دقت ابعادی قطعات چاپ شده سه بعدی

 دسترسی سریع
دسترسی سریع
معرفی
در حالی که همه فن آوری ها دارای نقاط قوت و ضعف هستند ، 2 عامل مهم در اینکه آیا یک قطعه با مشخصات مورد نظر چاپ می شود عبارتند از:
- طراحی : دقت چاپ قطعه بستگی زیادی به طرح دارد. تغییرات در خنک کننده و پخت ، باعث تنش های داخلی می شود که می تواند منجر به تاب برداشتن یا شیرینکیج( جمع شدن) شود. چاپ سه بعدی برای سطوح مسطح یا قطعات باریک و طولانی بدون ساپورت مناسب نیست. همچنین با بزرگتر شدن اندازه قطعات دقت آن کاهش می یابد.
- مواد : مانند طراحی ، دقت نیز به مواد بستگی دارد. غالباً دقت یک قطعه فدای ارتقای ویژگی خاصی از قطعه می شود. به عنوان مثال ، یک رزین استاندارد SLA قطعات دقیق تری را نسبت به رزین انعطاف پذیر تولید می کند. برای قطعاتی که دقت بالای آنها بسیار مهم است ، مواد چاپ استاندارد توصیه می شود.
متغیرهای دقت
به منظور كمك به دقت قطعه چاپ شده سه بعدی ، از پارامترهای زیر استفاده می شود:
- دقت ابعادی : تعداد کمی از سازندگان ماشین آلات و تامین کنندگان مواد هستند که دقت مورد انتظار قطعات را بیان می کنند. تمام تلرانس های ذکر شده ، مربوط به قطعات خوب طراحی شده در ماشینهایی با کالیبراسیون خوب است.
- تاب برداشتن یا شیرینکیج : احتمال دارد در مرحله چاپ ، قطعه منقبض یا کوچک شود. این به شدت به طراحی بستگی دارد ، اما برخی از فرایندها قطعاتی را تولید می کنند که ذاتاً بیشتر در معرض تاب برداشتن یا شیرینکیج هستند.
- الزامات ساپورت : برای بسیاری از فناوری های چاپ سه بعدی ، میزان ساپورت مورد استفاده بر میزان چاپ یک سطح یا ویژگی تأثیر می گذارد. نکته منفی در این مورد این است که ساپورت بر روی سطح قطعه تأثیر می گذارد زیرا باید برداشته شود.
FDM
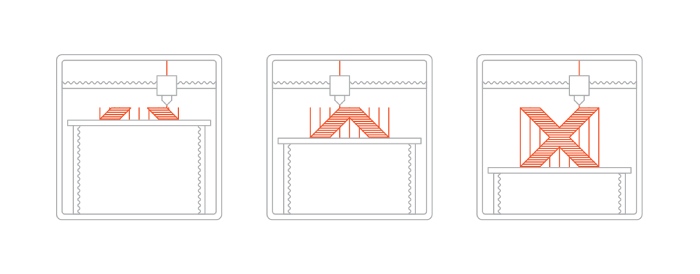
پرینتر سه بعدی FDM
مدل سازی رسوب جوش داده شده (FDM) برای نمونه سازی ارزان قیمت مناسب است ، جایی که فرم و تناسب از عملکرد بیشتر مهم است. FDM قطعات را بصورت یک لایه با اکسترود کردن ترموپلاستیک بر روی صفحه ساخت تولید می کند.
برای قطعات بزرگ ، این می تواند منجر به تغییرات زیادی در دما در سراسر صفحه ساخت شود. از آنجا که نواحی مختلف قطعه با سرعت های مختلف سرد می شوند ، تنش داخلی باعث تغییر شکل چاپ می شود که منجر به تاب برداشتن یا شیرینکیج می شود. راه حل هایی مانند چاپ Raft، گرم کردن بد و شعاع در لبه ها و گوشه های تیز می تواند به کاهش این امر کمک کند.
مواد ناهمسان بیشتر از سایرین مستعد تاب برداشتن هستند. به عنوان مثال ، ABS بیشتر از PLA مستعد تاب برداشتن است.
