عملیات پردازش و تصحیح برای قطعات چاپ شده FDM

حذف ساپورت
حذف ساپورت معمولاً اولین مرحله پردازش برای هر فناوری چاپ سه بعدای است که برای تولید دقیق قطعات به پشتیبانی نیاز دارد. ساپورت ها را به طور کلی می توان به 2 دسته تقسیم کرد. استاندارد و قابل حل. حذف پشتیبانی یک الزام اجباری است و سطح پرداخت شده ای ایجاد نمی کند.
حذف پشتیبانی استاندارد
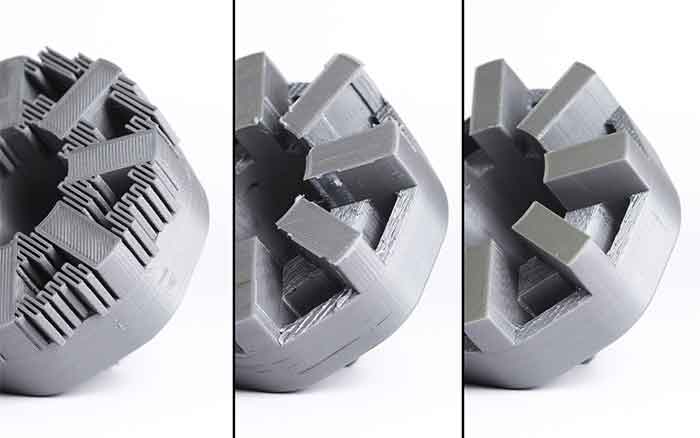
چاپ اصلی با پشتیبانی متصل ، حذف پشتیبانی ضعیف و حذف پشتیبانی خوب (چپ به راست)
ابزار
1. دم باریک
2. کف چین
فرآیند: ساپرت ها را می توان با کمترین تلاش از روی چاپ برداشته، و تمیز کردن مواد پشتیبانی در مکانهایی که به راحتی قابل دسرس نیستند (مانند سوراخها یا گودال ها) با استفاده از دم باریک و کف چین و انبرهای نوک تیز انجام دهید. ساپورت مناسب و جهت گیری ساپورت مناسب می تواند تأثیر منفی ساپورت ها را بر زیبایی چاپ نهایی تا حد زیادی کاهش دهد.
مزایا
هندسه کلی قطعه را تغییر نمی دهد.
خیلی سریع انجام میشود.
معایب
هیچ خط لایه، خش یا لکه ای را روی سطح چاپ پاک نمی کند.
اگر سازه های ساپورت مواد یا خط و خش اضافی را برجای بگذارند، از دقت و زیبایی چاپ کاسته می شود.
Finish | ☆ ☆ ☆ ☆ |
Tolerances | ★ ☆ ☆ ☆ |
Speed | ★ ★ ★ ☆ |
مناسب برای | تمام ترموپلاستیک های FDM |
حذف پشتیبانی انحلال پذیر
ابزار
1.ظرف مقاوم دز برابر حلال
2.حلال
3.تمیز کننده اولتراسونیک (اختیاری)
فرآیند: با قرار دادن چاپ در حمام حلال مناسب، مواد ساپورت قابل حل از روی چاپ برداشته می شوند و تا زمانی درون ظرف باقی میماند که مواد ساپورت کامل حل شود.
مواد ساپورت که به طور معمول استفاده میشود:
HIPS .1 (معمولا همراه با ABS)
PVA .2(معمولاً همراه با PLA)
HydroFill .3
ظروف شیشه، ظروف عالی برای حلال هایس که از لیمونن ساخته میشوند. برای مواد حلال در آب، هر ظرف غیر متخلخلی قابل استفادهاست. برای چاپHIPS / ABS ، یک حمام با نسبت 1: 1 (R) - (+) - لیمونن و الکل ایزوپروپیل برای حذف سریع ساپورت بسیار خوب عمل می کند. بسیاری از دیگر مواد ساپورت، مانند PVA (استفاده شده با PLA) و HydroFill (PLA و ABS)، به سادگی در آب معمولی حل می شوند.
