نحوه طراحی قسمت های مختلف در چاپ سه بعدی FDM
چاپ فیلامنتی (FDM) به عنوان مقرون به صرفه ترین تکنولوژی چاپ سه بعدی در بازار، انتخابی عالی برای مدل سازی سریع و کم هزینه است که کاربردهای متنوعی دارد. این تکنولوژی همچنین می تواند برای چاپ قطعات کاربردی، مثل محفظه ها، راهی مناسب باشد.
FDM مانند همه روش های ساخت، دارای فشار و محدودیت هایی در فرآیند چاپ می باشد. این مقاله در کنار معرفی این محدودیت ها به ارائه روش هایی برای کاهش اثرات آنها روی کیفیت مدل در طی مرحله طراحی می پردازد.
بریجینگ سازه سه بعدی
بریجینگ
در روش FDM زمانی که لازم باشد چاپی بین دو ساپورت یا برآمدگی صورت بگیرد، از بریجینگ استفاده می شود. با توجه به اینکه زیر لایه ابتدایی هیچ ساپورتی اعمال نمی شود (لایه ای وجود ندارد برای حمایت از لایهی اول) و لازم است بین شکاف ها بریج شود، مواد می افتند. بریج ها اغلب در حفره های افقی دیوارهای مدل یا لایه بالایی (یا سقف) قسمت های توخالی ساخته می شوند.
یکی از راه های کاهش تاثیرات بریجینگ، کم کردن مسیر بریج است؛ البته این کار بستگی به محدودیت های طراحی قطعه دارد. راه دیگر جلوگیری از افتادگی مواد، استفاده از ساپورت است؛ ساپورت یک صفحه موقتی برای چاپ بریج ایجاد می کند. ساختار ساپورت بعد از تکمیل فرآیند چاپ حذف می شود. این کار باعث باقی ماندن اثرات ساپورت و صدمه به سطح مدل در قسمت هایی که ساپورت ها متصل بودند، می شود.

طراحی سازه سه بعدی
نکته کلیدی طراحی:
با توجه به طبیعت FDM، همیشه افتادگی یا اثرات مواد ساپورت تا حدی قابل مشاهده است مگر اینکه بریج کمتر از 5 میلیمتر باشد. راه حل پیشرفته تر برای این موضوع، تقسیم طرح به قسمت های مجزا یا در صورت نیاز به سطحی تراز و صاف، اعمال یک سری فرآیند تکمیلی، می باشد.
حفره های عمودی
FDM اغلب حفره های عمودی را کوچکتر از اندازه معمول چاپ می کند. روند کلی چاپ قطر حفره و دلیل کاهش آن به شرح زیر است:
- نازل با چاپ قسمت خارجی حفره، آن را روی لایه های چاپ شده قبلی فشار می دهد تا چسبندگی را افزایش دهد.
- فشار نازل لایه گرد اکسترود شده را از دایره به شکلی پهن و صاف تر تغییر می دهد. (تصویر پائین)
- این کار باعث افزایش سطح تماس با لایه قبلی می شود (بهبود چسبندگی) اما علاوه بر آن عرض حلقه را هم افزایش می دهد.
- در نتیجه این فرآیند قطر حفره چاپ شده کاهش می یابد.
این مسئله بیشتر در چاپ حفره هایی با قطر کوچک تر، به دلیل نسبت قطر حفره با نازل، مشکل ساز می شود.
