
ساخت مدل ریختهگری دستگیره تجهیز پزشکی
- علمی و تحقیقاتی
علیرضا مرادی
- 0
- 8 دقیقه خوانده شده
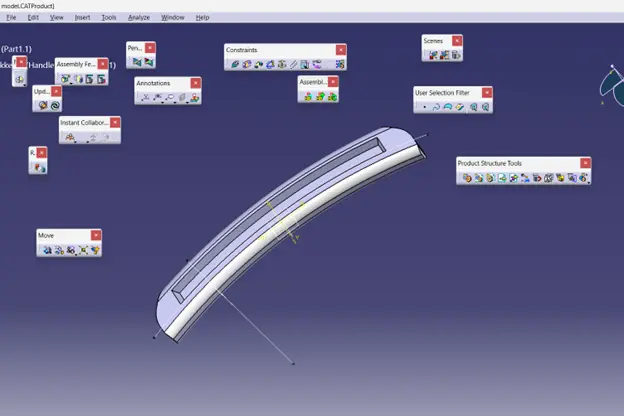
طراحی دستگیره تجهیزات پزشکی با کمک نرم افزار کتیا
ساخت مدل ریختهگری آلومینیومی برای دستگیره تجهیز پزشکی – از ایده تا محصول نهایی
طراحی، ساخت و بهینهسازی مدل ریختهگری آلومینیومی برای دستگیره تجهیز پزشکی با استفاده از اسکن سهبعدی، پرینت سهبعدی، ماشینکاری CNC و پوشش رنگ کورهای مقاوم.
اهمیت بازسازی تخصصی قطعات مستهلک تجهیزات پزشکی و زیرساختهای لازم
در صنعت تجهیزات پزشکی، بسیاری از دستگاهها و اجزای آنها تحت فشارهای مکانیکی، حرارتی و شیمیایی مداوم قرار دارند. این شرایط باعث سایش، خستگی و کاهش عملکرد قطعات میشود. در چنین مواردی، بازسازی تخصصی (Specialized Refurbishment) بهعنوان یک راهکار کلیدی مطرح است که میتواند عمر مفید تجهیزات را افزایش داده، هزینههای جایگزینی را کاهش دهد و از نظر زیستمحیطی نیز به کاهش ضایعات کمک کند.
بازسازی تخصصی قطعات تجهیزات پزشکی، برخلاف تعمیر ساده، شامل بازطراحی، بازتولید و ارتقاء قطعه بر اساس استانداردهای بینالمللی است. این فرآیند باید به گونهای انجام شود که قطعه بازسازیشده از نظر عملکرد، ایمنی و دوام، همتراز یا حتی بهتر از نمونه نو باشد.
زیرساختهای فنی مورد نیاز برای بازسازی تخصصی
یک شرکت برای اینکه بتواند ادعا کند توانایی تولید یا بازسازی قطعات تجهیزات پزشکی را دارد، باید مجموعهای از زیرساختهای فنی و نیروی انسانی متخصص را در اختیار داشته باشد:
-
نیروی انسانی متخصص
- مهندسان مکانیک با تجربه در طراحی صنعتی و مهندسی معکوس
- تکنسینهای ماهر در فرآیندهای ماشینکاری دقیق و کنترل کیفیت
- آشنایی کامل با استانداردهای ISO 13485 (سیستم مدیریت کیفیت تجهیزات پزشکی) و ISO 14971 (مدیریت ریسک تجهیزات پزشکی)
-
تجهیزات اندازهگیری و اسکن دقیق
- اسکنر لیزری سهبعدی برای برداشت هندسه قطعات با دقت میکرونی (مطابق با ISO 10360)
- ابزارهای اندازهگیری تماسی مانند کولیس دیجیتال و میکرومتر با دقت بالا
-
تجهیزات تولید و ماشینکاری
- دستگاه CNC فرز سهمحوره یا پنجمحوره برای تولید قطعات با تلورانسهای بسیار دقیق
- فرز منوال دیجیتال با دقت 0.001 میلیمتر برای عملیات خاص و اصلاحات دستی
- ماشینآلات تراش، سوراخکاری و قلاویزکاری دقیق
-
تجهیزات ساخت افزایشی (Additive Manufacturing)
- پرینتر سهبعدی صنعتی برای ساخت مدلهای ریختهگری، نمونههای اولیه و قطعات پیچیده با زمان و هزینه کمتر
- توانایی انتخاب متریال مناسب (پلیمر مهندسی، فلزات، کامپوزیتها) بر اساس نیاز قطعه
-
زیرساخت ریختهگری و عملیات حرارتی
- توانایی طراحی مدل ریختهگری با لحاظ ضرایب انقباض و تلورانسهای ماشینکاری
- تجهیزات ذوب و ریختهگری آلیاژهای پزشکی مانند آلومینیوم و استیل ضدزنگ
- کنترل فرآیند خنککاری برای جلوگیری از تنشهای داخلی
-
کنترل کیفیت و تست عملکرد
- استفاده از دستگاههای CMM (Coordinate Measuring Machine) برای بازرسی ابعادی
- تستهای مکانیکی و عملکردی برای اطمینان از انطباق با استانداردهای ISO 1101 (تلورانسهای هندسی)
- مستندسازی کامل فرآیند برای ردیابی و تأیید کیفیت
مزایای برخورداری از این زیرساختها
- افزایش اعتماد مشتری به دلیل توانایی ارائه محصول مطابق استانداردهای جهانی
- کاهش زمان تحویل با استفاده از فناوریهای پیشرفته مانند پرینت سهبعدی و CNC
- امکان بهبود طراحی و ارتقاء عملکرد قطعات نسبت به نسخه اولیه
- پایداری زیستمحیطی با کاهش ضایعات و استفاده بهینه از منابع