نکته مثبت : با استفاده از پاک کننده التراسونیک و تغییر محلول، حلال پس از اشباع شدن با ماده پشتیبانی کننده، زمان حل شدن محلول را تسریع کنید. اگر پاک کننده التراسونیک در دسترس نباشد، استفاده از حلال گرم نیز سرعت حل شدن را تسریع می کند.
مزایا
حذف ساپورت در هندسه های پیچیده ای را که حذف پشتیبانی استاندارد غیرممکن است با این روش فراهم میشود.
یک سطح صاف در جایی که ساپورت در تماس با قطعه است.
معایب
محلول نامناسب می تواند منجر به سفید شدن و تاب خوردن چاپ شود.
هیچ خط لایه، خش یا لکه ای را از روی سطح چاپ پاک نمی کند.
در صورت نشت مواد پشتیبانی بر روی جسم در حین چاپ، می تواند باعث ایجاد بخش کوچک یا سوراخ در چاپ نهایی شود.
Finish | ☆ ☆ ☆ ☆ |
Tolerances | ★ ☆ ☆ ☆ |
Speed | ★ ★ ★ ☆ |
مناسب برای | تمام ترموپلاستیک های FDM |
سنباده زدن

چاپ ABS خاکستری سنباده خورده
ابزار
1.کاغذ سنباده گریت 150 ، 220 ، 400 ، 600 ، 1000 و 2000
2.پارچه
3.مسواک
4.صابون
5.ماسک صورت
فرآیند: پس از برداشته شدن یا حل شدن ساپورت ها، می توان سنباده کاری را شروع کرد تا قطعه صاف شود و لکه های واضح مانند رده یا علائم پشتیبانی برطرف شود شماره اولین کاغذ سنباده به ارتفاع لایه و کیفیت چاپ بستگی دارد. برای ارتفاع لایه 200 میکرون و پایین تر، یا چاپ بدون خرابی سطح، می توان سنباده زدن را با 150 گریت شروع کرد. اگر لکه های واضحی وجود دارد، یا این جسم با ضخامت لایه ای از 300 میکرون یا بالاتر چاپ شده است، با 100 گریت شروع به سنباده زدن کنید.
سنباده زنی ها معمولا باید تا 2000 گریت ادامه یابد (یک روش این است که از 220 گریت به 400 گریت، به 600 گریت، به 1000 گریت و در نهایت 2000 گریت برسید). برای جلوگیری از صدمه ناشی از اصطکاک و ایجاد گرما و تمیز نگه داشتنن کاغذ سنباده، توصیه می شود که از ابتدا تا انتها چاپ را خیس نگهدارید. چاپ باید با استفاده از یک مسواک و آب صابون، سپس با یک تکه پارچه در بین درجه بندی سنباده زنی تمیز شود و سپس به سراغ سنباده گریت بالا تر رفت تا از تجمع گرد و غبار و "اشغال شدن سطح" آن جلوگیری شود. قطعات FDM را برای دستیابی به سطح صاف و براق می توانند تا 5000 گریت سنباده بزنید.
نکته مفید : همیشه با حرکات دایره ای کوچک به طور مساوی روی سطح مد نظر را سنباده بزنید. ممكن است سنباده عمود بر لايه هاي چاپ ، يا حتي به موازات لايه هاي چاپ، وسوسه برانگيز باشد، اما اين امر مي تواند باعث ایجادسطحی پوشیده از شکاف شود. اگر قطعه تغییر رنگ یابد، یا اگر خراش های کوچک زیادی در اثر سنباده زنی وجود داشته باشد، می توان از یک سشوار استفاده کرد تا به آرامی چاپ را گرم کند و سطح را به اندازه کافی نرم و لطیف کند تا برخی از نقص ها حالت عادی بگیرند.
مزایا
سطح بسیار صافی را ایجاد می کند.
پس از سنباده زنی در صورت فرایند پردازش اضافی (مانند رنگ آمیزی ، پرداخت ، صاف کردن و پوشش اپوکسی) آن را بسیار ساده می کند.
معایب
برای چاپهایی با پوسته های محیطی 2 یا کمتر توصیه نمی شود، زیرا فرآیند سنباده زدن می تواند به چاپ آسیب برساند.
