
عیب یابی و رفع مشکلات مربوط به لایه های چاپ شده در انواع پرینترهای سه بعدی صنعتی و غیر صنعتی
- تعمیرات و عیب یابی
فاطمه کلانکی
- 0
- 15 دقیقه خوانده شده

”
پرینتر های سه بعدی این امکان را به شما می دهند که هر چیزی که میخواهید را بسازید ، ولی گاهی اوقات شما در حین پرینت سازه سه بعدی مورد نظر خود، با مشکلات کوچک و بزرگی رو به رو می شوید که ممکن است وقت و هزینه زیادی برای رفع آنها صرف شود.
ما در واحد تحقیق و توسعه خدمات پرینترهای سه بعدی ثمین قصد داریم در این مقاله به بررسی کامل تمامی مشکلاتی بپردازیم که امکان دارد شما در حین چاپ سازه سه بعدی مورد نظر خود با آن مواجه شوید و سپس انواع راه حل های مختلف را برای رفع این مشکلات به شما ارائه دهیم.
لیست مشکلات پرینتر سه بعدی FDM
1- عیب یابی و رفع مشکلات مربوط به فیلامنت در انواع پرینترهای سه بعدی صنعتی و غیر صنعتی
2- عیب یابی و رفع مشکلات مربوط به هد پرینتر سه بعدی
3- عیب یابی و رفع مشکلات مربوط به ساپورت ها در انواع پرینتر سه بعدی صنعتی و غیر صنعتی
4- عیب یابی و رفع مشکلات مربوط به تراک داخلی قطعه در انواع پرینترهای سه بعدی صنعتی و غیر صنعتی
5- عیب یابی و رفع مشکلات مربوط به لایه های چاپ شده در انواع پرینترهای سه بعدی صنعتی و غیر صنعتی
6- عیب یابی و رفع مشکلات مربوط به صفحه چاپ در انواع پرینترهای سه بعدی صنعتی و غیر صنعتی
7- عیب یابی و رفع مشکلات مربوط به ظاهر قطعه نهایی سازه سه بعدی – بخش 1
8- عیب یابی و رفع مشکلات مربوط به ظاهر قطعه نهایی سازه سه بعدی – بخش 2
”
مشکلات چاپ سه بعدی در پرینتر FDM – پرینتر سه بعدی چیزی چاپ نمی کند
ممکن است سازه سه بعدی چاپ نشود و از هات اند هیچ فیلامنتی اکسترود نشود. دلایل احتمالی زیادی برای این نوع مشکلات چاپ سه بعدی وجود دارد.
1- بهم خوردگی لایه اول در پرینترهای سه بعدی
بهم خوردگی لایه ها در پرینترهای سه بعدی
مشکل فرآیند چاپ در پرینترهای سه بعدی چیست؟
لایه های اول چاپ در پرینترهای سه بعدی اغلب مشکل سازند. ممکن است مدل نچسبیده باشد (که در موارد قبل بررسی کردیم) یا خطوط اضافه ای در پرینترهای سه بعدی ببینید که باعث میشود پوسته زیرین در پرینترهای سه بعدی ظاهری ناخوشایند داشته باشد. همچنین ممکن است جزئیات ریز پایین مدل در پرینترهای سه بعدی ظاهری سفت و مات، بی شباهت به طرح مدل سه بعدی شما بگیرد.
علت این مشکل در پرینترهای سه بعدی چیست؟
این دسته مشکلات در پرینترهای سه بعدی نشان دهنده عدم تراز صفحه چاپ در پرینترهای سه بعدی هستند. اگر نازل در پرینترهای سه بعدی خیلی از صفحه چاپ دور باشد، ظاهر لایه های اولیه نامناسب می شود و همچنین ممکن است به صفحه در پرینترهای سه بعدی نچسبند. اگر نازل خیلی نزدیک باشد ممکن است باعث تشکیل حباب در پرینترهای سه بعدی شود. اگر جزئیات در پرینترهای سه بعدی مات و تعریف نشده بودند احتمال اینکه دمای صفحه کمی بالا باشد هم وجود دارد.
راه حل پیشنهادی: صفحه چاپ را در پرینترهای سه بعدی تراز کنید.
هر پرینتری روند متفاوتی برای تنظیم صفحه دارد. برخی از آنها مثل پرینتر سه بعدی s5050 ثمین 3d سیستم خودکار ترازکننده دارند و برخی دیگر مثل پرینتر سه بعدی ثمین مدل s3030 باید طی مراحل مختلفی به صورت دستی تنظیم شوند. جهت اطلاع از چگونگی تنظیم پرینترسه بعدی به دفترچه راهنمای آن مراجعه کنید.
راه حل پیشنهادی: دمای صفحه را در پرینترهای سه بعدی افزایش دهید.
حرارت صفحه را در پرینترهای سه بعدی 5 درجه افزایش دهید تا بدون از دست دادن جزئیات به نقطه مناسب چسبندگی برسید.
لیست بررسی مشکلات چاپ سه بعدی: بهم خوردگی لایه اول در پرینترهای سه بعدی
- صفحه چاپ را در پرینترهای سه بعدی تراز کنید.