در صنایع تجهیزات پزشکی، کیفیت و دوام قطعات نهتنها بر عملکرد دستگاه، بلکه بر ایمنی و راحتی کاربر نیز تأثیر مستقیم دارد. یکی از چالشهای رایج، استفاده از قطعاتی با جنس نامناسب است که در برابر بارگذاریهای مکرر دچار شکست یا تغییر شکل میشوند. در این پروژه، کارفرما یک دستگیره تجهیز پزشکی را ارائه داد که به دلیل جنس ضعیف، در شرایط کاری دچار شکست مکرر میشد. هدف ما طراحی و ساخت یک نسخه بهینهشده از این دستگیره با استفاده از آلومینیوم آلیاژی و فرآیند ریختهگری دقیق بود تا علاوه بر استحکام بالا، قابلیت ماشینکاری و پوششدهی مناسب را نیز داشته باشد.
مرحله اول: اسکن سهبعدی و برداشت دادههای دقیق
برای شروع، قطعه معیوب با استفاده از اسکنر سهبعدی دقیق اسکن شد. این فرآیند امکان برداشت کامل هندسه قطعه را با دقت زیر ۰٫۰۲ میلیمتر فراهم کرد. دادههای حاصل بهصورت ابر نقاط (Point Cloud) ذخیره شدند.
📌 استاندارد مرتبط: ISO 10360 – ارزیابی دقت دستگاههای اندازهگیری مختصاتی.
مرحله دوم: سطحسازی و طراحی در CATIA
دادههای اسکن به نرمافزار CATIA منتقل شد. در این مرحله:
- سطوح قطعه بازسازی (Surface Reconstruction) شد.
- طراحی مجدد با در نظر گرفتن بهبودهای مکانیکی انجام گرفت.
- نقاط ضعف طراحی اولیه (مانند ضخامت کم در نواحی پرتنش) اصلاح شد.
- محل سوراخها و رزوهها با تلورانسهای دقیق طبق ASME Y14.5 تعیین شد.
مرحله سوم: طراحی مدل ریختهگری
با توجه به اینکه قطعه نهایی قرار بود از آلومینیوم تراشکاری شود، ابتدا یک مدل ریختهگری آلومینیومی طراحی کردیم. این مدل با استفاده از پرینت سهبعدی ساخته شد تا سرعت و دقت فرآیند افزایش یابد.
در طراحی مدل، موارد زیر لحاظ شد:
- ضرایب انقباض پرینت سهبعدی (Shrinkage Compensation)
- ضرایب انقباض آلومینیوم مذاب هنگام سرد شدن پس از ریختهگری
- افزودن ماشینکاری اضافه (Machining Allowance) برای اطمینان از دقت نهایی CNC
📌 استاندارد مرتبط: ISO 8062-3 – تلورانسهای ابعادی در قطعات ریختهگری.

مرحله چهارم: ریختهگری آلومینیوم
ریختهگری با استفاده از آلیاژ آلومینیوم مقاوم به خوردگی انجام شد. برای این کار:
- قالب ماسهای با دقت بالا ساخته شد.
- مذاب آلومینیوم در دمای حدود ۷۰۰ درجه سانتیگراد ریخته شد.
- فرآیند خنککاری کنترلشده برای جلوگیری از ایجاد تنشهای داخلی انجام گرفت.
📌 استاندارد مرتبط: ASTM B26/B26M – استاندارد آلیاژهای ریختهگری آلومینیوم.
مرحله پنجم: ماشینکاری CNC
پس از ریختهگری ۱۰۰ عدد دستگیره، قطعات وارد مرحله ماشینکاری شدند:
- فرز CNC سهمحوره برای پرداخت سطوح و ایجاد ابعاد دقیق.
- سوراخکاری دقیق با متههای کاربیدی.
- قلاویزکاری با قلاویززن اتوماتیک برای ایجاد رزوههای دقیق.
📌 استاندارد مرتبط: ISO 13485 – الزامات سیستم مدیریت کیفیت در تجهیزات پزشکی.
مرحله ششم: پوششدهی و رنگ کورهای
برای افزایش دوام و زیبایی، قطعات با رنگ کورهای مشکی پوشش داده شدند:
- آمادهسازی سطح با سندبلاست سبک.
- اعمال رنگ پودری الکترواستاتیک.
- پخت در کوره در دمای ۱۸۰ درجه سانتیگراد.
📌 استاندارد مرتبط: ISO 12944 – حفاظت از سازههای فلزی در برابر خوردگی با سیستمهای پوششدهی.
مزایای فنی و عملکردی محصول نهایی
- افزایش استحکام مکانیکی نسبت به نسخه اولیه.
- دوام بیشتر در برابر بارگذاریهای مکرر.
- دقت ابعادی بالا به دلیل ترکیب ریختهگری و CNC.
- مقاومت در برابر خوردگی و سایش به دلیل پوشش رنگ کورهای.

سوالات متداول (FAQ)
۱. چرا از آلومینیوم برای ساخت دستگیره استفاده شد؟
به دلیل نسبت استحکام به وزن بالا، مقاومت به خوردگی و قابلیت ماشینکاری عالی.
۲. چرا مدل ریختهگری با پرینت سهبعدی ساخته شد؟
برای کاهش زمان ساخت، افزایش دقت و امکان اعمال اصلاحات سریع در طراحی.
۳. چرا قطعه بزرگتر از ابعاد نهایی ریختهگری شد؟
برای جبران انقباض فلز و ایجاد فضای کافی برای ماشینکاری دقیق.
۴. چه استانداردهایی در این پروژه رعایت شد؟
ISO 10360، ASME Y14.5، ISO 8062-3، ASTM B26/B26M، ISO 13485، ISO 12944.
منابع