برای سطوح پیچیده و قطعه ای با جزئیات کوچک فرایند دشواری است.
اگر سنباده زدن بیش از حد خشن انجام شود و مواد زیادی از بین برود، می تواند بر دقت کلی چاپ تأثیر بگذارد.
Finish | ★ ★ ★ ☆ |
Tolerances | ★ ★ ☆ ☆ |
Speed | ★ ☆ ☆ ☆ |
مناسب برای | تمام ترموپلاستیک های FDM |

معایب
در صورت تمایل به رسیدن سطح نهایی آینه مانند، چاپ باید قبل از پرداخت کاملاً سنباده زده شود، که می تواند روی تلرانس تأثیر بگذارد.
بتونه رنگ ممکن است پس از پرداخت به سطح نچسبد.
Finish | ★ ★ ★ ★ |
Tolerances | ★ ★ ☆ ☆ |
Speed | ★ ☆ ☆ ☆ |
مناسب برای | تمام ترموپلاستیک های FDM |
بتونه کاری و نقاشی

0‑3یک قطعه پرینتFDM با pla خاکستری که با اسپری رنگ مشکی رنگ آمیزی شده است.
ابزار
1.پارچه
2.مسواک
3.کاغذ سنباده 150 ، 220 ، 400 و 600 گریت
4.اسپری بتونه پلاستیک
5.رنگ پوشش رویه
6.ابزار باف
7.کاغذ پولیش
8.نوار پوششی (فقط در صورت استفاده از چند رنگ)
9.دستکش نیتریل و ماسک مناسب
فرآیند: هنگامی که چاپ سه بعدی را به درستی سمباده کشیدید(برای رنگ آمیزی حداکثر 600 گریت)، می توانید مقدمات را بر روی چاپ آغاز کنید. بتونه باید در دو لایه و با استفاده از اسپری بتونه انجام شود. یک بتونه اسپری که برای نقاشی مدل طراحی شده است، پوشش یکنواختی را ایجاد می کند و به اندازه کافی نازک است تا از دربر گرفتن تمام جزییات پرینت قبل از رنگ آمیزی اطمینان داشت. بتونه ضخیم، مانند چیز هایی که می توان در یک فروشگاه ابزار خریداری کرد، ممکن است در یک نقطه جمع شود و به سنباده قابل توجهی نیاز داشته باشد. اولین پوشش را با حرکات سریع و با فاصله تقریبی 15 تا 20 سانتی متر از قسمت مورد نظر، اسپری کنید تا از انباشت شدن مواد جلوگیری شود. اجازه دهید بتونه خشک شود و هرگونه نقص را با کاغذ سنباده 600 گریت سمباده بزنید. لایه آخر بتونه را در حرکات سریع و سبک بچرخانید، باز هم برای جلوگیری از جمع شدن مواد بسیار مراقب باشید.
پس از اتمام مراحل اولیه، می توانید رنگ آمیزی را آغاز کنید. نقاشی را می توان با رنگ اکریلیک و قلموی نقاشی انجام داد، اما استفاده از رنگ پاش یا اسپری رنگ سطح صاف تری را ایجاد می کند. رنگ اسپری خریداری شده از فروشگاه های سخت افزاری ضخامت و ویسکوزیته بیشتری دارد و کنترل آن دشوارتر است، بنابراین باید از رنگ هایی که مخصوص نقاشی مدل طراحی شده اند استفاده شود. سطح اولیه باید براق کرده و صیقل داده شود (میله های بافینگ و صیقل دهنده که توسط آرایشگاه های ناخن استفاده می شود می توانید بصورت آنلاین خریداری کنید و کاملاً برای این کاربرد کار می کند) سپس با استفاده از یک پارچه مخصوص تمیز می شود. مدل را با استفاده از پوشش های رنگ بسیار سبک رنگ آمیزی کنید. چند لایه اول شفاف به نظر می رسند. هنگامی یک لایه رنگ مات ایجاد کردید (به طور کلی بعد از 2-4 لایه)، اجازه دهید مدل به مدت 30 دقیقه بماند تا رنگ تنظیم شود.