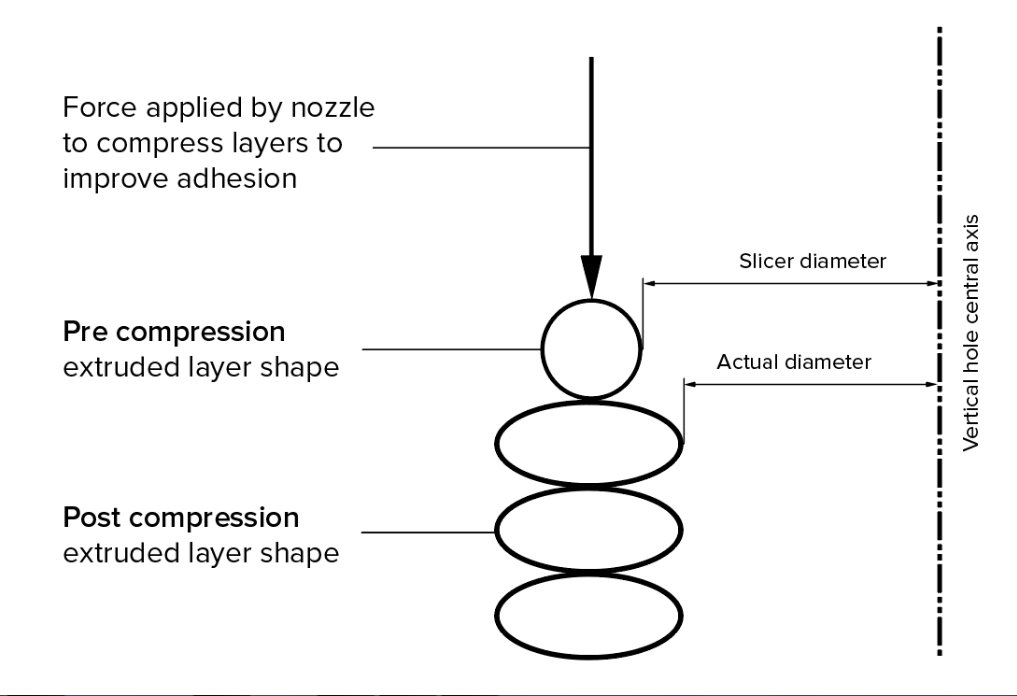
تغییرات برنامه اسلایسر در مقابل قطر واقعی حفره های عمودی اکسترود شده تحت فشار
میزان کم شدن قطر بستگی به پرینتر، نرم افزار اسلایسینگ، اندازه حفره و مواد مورد استفاده دارد. اغلب اوقات میزان کاهش قطر حفره های عمودی در برنامه اسلایسینگ محاسبه می شود ولی به دلیل تفاوت در دقت اندازه گیری، برای دستیابی به دقت مورد نظر، لازم است چندین چاپ آزمایشی صورت بگیرد. در صورتی که دقت بالایی مد نظر باشد، ممکن است بعد از چاپ نیاز به مته زنی باشد.
نکته کلیدی طراحی:
اگر قطر حفره عمودی اهمیت زیادی دارد توصیه می شود سازه سه بعدی را با سایز کوچک چاپ کرده و سپس با دریل سوراخ شود تا به اندازه مد نظر برسد.
آویزان شدن لایه ها
یکی از رایج ترین مشکلات کیفی FDM مربوط به برآمدگی ها است. آویزان شدن لایه ها زمانی اتفاق می افتد که فقط قسمت هایی جزئی از لایه چاپ شده توسط لایه زیرین ساپورت شوند. در این مسئله هم مثل بریجینگ، عدم ساپورت کافی سطح زیر لایه می تواند منجر به کاهش چسبندگی، آویزان شدن یا پیچش لایه ها شود.
افزایش زاویه برآمدگی
تاثیر افزایش زاویه برآمدگی (در فواصل 5 درجه ای) روی کیفیت چاپ؛ حداکثر زاویه نشان داده شده 70 درجه می باشد. برآمدگی ها بسته به نوع مواد مورد استفاده، می توانند تا زاویه 45 درجه، بدون از دست دادن کیفیت مطلوب، چاپ شوند. در زاویه 45 درجه لایه جدید توسط 50 درصد از لایه قبلی ساپورت می شود که این مسئله ساپورت و چسبندگی کافی را ارائه می دهد. در زوایای بیشتر از 45 درجه، برای جلوگیری از آویزان شدن و پایین نیامدن مواد از نازل باید ساپورت بیشتری اعمال شود.
مشکل دیگری که هنگام چاپ برآمدگی ها رخ می دهد پیچش است. لایه جدید چاپ شده به طور فزاینده ای تا لبه برآمدگی نازک تر می شود و خنک سازی متغیر نیز باعث تغییر شکل آن به سمت بالا می شود. (تصویر بالا)

نکته کلیدی طراحی:
میتوان محدودیت های برآمدگی ها را با استفاده از اعمال ساپورت در دیواره هایی با زاویه بیشتر از 45 درجه، از بین برد. در برآمدگی های بزرگ تر، در صورت عدم پیاده سازی فرآیند تکمیلی، اثرات ساختار ساپورت باقی می ماند.
