
بهینهسازی تنظیمات ساپورت در Cura
- علمی و تحقیقاتی
فاطمه کلانکی
- 0
- 10 دقیقه خوانده شده

Y در این تصویر نیازی به ساپورت ندارد
Cura طیف قدرتمندی از تنظیمات را ارائه می دهد. در مورد تنظیمات اصلی ساپورت Cura و نحوه بهترین ساپورت برای چاپ های خود، مقاله زیر را مطالعه کنید.
ساختارهای ساپورت چیست؟
تمام پرینترهای سه بعدی FDM با اکسترود کردن لایه روی لایه مواد ترموپلاستیک، اشیا را ایجاد میکنند. در نتیجه، هر لایه باید توسط لایه زیر آن نگه داشته شود. هنگامی که هیچ لایه ای در زیر آن وجود ندارد (همانطور که در مورد برآمدگی ها و پل ها وجود دارد)، مدل ممکن است به ساختارهای ساپورت نیاز داشته باشد. اینها با مدل اصلی چاپ می شوند و در طول پردازش پس از تولید از قطعه جدا می شوند.
برای مطالعه بیشتر در مورد ساپورت گذاری در پرینت سه بعدی FDM به مقاله چه زمانی به ساپورت در چاپ سازه های سه بعدی نیاز دارید؟ نگاهی بیاندازید.
تنظیمات ساپورت
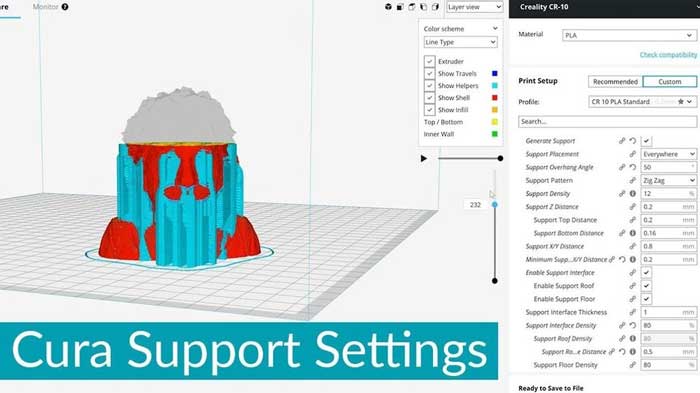
Cura چندین تنظیمات دارد که به شما کمک می کند تا ساپورت مدل های خود را بهینه کنید. در اینجا نحوه شروع به کار آمده است:
- وقتی برای اولین بار Cura را باز کردید، روی “Custom” در زیر “Print Settings” کلیک کنید. در اینجا، میتوانید تنظیماتی را تنظیم کنید که در غیر این صورت در حالت « Recommended Settings» هستند.
- راست کلیک کرده و “Configure Setting Visibility…” را انتخاب کنید.
- “ Check All” را انتخاب کنید.
اکنون، میتوانید تمام تنظیماتی که Ultimaker در Cura ارائه میکند را ببینید. به تنظیمات پشتیبانی بروید، روی « Generate Support» کلیک کنید و بیایید شروع کنیم!
قرار دادن ساپورت
پس از کلیک بر روی “ Generate Support“، اولین تنظیم “Support Placement” خواهد بود. در اینجا، میتوانید «Everywhere» یا «Touching Buildplate» را انتخاب کنید. همانطور که احتمالاً می توانید حدس بزنید، این تعیین می کند که آیا ساپورت ها در همه جا (در صورت نیاز) چاپ شوند یا فقط از صفحه ساخت نشات بگیرند.
در بیشتر موارد، بهتر است “Touching Buildplate” را انتخاب کنید زیرا ساپورت Everywhere می تواند باعث ایجاد عیوب بدی در سطح چاپ شما شود.
با این حال، گاهی اوقات شما فقط به ساپورت در همه جا نیاز دارید. این مورد در مورد مدل های واقعا پیچیده است که چاپ آنها بدون ساختارهای ساپورت غیرممکن است.
