کنید)
- هنگام پیچ کردن قطعه ، ضخامت شل را افزایش دهید یا اینفیل را برای بهبود استحکام افزایش دهید. اگر این امکان پذیر نیست ، از سوراخ بزرگتر و پیچ (با واشر) استفاده کنید.
- برای چاپ سریع ارزان ، اینفیل مستطیل به دلیل سرعت چاپ سریع ، بهترین انتخاب است . اگر استحکام برای عملکرد قطعه پرینت سه بعدی مهم است اینفیل لانه زنبوری یا اینفیل مثلثی در مقایسه با اینفیل مستطیل ، قدرت بیشتری را دارند.
ترجمه و جمع آوری : واحد خدمات و تحقیق و توسعه پرینتر های سه بعدی ثمین samin3d