گوشه ها
به دلیل دایره ای شکل بودن نازل در FDM، لبه ها و گوشه ها شعاعی برابر با اندازه نازل دارند. به این معنی که این قطعات هرگز مربع کامل نمی شوند. برای چاپ لبه ها و گوشه های تیز، لایه اولیه چاپ بسیار مهم است. همانطور که قبلا در قسمت حفره های عمودی گفته شد نازل حین چاپ هر لایه، مواد آن را جهت بهبود چسبندگی به لایه پائینی فشار می دهد. این مسئله در چاپ لایه اول موجب ایجاد اثر "پا فیلی" می شود. این برآمدگی خارج از ابعاد در جفت شدن قطعات FDM تاثیر می گذارد.
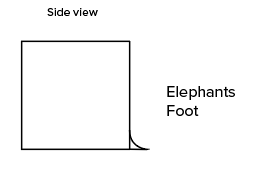
نمای جانبی اثر پا فیلی روی لایه اولیه چاپ FDM
مسئله دیگری که اغلب در رابطه با اولین لایه چاپ FDM وجود دارد، تاب خوردگی است.
ABS به دلیل دمای بالای چاپ در مقایسه با PLA در برابر تاب خوردگی آسیب پذیرتر است. لایه پایه، اولین لایه است که چاپ می شود و حین چاپ شدن لایه های داغ بالایی سرد می شود. این امر باعث "خنک سازی متغیر" شده و می تواند باعث انقباض و پیچ خوردگی لایه پایه از روی صفحه شود. اضافه کردن شعاع یا شیار به لبه هایی که با صفحه در تماس هستند، می تواند تاثیر این مشکلات را کاهش دهد. این کار پس از اتمام چاپ به جدا کردن اجزا از صفحه هم می تواند کمک کند.
نکته کلیدی طراحی:
اگر جفت شدن یا ابعاد کلی قطعات در عملکرد آنها تاثیر دارد، در قسمت هایی که با صفحه در تماس هستند یک شیار یا شعاع 45 درجه ای ایجاد کنید. برای آزمایش فرم دقیق و مناسب، استفاده از سایر تکنولوژی ها، مثل SLA یا پلیجت، توصیه می شود.
پین های عمودی
چاپ FDM پین های عمودی اغلب در صورت نیاز به جفت کردن اجزا یا ترازبندی صورت می گیرد. با توجه به کاربردی بودن این اجزا، اطلاع از اندازه پین هایی که پرینتر می تواند با دقت بالا چاپ کند، اهمیت دارد.
پین های بزرگ (با قطر بیشتر از 5 میلیمتر) که دارای تراکم داخلی و محیط خارجی هستند، می توانند اتصالاتی قوی با سایر اجزا ایجاد کنند. پین های کوچکتر (با قطر کمتر از5 میلیمتر) را میتوان بدون تراکم و تنها با چاپ قسمت های خارجی ساخت. این امر موجب عدم پیوستگی چاپ و پین شده و اتصالی ضعیف و شکننده به وجود می آورد. در بدترین حالت ممکن است پین ها به علت کافی نبودن مواد لازم برای چسبیدن لایه های جدید، چاپ نشوند.