پارامتر | توضیحات |
تولرانس ابعادی | رومیزی : % 0.5± (حد پایین: 0.5 ± میلی متر) صنعتی : % 0.15 ± (حد پایین: 0.2 ± میلی متر) |
شیرینکیج / تاب برداشتن | ترموپلاستیک هایی که به دمای چاپ بیشتری نیاز دارند بیشتر در معرض خطر هستند. افزودن شعاع در لبه پایینی در تماس با صفحه ساخت یا لبه توصیه می شود. بسته به مواد معمولاً انقباض در محدوده 0.2% _ 1 % رخ می دهد. |
نیاز به ساپورت | برای دستیابی به یک قطعه دقیق ضروری است. برای برآمدگی های بیش از 45 درجه لازم است. |
SLA
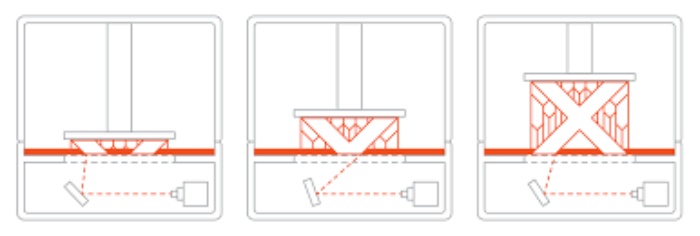
پرینتر سه بعدی SLA
چاپگرهای SLA (استریولیتوگرافی) از لیزر UV برای پختن مناطق مخزن رزین با اشعه ماوراء بنفش استفاده می کنند تا هر بار یک قسمت جامد را بصورت مقطع تشکیل دهند. با این حال ، این مناطق پخته شده تا زمان پس از پردازش با اشعه ماوراء بنفش در قدرت ، کامل نیستند. به همین دلیل و زاویه و جهت هایی که قطعات SLA معمولاً در آن چاپ می شوند ، افتادگی دهانه های ساپورت نشده می تواند رخ دهد.
با ایجاد یک لایه در یک زمان ، این انباشته شدن منجر به اختلاف ابعادی می شود که گاهی در قسمت های بلند SLA مشاهده می شود. اختلافات ابعادی نیز ممکن است به دلیل فرآیند لایه برداری مورد استفاده در برخی از چاپگرهای SLA رخ دهد. نیروی کششی در حین فرآیند لایه برداری می تواند باعث خم شدن چاپ نرم شود که با تجمع هر لایه دوباره تجمع می یابد.
رزین هایی که خاصیت خمشی بالاتری دارند (کمتر سفت هستند) بیشتر در معرض تاب برداشتن هستند و ممکن است برای کاربردهای با دقت بالا مناسب نباشند.
پارامتر | توضیحات |
تولرانس ابعادی | رومیزی : % 0.5± (حد پایین: 0.1 ± میلی متر) صنعتی : % 0.15 ± (حد پایین: 0.01 ± میلی متر) |
شیرینکیج / تاب برداشتن | به احتمال زیاد برای محدوده های ساپورت گذاشته نشده. |
نیاز به ساپورت | برای دستیابی به یک قسمت دقیق ضروری است. |

SLS
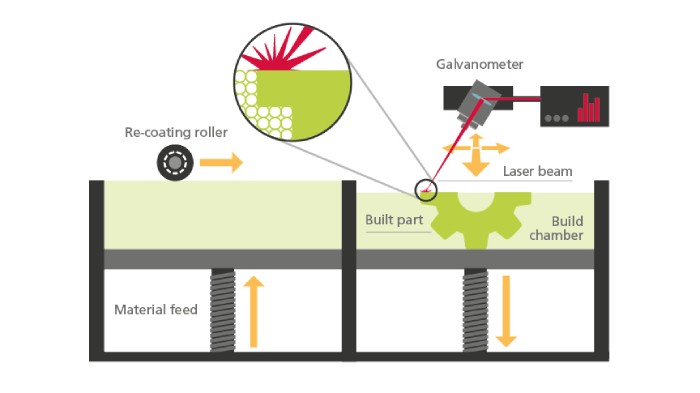
پرینتر سه بعدی SLS
پخت لیزری (SLS) قطعاتی با دقت بالا تولید می کند و می تواند طرح هایی با هندسه پیچیده را چاپ کند. یک لیزر بصورت انتخابی پودر را یک به یک خرد می کند تا یک قطعه جامد را تشکیل دهد.
برای محدود کردن احتمال تاب برداشتن یا شیرینکیج قطعات در هنگام چاپ ، چاپگرهای SLS از محفظه های حرارتی استفاده می کنند که پودر را تا زیر دمای پخت گرم می کند. با این حال ، این باعث می شود که گرادیان های دما در قطعه های بزرگ SLS که قسمت پایین آن سرد شده است در حالی که لایه های بالایی اخیراً چاپ شده در دمای بالا باقی می مانند ، ایجاد شود. برای کاهش بیشتر احتمال تاب برداشتن ، قطعات در پودر باقی می مانند تا به آرامی سرد شوند (اغلب 50 درصد از کل زمان ساخت).