ساپورت در زاویه بیش از حد
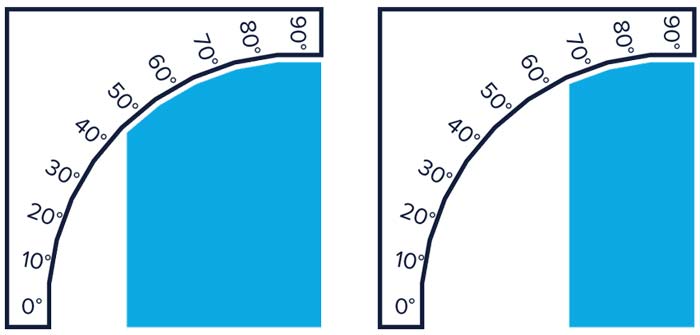
با این تنظیم، میتوانید زاویهای را که میخواهید ساپورت ها را فراتر از آن ایجاد کنید، تعیین کنید. زاویه پیش فرض معمولاً 45 درجه است. با این حال، این ممکن است برای دستگاه خاص شما متفاوت باشد. با overhang test تمرین کنید و زاویه مناسبی را برای چاپ خود پیدا کنید.
این زاویه نیز ممکن است در هر چاپ متفاوت باشد. اگر فقط می خواهید از پل ها در یک مدل خاص ساپورت کنید، می توانید 89 درجه را انتخاب کنید. اگر می خواهید هر برآمدگی ساپورت داشته باشد، 0 درجه را انتخاب کنید.
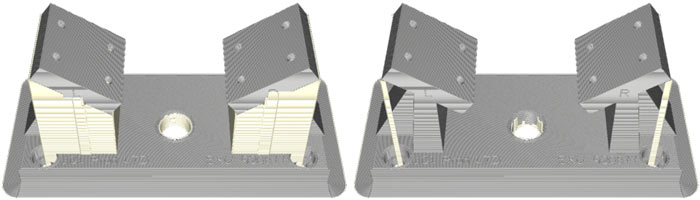
الگوی ساپورت
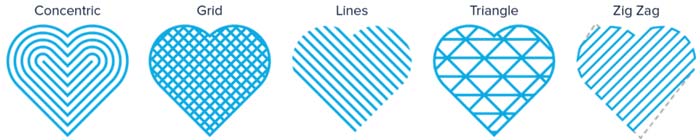
Ultimaker Cura از الگوهای مختلف ساختار ساپورت پشتیبانی می کند. هر کدام تعادلی بین قدرت و سهولت حذف نشان میدهند و برخی برای اشکال خاصی مناسبتر هستند. در اینجا لیستی از الگوهای پرکاربرد آمده است:
- Zig-Zog سریعترین چاپ و ساده ترین برای حذف است.
- Lines گام بعدی است. تکیهگاههای عالی و آسانی برای جدا کردن ایجاد میکند، اما کمی قویتر از زیگ زاگ است.
- Concentric برای مدل هایی با شکل های نزدیک به کره یا استوانه بهترین است. کمی قوی تر از زیگزاگ و خطوط است.
توجه داشته باشید که به دلیل ماهیت تک جهتی سه الگوی فوق، آنها بیشتر آسیب پذیر هستند. برای مثال، لرزشها و ساختارهای ساپورت لاغر میتوانند باعث شوند که نازل کاملاً با لایههای قبلی مطابقت نداشته باشد که در دراز مدت میتواند مشکلاتی را ایجاد کند.
علاوه بر این، اگر این الگوها حتی اندکی توسط یک نازل در حال حرکت گیر کنند، ممکن است از سطح زیرین جدا شده و فرو بریزند.
- ساپورت مستحکم
هم Grid و هم triangle الگوهای عالی برای دستیابی به تکیه گاه های محکم هستند. آنها در برابر لرزش انعطاف پذیرتر هستند. با این حال، زمان چاپ را افزایش می دهند و به طور کلی تماس بیشتری با قسمت های ساپورت نشان می دهند. این ممکن است منجر به دشواری پردازش شود.
چگالی ساپورت
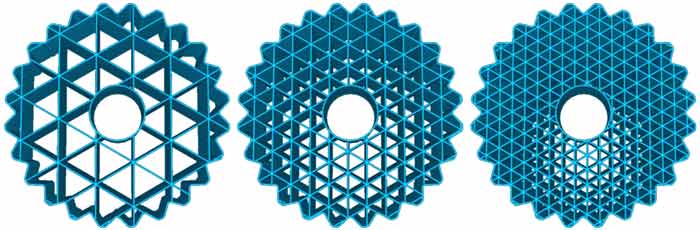
چگالی ساپورت بسیار شبیه به چگالی اینفیل است، زیرا شما بین قدرت، سرعت و سهولت در برداشتن تعادل ایجاد میکنید.