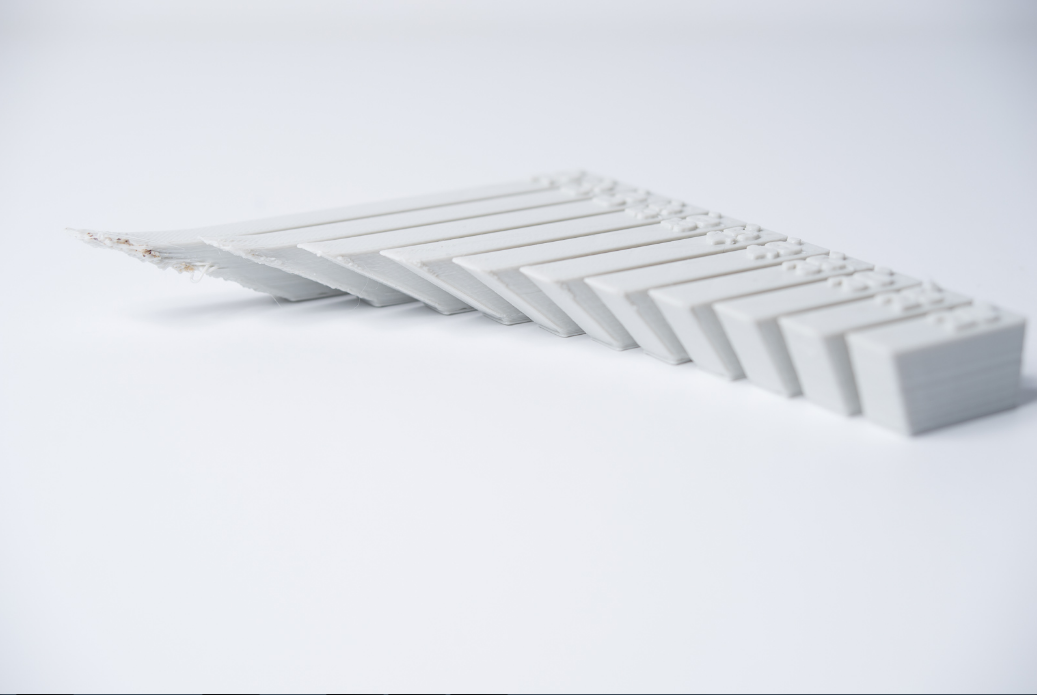
چاپ سه بعدی انواع پین
چاپ پین های عمودی با قطر کاهشی (از 25 به 5 میلیمتر) که نشان دهنده کوچک بودن قطر لایه بالایی برای چاپی دقیق است. کالیبراسیون صحیح (ارتفاع مناسب لایه ها، سرعت چاپ، دمای نازل و غیره) اغلب می تواند احتمال خراب شدن پین های کوچک را کاهش دهد. اضافه کردن شیار به پائین پین باعث از بین رفتن فشارهای متمرکز بر آن نقطه می شود و آن را قوی تر می کند. در موارد مهم تر به جای استفاده از پین هایی با قطر کوچکتر از 5 میلیمتر، استفاده از پین های آماده می تواند راه خوبی باشد.
نکته کلیدی طراحی:
اگر طرح شما شامل پین هایی با قطر کوچکتر از 5 میلیمتر می شود، به پایه آنها فیلت کوچکی اضافه کنید. اگر عملکردشان حیاتی است، در محل قرارگیری پین حفره ای در نظر گرفته و سپس به اندازه مناسب با دریل سوراخ کنید و از یک پین آماده استفاده کنید.
طراحی پیشرفته
در حین چاپ FDM چندین نکته کلیدی شامل چگونگی کاهش مقدار ساپورت مورد نیاز، جهت گیری قطعات و جهت ساخت قطعه بر روی صفحه را باید در نظر داشت.
خواندن این مطلب نیز به شما پیشنهاد می شود: عیب یابی و رفع مشکلات مربوط به فیلامنت در انواع پرینترهای سه بعدی صنعتی و غیر صنعتی
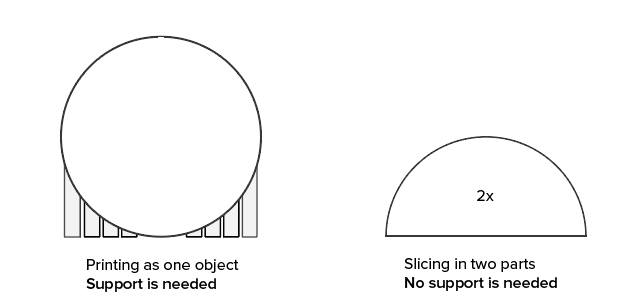
تقسیم بندی مدل
اغلب اوقات تقسیم بندی مدل باعث ساده تر شدن آن و صرفه جویی در زمان و هزینه می شود. با تقسیم یک مدل پیچیده، برآمدگی هایی که به ساپورت های زیادی نیاز دارند به راحتی قطعه قطعه شده و هر قطعه به طور جداگانه چاپ می شود. در صورت نیاز، قطعه ها بعد از چاپ دوباره با چسب به هم می چسبند. مانند پرینت سه بعدی جسم کروی در FDM.