پارامتر | توضیحات |
تولرانس ابعادی | % 0.3± (حد پایین: 0.3 ± میلی متر) |
شیرینکیج / تاب برداشتن | کوچک شدن معمولاً در محدوده 2 %تا 3 % اتفاق می افتد ، با این حال اکثر ارائه دهندگان چاپ SLS در طراحی این را در نظر میگیرند . |
نیاز به ساپورت | لازم نیست. |
Material Jetting
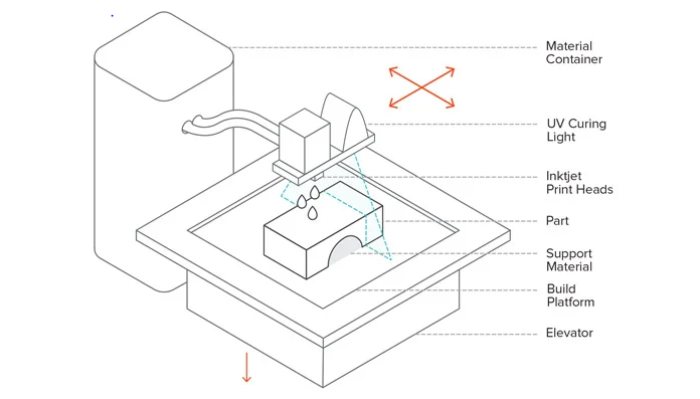
پرینتر سه بعدی Material Jetting
متریال جتینگ دقیق ترین شکل چاپ سه بعدی محسوب می شود. از آنجا که گرما در فرآیند چاپ دخیل نیست ، تاب خوردگی و انقباض به ندرت رخ می دهد.
بیشتر مسائل مربوط به دقت ابعادی مربوط به ویژگی ها و دیوارهای نازک است که باتوجه به مشخصات فنی چاپگر چاپ می شوند. متریال جتینگ ساپورت را به عنوان یک ساختار جامد از یک ماده ثانویه نرم که پس از چاپ برداشته می شود پرینت می کند. ماهیت محکم ساپورت باعث می شود سطوح در تماس با ساپورت با دقت بالایی چاپ شوند. هنگام جابجایی قطعات تولید شده از طریق متریال جتینگ باید مراقب باشید زیرا در اثر قرار گرفتن در معرض گرمای محیط ، رطوبت یا نور خورشید می توانند تاب برداشته و تغییر ابعادی دهند
پارامتر | توضیحات |
تولرانس ابعادی | % 0.1± (حد پایین: 0.05 ± میلی متر) |
شیرینکیج / تاب برداشتن | برای متریال جتینگ مسئله ای نیست. |
نیاز به ساپورت | برای دستیابی به یک قطعه دقیق ضروری است. |
Metal 3D printing
چاپ فلزات (به طور خاص DMLS و SLM) از لیزر برای پخت یا ذوب پودر فلز برای تولید قطعات فلزی استفاده می کند. درست مانند SLS ، چاپ فلز قطعات را بصورت یک لایه در یک محیط کنترل شده و گرم شده روی ماشینهای با اندازه صنعتی تولید می کند. این ساختار لایه به لایه همراه با دمای بسیار بالا که در این فرآیند دخیل است گرادیان های حرارتی شدیدی ایجاد می کند و اثر خالص این است که تنش ها در قطعه ایجاد می شوند.
در نتیجه ، قطعات چاپ شده فلزی در معرض خطر اعوجاج یا تاب برداشتن هستند ، بدین معنا که شیوه های طراحی خوب و جهت گیری قطعات برای دستیابی به قطعه دقیق بسیار مهم است. بر خلاف SLS ، ساختارهای ساپورت برای به حداقل رساندن اعوجاج قطعه در حین تولید بسیار حیاتی هستند. قطعات همچنین به طور کلی بر روی یک صفحه فلزی جامد ساخته شده اند و پس از اتمام مراحل چاپ باید برداشته شوند. درک صحیح این فرآیند همراه با ساختارهای محکم و مشبک مشبک لازم است تا قطعه را محکم به بستر چاپ متصل کرده و از جدا شدن آن جلوگیری شود. اکثر قطعات نیز پس از ساخت و قبل از برداشتن از صفحه ساخت ، تنش زدایی (از طریق فرآیند عملیات حرارتی) می شوند (این کار باعث می شود ساختار کریستالی شل شود و از خرابی بعداً جلوگیری شود).
از آنجا که هزینه قطعات چاپ شده سه بعدی فلزی بالا است ، اغلب قبل از شروع کار چاپ ، از شبیه سازی ها برای تأیید صحت یک طرح استفاده می شود.
پارامتر | توضیحات |
تولرانس ابعادی | 0.1 ± میلی متر |
شیرینکیج / تاب برداشتن | قطعات در معرض خطر انقباض یا تاب برداشتن هستند. مهاربندی و ساپورت برای کمک به کاهش احتمال وقوع این مورد استفاده می شود. |
نیاز به ساپورت | برای دستیابی به یک قطعه دقیق ضروری است. |
نتیجه
- برای بالاترین دقت (و زمانی که بودجه محدودیتی ندارد) ، متریال جتینگ راه حل بهینه است.
- برای دقت بالا ، SLA برای قطعات کوچکتر از 1000 (cm 10 cm x 10 cm x 10) و SLS برای قطعات با ابعاد بیشتر توصیه می شود.
- نمونه اولیه سریع و مقرون به صرفه FDM بهترین راه حل است.
ترجمه و جمع آوری : واحد خدمات و تحقیق و توسعه پرینتر های سه بعدی ثمین samin3d