بخشهایی از مدل را می توان با نوار پوشاند تا در صورت تمایل رنگ زیر را حفظ کند. پس از اتمام تمام لایه های رنگ، ماسک ها را برداشته و رنگ را با استفاده از کاغذ پولیش پرداخت کنید. برای محافظت از رنگ، 1-2 لایه از لایه رویی را اعمال کنید و اجازه دهید کاملا خشک شود. پوشش بالا باید مطابق با توصیه های سازنده رنگ مورد استفاده انتخاب شود. لایه های رویه و رنگ ناسازگار می توانند کار رنگ را خراب کنند، بنابراین در اینجا اطمینان حاصل شود که سازگاری نکته بسیار مهمی است.
نکته مثبت: هنگام استفاده از رنگ اسپری، قوطی را تکان ندهید! هدف این است که رنگدانه یا بتونه را بدون تکان دادن مخلوط کنید، که منجر به ایجاد حباب در اسپری میشود. در عوض، قوطی را برای 2-3 دقیقه بچرخانید.
مزایا
با توجه به جزئیات و برخی از تمرینات، نتایج حرفه ای تولید می کند.
امکان انعطاف پذیری کامل از لحاظ بصری محصول نهایی، مستقل از مواد را فراهم می کند.
معایب
رنگ و بتونه به صورت یک جرم به مدل اضافه می شود، که تلرانس را تغییر می دهد و اگر قطعه بخشی از مونتاژ باشد باعث ایجاد مشکل می شود.
بدست آوردن رنگ اسپری یا یک رنگ پاش با کیفیت بالا می تواند هزینه را افزایش دهد.
Finish | ★ ★ ★ ★ |
Tolerances | ★ ★ ☆ ☆ |
Speed | ☆ ☆ ☆ ☆ |
مناسب برای | تمام ترموپلاستیک های FDM |
صاف کردن با بخار

0‑4یک چاپ نیم کره ای ABS مشکی
ابزار
1.پارچه
2.ظرف قابل مهر و موم با حلال
3.حلال
4.دستمال کاغذی
5.فویل آلومینیوم (یا سایر مواد ضد حلال)
6.ماسک صورت و دستکش های مقاوم در برابر مواد شیمیایی
روند: ظرف انتخاب شده را با دستمال کاغذی در امتداد پایین و در صورت امکان دیوارهای کناری را به سمت بالا قرار دهید. بسیار مهم است که بخار به خود اتاق آسیب نرساند و محفظه را می توان آب بندی کرد. ظروف شیشه ای و فلزی توصیه می شود. به اندازه کافی حلال بریزید تا حوله های کاغذی مرطوب شود، اما خیس نشود. این امر همچنین باید به چسباندن حوله ها به دیواره های جانبی ظرف کمک کند. استون به دلیل توانایی های خود در صاف کردن مواد ABS بسیار مشهور است. برای PLA، صافکاری با حلال های مختلف امکان پذیر است (THF یا MEK عملکرد مناسبی دارد) اما به دست آوردن سطح صاف در مقایسه با ABS دشوارتر است. هنگام کار با هر حلال، لطفاً مقررات ایمنی مربوط به ماده شیمیایی را بررسی کنید و همیشه از اقدامات احتیاطی ایمنی مناسب استفاده کنید. یک "صفحه" کوچک از فویل آلومینیوم یا سایر مواد ضد حلال، باید بین ظرف و دستمال کاغذی قرار داده شود. چاپ را روی سکو قرار دهید (با هر طرفی که به عنوان قسمت پایین آن قرار گرفته باشد) و درب ظرف را ببندید. پرداخت بخار دارای زمان متغیری است، بنابراین چاپ را به صورت دوره ای بررسی کنید. از گرما می توان برای افزایش سرعت پولیش استفاده کرد، اما باید مراقب آن بود تا از تجمع بخار جلوگیری شود.
هنگام برداشتن چاپ از محفظه، سعی کنید با گذاشتن چاپ روی سکو و برداشتن هر دو از ظرف، از لمس چاپ جلوگیری کنید. هر نقطه ای از چاپ لمس شده باشد دارای نقص سطحی خواهد شد، زیرا پوسته خارجی حل خواهد شد. قبل از دست زدن به چاپ اجازه دهید تا از حلال باقیمانده خنثی شود.