سازه های ساپورت با چگالی بالا به طور کلی سفت تر هستند و می توانند لرزش ها را تحمل کنند. همچنین، افزایش تماس با برآمدگی ها، ساپورت های با چگالی بالا را برای مناطق پشتیبانی پیچیده یا دقیق ایده آل می کند. با ساپورت چگالی بالا، انتظار پشتیبانی مطمئن تر، اما استفاده از فیلامنت بیشتر، زمان چاپ طولانی تر و پردازش پس از تولید دشوارتر را داشته باشید.
ساپورت با چگالی کم برای مناطق پشتیبانی معمولی که به نقاط تماس زیادی نیاز ندارند ایده آل هستند. ساپورتهای با چگالی پایین بیشتر به لرزش هنگام چاپ پاسخ میدهند، اما هزینه فیلامنت، زمان چاپ و سختی برداشتن ساپورت را کاهش میدهند.
چگالی ساپورت 20% مقدار خوبی برای شروع است، اما این مقدار را با توجه به نیازهای مدل خود تنظیم کنید.
ساپورت با فاصله Z
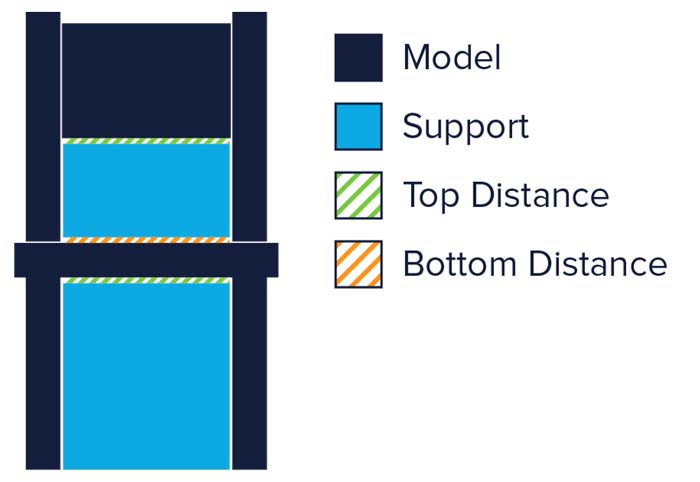
این تنظیم مهم فاصله از بالا و پایین ساپورت تا مدل را مشخص می کند. این تنظیم دارای دو بخش است: فاصله بالا و فاصله پایین.
تنظیم مقدار بالا برای این فواصل باعث ایجاد شکاف بزرگتر بین مدل و ساپورت می شود، به این معنی که پردازش آن آسان تر است، و به دلیل کاهش تعداد نقاط تماس، سطح مدل صاف تری ایجاد می کند. تنظیم مقدار کم، زمانی مفید است که میخواهید از برآمدگیهای پیچیدهای که نیاز به جزئیات بالایی دارند پشتیبانی کنید. با این حال، تنظیم مقدار کم، حذف پشتیبانی را دشوارتر می کند.
مثل همیشه، برای یافتن تنظیم مناسب برای چاپگر خود، با برخی از فاصله ها بازی کنید. فقط مطمئن شوید که فاصله Z شما مضربی از ارتفاع لایه شما باشد تا چاپگر شما بتواند با دقت به آن فاصله دست یابد.
فاصله X/Y

فاصله X/Y بسیار شبیه به فاصله Z است.که فاصله افقی بین مدل و ساپورت آن را تنظیم می کند.
باز هم، هر چه فاصله بیشتر باشد، فرآیند حذف ساپورت آسانتر میشود. هرچه فاصله کمتر باشد، ساختار ساپورت قوی تر است.
به طور معمول، فاصله X/Y بزرگتر به معنای پرداخت بهتر سطح در بخش های عمودی است. اگر سطوح عمودی در چاپهای شما توسط تکیهگاههای مجاور از نظر کیفیت خراب میشوند، سعی کنید فاصله X/Y را افزایش دهید.