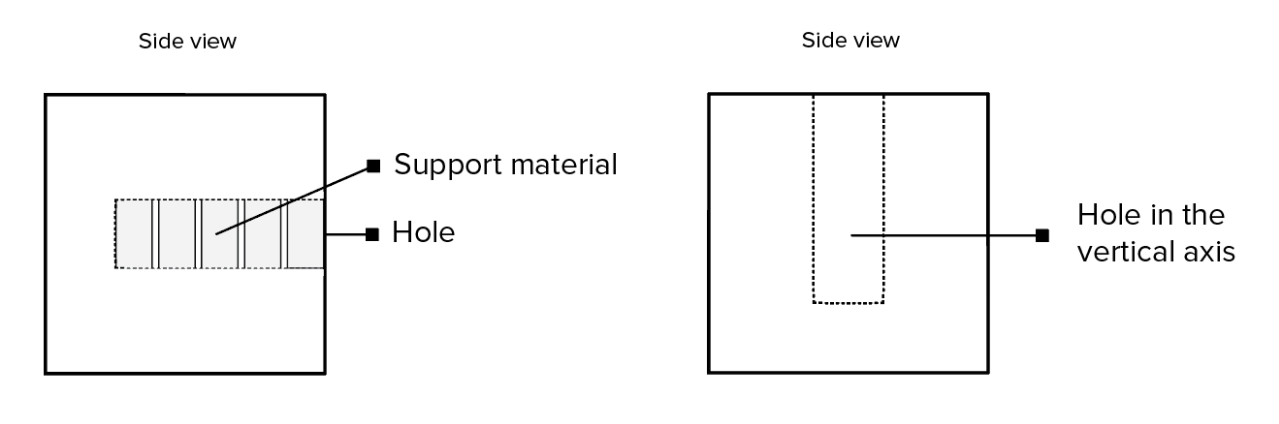
جهت گیری حفره ها
بهترین راه برای جلوگیری از به کارگیری ساپورت در حفره ها تغییر جهت چاپ است. در بیشتر موارد حذف ساپورت حفره های محور افقی می تواند مشکل باشد اما با چرخش 90 درجه جهت ساخت دیگر نیازی به ساپورت نخواهد بود. برای قطعاتی که حفره های متععد در جهات مختلف دارند، ابتدا حفره های مخفی، سپس حفره هایی با قطر کوچک تا بزرگ و بعد از آنها اندازه حفره را در اولویت قرار دهید.
جهت ساخت
با توجه به ماهیت دگرسوپذیر چاپ FDM، برای چاپی موفقیت آمیز، اطلاع از کاربرد و نحوه چاپ یک قطعه از اهمیت بالایی برخوردار است. قطعات FDM به دلیل جهت گیری لایه ها، ذاتا در یک جهت ضعیف ترند.