توجه: بسیاری از حلالهای اسپری و یا اتمی قابل اشتعال هستند و بخار حلال می تواند برای سلامتی انسان مضر باشد. حلال را در فضای تهویه مناسب ذخیره کنید.
مزایا
بسیاری از لکه های کوچک را صاف می کند و خطوط لایه موجود در چاپ را بدون هیچ گونه کار اضافی کاهش می دهد.
یک "پوسته" بسیار صاف در اطراف قسمت خارجی چاپ ایجاد می کند.
بسیار سریع است، و می تواند با ابزار معولی تهیه شود.
معایب
شکاف ها را پر نمیکند و یا لایه های پرینت را کاملاً پوشش نمیدهد.
فرآیند صاف کردن، پوسته خارجی چاپ را "حل" می کند و بنابراین تأثیر زیادی بر تلرانس دارد.
بر مقاومت چاپ به دلیل تغییر در خصوصیات ماده چاپی تأثیر منفی می گذارد.
Finish | ★ ★ ★ ☆ |
Tolerances | ★ ☆ ☆ ☆ |
Speed | ★ ★ ☆ ☆ |
مناسب برای | ABS گاهی اوقات (PLA) |
غوطه وری
ابزار
1.ظرف ضد حلال
2.حلال
3.قلاب
4.سیم
5.میله یا قفسه خشک کن
6.ماسک صورت و دستکش های مقاوم در برابر مواد شیمیایی
فرایند: اطمینان حاصل کنید که ظرف مورد استفاده به اندازه کافی پهن و عمیق باشد تا بتواند چاپ و حلال را در خود جای دهد. ظرف را با مقدار مناسب حلال پر کنید، مواظب باشید که پاشش به حداقل برسد. همانند صاف کاری بخار، از استون برای غوطه وری ABS و از MEK یا THF می توان برای غوطه وری PLA استفاده کرد. PLA نسبتا نسبت به صاف کردن حلال ً مقاوم است بنابراین ممکن است چندین تلاش نیاز باشد تا به نتیجه مطلوب برسید. با پیچیدن قلاب یا پیچ کوچک در سطحی از چاپ که از درجهی اهمیت پایین تری برخوردار است، چاپ را برای قوطه ورکردن آماده کنید. سیم را به قلاب یا دور پیچ حلقه کنید تا بتوان با استفاده از سیم چاپ را در داخل حمام پایین برد. اگر سیم بیش از حد نازک باشد، قادر به مقابله با شناوری چاپ نیست و غوطه وری مناسب را بسیار دشوار می کند.
پس از آماده سازی چاپ، با استفاده از سیم به سرعت کل شی را در حلال غرق کنید. چاپ را برداشته و سیم را روی یک میله یا قفسه خشک کن قلاب کنید تا حلال از سطح بخار شود. چاپ را می توان پس از برداشتن به آرامی تکان داد تا خشک شدن آسان شود و از عدم وجود استخرهای حلال در فرورفتگی های سطح استفاده شود.
نکته ی مثبت : در صورت خشک شدن، چاپ دارای رنگ سفید مات است، می توان آن را برای مدتی روی حمام حلال معلق کرد تا بخار حلال تبخیری سطح را کمی حل کند. این رنگ چاپ را بازیابی می کند و یک لایه بیرونی براق را تضمین می کند.
مزایا
سطح چاپ را بسیار سریعتر از پرداخت بخار صاف می کند.
بخار بسیار کمتر نسبت به روشهای دیگر پرداخت با حلال تولید می کند که خطرات ایمنی را کاهش می دهد.
معایب
سطح چاپ را بسیار تهاجمی صاف می کند، بنابراین تلرانس حفظ نخواهد شد.
قوطه وری بیش از حد می تواند منجر به تغییر شکل کامل چاپ و تغییر قابل توجه در خصوصیات ماده شود.