فاصله X/Y کمتر منجر به ساپورت بهتر برای برآمدگیها، یعنی آنهایی که در کنار سطوح عمودی قرار دارند میشود. با این حال، ممکن است باعث ایجاد عیوب سطحی در سطوح عمودی شوند و می توانند پردازش را دردناک کنند.
اولویت فاصله ساپورت
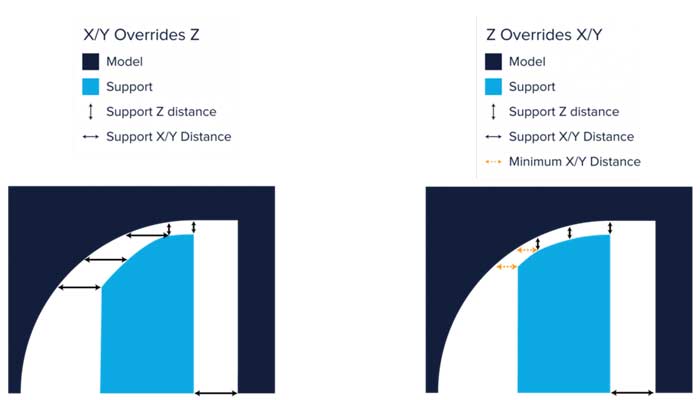
بسته به نوع برآمدگی که میخواهید چاپ کنید، فاصله Z ممکن است با فاصله X/Y تناقض داشته باشد. اما در Cura می توانید این فاصله ها را اولویت بندی کنید تا در صورت مغایرت، مهمترین فاصله حفظ شود.
به طور معمول، بهتر است Z override X/Y انتخاب شود، زیرا فاصله Z همان چیزی است که واقعاً مدل را نگه می دارد.
با این حال، اگر مدل خاصی به آن نیاز دارد، همیشه میتوانید این تنظیم را تغییر دهید.
همچنین می توانید حداقل فاصله X/Y را تنظیم کنید. سپس، حتی زمانی که فاصله Z اولویت دارد، حداقل فاصله X/Y همچنان حفظ می شود.
پیوستن به فاصله
فاصله اتصال، حداکثر فاصله افقی بین سازه های ساپورت را تنظیم می کند. هنگامی که دو ساختار ساپورت نزدیکتر از این مقدار به هم باشند، به عنوان یک ساختار چاپ می شوند. هرچه مقدار این فاصله بیشتر باشد، ساپورت ها سریعتر ادغام می شوند. اگر ساختارهای ساپورت به خصوص نازک باشند، این می تواند به ارائه ساپورت قوی تر برای مدل کمک کند.
با این حال، اگر این مقدار را خیلی بالا تنظیم کنید، ساختارهای ساپورت ممکن است متراکم شوند و برداشتن آنها دشوار باشد.
گسترش افقی
وقتی مناطقی که نیاز به ساپورت دارند بسیار نازک هستند، برای چاپگر شما دشوار است که ساختارهای محکمی برای پشتیبانی از چنین ناحیه کوچکی ایجاد کند. این تنظیم به شما امکان می دهد تا یک انبساط افقی را تنظیم کنید تا حتی مناطق کوچک ساپورت نیز به اندازه کافی پشتیبانی شوند.
وارد کردن مقدار زیادی برای این تنظیم همیشه منجر به ساپورت محکمتر میشود، اما این تنظیم به چاپگر شما نیاز دارد که از فیلامنت بیشتری استفاده کند.
برج ها
در نهایت، برای مناطق بسیار کوچک، Cura به شما امکان میدهد ساپورت هایی را بهعنوان برجهایی چاپ کنید که در بالا مخروطیتر میشوند تا مناطق کوچکتر از حداقل قطر تعیینشده شما را پشتیبانی کنند. (سایر مناطق پشتیبانی از ساختارهای ساپورت معمولی استفاده می کنند.)
برای اینکه این برجهای ساپورت خیلی ضعیف نباشند، قطر بیشتری نسبت به ناحیهای دارند که نگه میدارند. شما همیشه می توانید این قطر را در Cura تغییر دهید. همچنین میتوانید زاویه صعود برجهای خود را به یک نقطه تنظیم کنید، بنابراین میتوانید برجهای خود را صافتر کنید.
ترجمه و جمع آوری : واحد تحقیق و توسعه خدمات پرینتر های سه بعدی ثمین samin3d