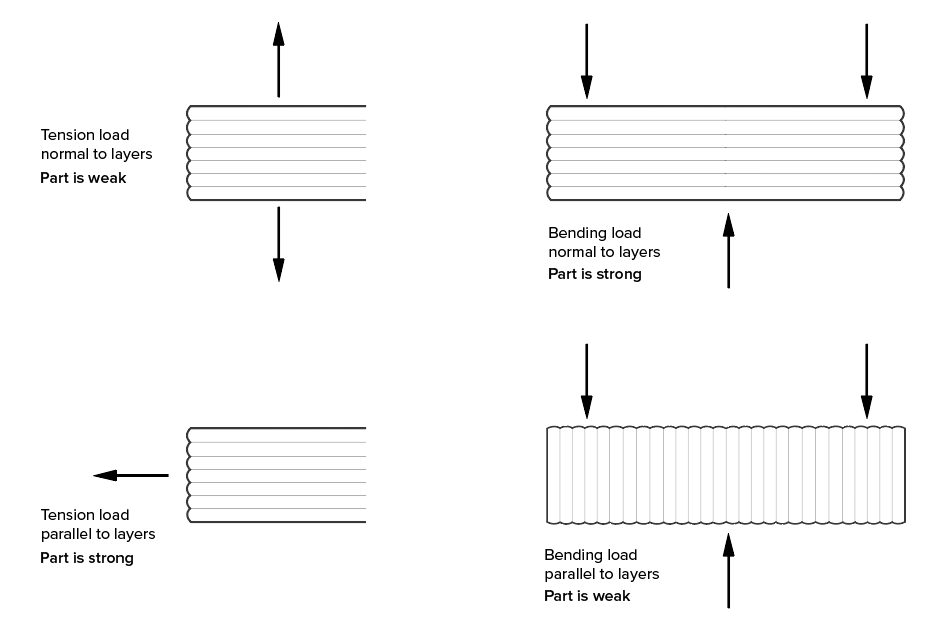
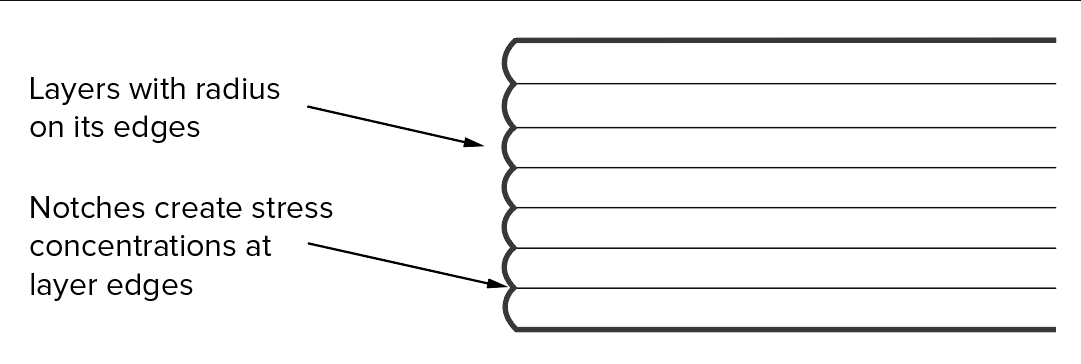
جهت ساخت سازه سه بعدی
مسیر ناپیوسته مواد و فشار متمرکز ناشی از اتصال هر لایه باعث بیشتر شدن این ضعف می شوند. از آنجا که لایه ها به صورت مستطیل هایی با زوایای گرد هستند، شیارهای کوچکی موجب اتصال آنها می شوند. همین موضوع باعث تمرکز فشار روی نقاطی که تمایل به شکافتن دارند، می شود.
ساخت انواع سازه سه بعدی
محاسبات سرانگشتی
- اگر طول پلی بیشتر از 5 میلیمتر باشد، مواد ساپورت آویزان شده یا اثراتش باقی می ماند. تقسیم بندی طرح یا پیاده سازی فرآیندهای تکمیلی می تواند این مشکل را حل کند.
- برای قطر حفره های مهم عمودی، در صورتی که دقت بالایی مد نظر باشد، دریل کردن حفره مورد نظر توصیه می شود.
- اضافه کردن ساپورت به پرینتر FDM اجازه چاپ دیوارهایی با زوایای بیشتر از 45 درجه می دهد.
- حتی می توانید یک شیار یا شعاع 45 درجه روی لبه هر قسمتی که با صفحه در تماس است داشته باشید.
- برای استفاده از پین های کوچک، فیلت کوچکی را به پایه پین اضافه کنید یا می توانید به جای آن از پین های آماده استفاده کنید.
- تقسیم بندی مدل، جهت دادن به حفره ها و تعیین جهت ساخت عواملی هستند که می توانند هزینه را کاهش و سرعت چاپ را افزایش داده و باعث بهبود کیفیت و استحکام طرح شوند.
ترجمه و جمع آوری : واحد خدمات و تحقیق و توسعه پرینتر های سه بعدی ثمین samin3d