Finish | ★ ★ ★ ☆ |
Tolerances | ☆ ☆ ☆ ☆ |
Speed | ★ ★ ★ ☆ |
مناسب برای | ABSگاهی اوقات (PLA) |
پوشش اپوکسی

0‑5یک چاپ ABS سیاه که نیمی روکش شده با اپوکسی و نیمی پردازش نشده است
ابزار
1.رزین اپوکسی 2 بخشی (مانند XTC-3D)
2.قلمو
3.ظرف برای مخلوط کردن مواد
4.کاغذ سمباده 1000 گریت یا بالا تر
روند: زمانی که چاپ سمباده زده شد (اگرابتدا سنباده بزنید نتایج نهایی بهتری خواهید داشت)، چاپ را با یک پارچه کاملا تمیز کنید. نسبت مناسب رزین به هاردنر را که در دستورالعمل رزین مشخص شده است مخلوط کنید، اطمینان حاصل کنید که همه چیز دقیق اندازه گیری شده است. رزین های اپوکسی وقتی مخلوط می شوند گرمازا هستند، بنابراین باید استفاده از ظروف شیشه ای و ظروف متشکل از موادی با نقطه ذوب پایین خودداری شود. استفاده ازظروف مخصوص مخلوط کردن رزین های اپوکسی توصیه می شود. نسبت های نامناسب باعث افزایش زمان خشک شدن می شود و اپوکسی ممکن است هرگز به طور کامل خشک نشود، و در نتیجه سطح نهایی چسبناک باشد. XTC-3D یک پوششی است که به طور تخصصی برای چاپ سه بعدی طراحی شده است، اما هرگونه رزین اپوکسی 2 بخشی، به شرطی که به درستی آماده شود، برای این برنامه به خوبی کار می کند. برای به حداقل رساندن تعداد حباب های هوا به سیستم طبق دستورالعمل ها، رزین و سخت کننده را کاملاً مخلوط کنید، بعضی اپوکسی ها مسیری طولانی تا پخت را طی می کند و اکثر اپوکسی ها فقط 10-15 دقیقه زمان کار دارند بنابراین بر اساس آن برنامه ریزی کنید.
اولین لایه اپوکسی را با استفاده از یک قلمو اعمال کنید و سعی کنید سطح استخراج یا جزئیات چاپ را به حداقل برسانید. هنگامی که چاپ به اندازه کافی پوشش داده شد، اجازه دهید اپوکسی طبق دستورالعمل سازنده کاملاً پخت شود. ممکن است اولین لایه برای صاف کردن چاپ کافی باشد، اما برای یک نتیجه مطلوب، چاپ باید با کاغذ سنباده خوب (1000 گریت یا بالاتر) کمی سمباده زده شود تا نقص ها برطرف شود. گرد و غبار را با یک پارچه پاک کنید و طبق همان روش، لایه دوم اپوکسی بزنید.
مزایا
لایه بسیار نازک اپوکسی تا حد زیادی روی تلرانس چاپ سه بعدی تأثیر نمی گذارد (مگر اینکه ابتدا چاپ سمباده زده شود).
یک "پوسته" محافظ خارجی در اطراف چاپ ایجاد می کند.
منفی ها
خطوط لایه سطحی هنوز قابل مشاهده هستند، آنها فقط در زیر پوسته ای "صاف" قرار دارند.
استفاده از اپوکسی بیش از حد می تواند منجر به جمع شدن جزئیات چاپ و لبه ها شود، و به حالت ظاهری "قطره ای" می دهد.
Finish | ★ ★ ★ ☆ |
Tolerances | ☆ ☆ ☆ ☆ |
Speed | ★ ★ ★ ☆ |
مناسب برای | تمام ترموپلاستیک های FDM |
آبکاری فلز

0‑6یک عضو سازه ای چاپ شده به روش FDM با نیکل، با استفاده از فناوری RepliKote که توسط Repliform پوشانده شده است .
کیت ابزار (برای آبکاری خانگی)
1.محلول الکتروفرمینگ : محلول الکتروفرمینگ را می توان با مخلوط کردن یک نمک فلزی با یک اسید و آب ایجاد کرد ، اما اگر اندازه گیری دقیق نباشد دستیابی به نتیجه نهایی حرفه ای دشوار است.
2.آند قربانی : مواد آند باید با فلز محلول الکتروفرمینگ مطابقت داشته باشد، بنابراین اگر از سولفات مس در محلول استفاده شده است، باید از آند مس استفاده شود. از هر فلز ساخته شده از فلز آبکاری می توان استفاده کرد (مانند مس برای آبکاری مس)، یا می توان یک نوار نازک از فلز آبکاری را که به طور خاص برای آبکاری ساخته می شود، خریداری کرد.
3.رنگ رسانا یا استون و گرافیت: سطح چاپ برای رساندن آبکاری باید رسانا باشد ، که می توان با رنگ رسانا یا محلول 1: 1 گرافیت و استون بدست آورد. رنگ رسانا برای هر ماده چاپی کار می کند اما محلول استون گرافیت فقط برای ABS کار می کند.
4.یکسو کننده برق : از یک باتری می توان به جای یکسو کننده برق استفاده کرد، اما یک باتری به همان اندازه کارآمد نیست و به سرعت و به طور مداوم نتیجهی یکسو کننده را نخواهد داشت. یکسو کننده نیز گزینه ایمن تری است، زیرا به راحتی می توان جریان آب را در هنگام آبکاری قطع کرد.
5.پیچ رسانا یا قلاب
6.ظرف نارسانا
7.ست کابل
8.دستکش نارسانا و عینک محافظ
محلول های الکتروفرمینگ اسیدی هستند و در صورت پاشیدن می توانند باعث آسیب دیدگی چشم شوند، بنابراین داشتن عینک مناسب لازم است. همچنین می تواند باعث تحریک پوست شود و در هنگام آبکاری باعث دردسر شود، بنابراین باید از دستکش های غیر رسانا همیشه استفاده شود.
فرآیند: آبکاری فلز را می توان با استفاده از آبکاری در خانه، یا یک کارگاه حرفه ای انجام داد. آبکاری مناسب فلز نیاز به دانش کافی در مورد مواد دارد و آنچه در خانه می توان انجام داد در مقایسه با آنچه یک کارگاه حرفه ای می تواند بدست آورد محدود است. برای کارهای برتر و طیف وسیع تری از گزینه های آبکاری از جمله کروم سازی، استفاده از یک کارگاه حرفه ای بهترین گزینه است. برای شفافیت موضوع، روند آبکاری با مس در زیر شرح داده خواهد شد.
آبکاری در خانه می تواند با استفاده از مس یا نیکل به عنوان صفحه پایه انجام شود، سپس می توان سایر فلزات را روی آن آبکاری کرد. سطح چاپ قبل از آبکاری تا حد ممکن صاف باشد این امر از اهمیت حیاتی برخوردار است که هرگونه بی نظمی و خطوط لایه پس از فرآیند آبکاری مورد غیر قابل تغییراست. اگر روکش پلاستیک را با لایه نازکی از رنگ رسانای با کیفیت بالا یا محلول استون و گرافیت انجام میدهید، سطح چاپ تمیز و ماسه کاری شده را برای آبکاری آماده کنید. اجازه دهید پوشش رسانا کاملاً خشک شود و در صورت لزوم برای اطمینان از سطح صاف آن را سنباده بزنید. در این مرحله بسیار اهمیت دارد تماس با چاپ به حداقل برسد یا دستکش استفاده کنید، زیرا روغن های موجود در پوست بر روند آبکاری تأثیر می گذارد.
پیچ یا قلاب را در یک سطح دارای اهمیت کمتر از چاپ وارد کرده و به یکی از سرهای یکسو کننده متصل کنید. این به عنوان کاتد عمل می کند و باید به ترمینال منفی یکسو کننده متصل شود. آند مس را با استفاده از کابل دوم به ترمینال مثبت یکسوساز متصل کرده و ظرف انتخابی را به اندازه کافی محلول الکتروفرمینگ مس پر کنید تا آند چاپ و مس کاملاً پوشانده شود. آند را درون وان قرار داده و یکسو کننده برق را روشن کنید. هنگامی که یکسو کننده روشن است، چاپ را در حمام قرار دهید، اطمینان حاصل کنید که در هیچ نقطه ای با آند تماس نمی گیرد (در این مرحله بسیار مراقب باشید، زیرا هنگامی که چاپ در حمام است، سیستم آبکاری به صورت الکتریکی فعال است و هر گ?