- دمای صفحه را در پرینترهای سه بعدی افزایش دهید.
2- عدم توازن لایه ها در پرینترهای سه بعدی

مشکل فرآیند چاپ در پرینترهای سه بعدی چیست؟
در حین چاپ نقایصی جزئی در کیفیت کار در پرینترهای سه بعدی به چشم می خورد. از نزدیک که نگاه کنید متوجه می شوید لایه ها آنطور که باید، در یک خط در پرینترهای سه بعدی قرار نگرفته اند. ساپورت های داخلی هم بیرون زدگی دارند. دیواره های خارجی در پرینترهای سه بعدی نیز به جای سطحی صیقلی دارای بیرون زدگی هایی هستند که باعث ایجاد سطحی ناهموار در سازه سه بعدی می شوند. به نظر می رسد این مشکل در پرینترهای سه بعدی فقط در یک جهت رخ می دهد؛ یا از جلو تا عقب یا از چپ تا راست.
خواندن این مطلب نیز به شما پیشنهاد می شود: عیب یابی شیفت در لایه های قطعات پرینت شده
علت این مشکل در پرینترهای سه بعدی چیست؟
با گذشت زمان قسمت هایی از پرینترهای سه بعدی مثل چرخ دنده ها، پیچ ها و تسمه ها، به مرور شل می شوند و نیاز به محکم کاری خواهند داشت. رایج ترین علت، عدم توازن لایه ها در پرینترهای سه بعدی، عدم قرارگیری آنها روی یک خط می باشد که بدون شک دلیلی برای این موضوع وجود دارد. در صورت عدم کنترل در پرینترهای سه بعدی، این مشکل می تواند منجر به جابه جا شدن لایه ها در پرینترهای سه بعدی شود. اما همانطور که گفته شد، به محض ایجاد این مشکل در پرینترهای سه بعدی، تغییراتی در جلوه های بصری مدل سه بعدی دیده می شود که باعث تفاوت آن با طرح اولیه میشود. علت این موضوع معمولا مستقیما به شل بودن تسمه ها در پرینترهای سه بعدی برمی گردد.
راه حل پیشنهادی: تسمه ها را در پرینترهای سه بعدی بررسی کنید؛ قسمت اول
میزان سفتی تسمه ها را در پرینترهای سه بعدی بررسی کنید و توجه داشته باشید که نباید بیش از حد سفت باشند. وقتی دو تسمه را در پرینترهای سه بعدی بهم نزدیک می کنید باید کمی مقاومت نشان دهند. اگر قسمت بالایی تسمه در پرینترهای سه بعدی محکم تر از پایینش بود، مطمئنا به پیچیدن و سفت کردن نیاز دارد. برخی از پرینترهای سه بعدی مثل پرینترهای مدلs3030 وs505 ثمین خودشان سفتکن تسمه دارند. مابقی پرینترهای سه بعدی را میتوان با مدل های سه بعدی چاپ شده مقاوم سازی کرد. اگر هیچکدام از موارد گفته شده مناسب شما نبود باید دست به کار شوید و به صورت دستی این کار را در پرینترهای سه بعدی انجام دهید.
راه حل پیشنهادی: تسمه ها را در پرینترهای سه بعدی بررسی کنید؛ قسمت دوم
تسمه های پرینترهای سه بعدی حلقه هایی هستند که دور پولی انداخته شده اند. در رایج ترین موارد پرینترهای سه بعدی تسمه روی پولی می لغزد و از بالا سفت می شود، یا بالعکس، و این میتواند باعث عدم قرارگیری لایه ها روی یک خط در پرینترهای سه بعدی شود.
راه حل پیشنهادی: تمیز و روغن کاری بودن محورها را در پرینترهای سه بعدی بررسی کنید.
محورها در پرینترهای سه بعدی به مرور زمان کثیف شده و باعث اصطکاک و حرکات عجیب در پرینترهای سه بعدی می شوند که روی حرکات هد تاثیر می گذارد و باعث بهم خوردگی لایه ها در پرینترهای سه بعدی میشود.
راه حل پیشنهادی: لنگی یا خمیدگی محورها را در پرینترهای سه بعدی پیدا کنید؛ قسمت اول
اگر هد چاپ در پرینترهای سه بعدی در نقطه مشخصی گیر میکند، ممکن است یکی از محورها کمی کج شده باشد. با خاموش کردن دستگاه و قطع نیروهای وارده در پرینترهای سه بعدی ، می توانید هد را در محورهای X و Y در پرینترهای سه بعدی حرکت دهید. اگر مقاومتی در پرینترهای سه بعدی احساس کردید قطعه ای مشکل دارد. بررسی کنید که آیا محورها در یک خط در پرینترهای سه بعدی قرار دارند یا خیر. اگر در یک خط بودند در پرینترهای سه بعدی بازشان کنید و روی سطح صافی قرارشان دهید. با این کار وجود هرگونه خمیدگی را در پرینترهای سه بعدی متوجه می شوید.
راه حل پیشنهادی: لنگی یا خمیدگی محورها را در پرینترهای سه بعدی پیدا کنید؛ قسمت دوم
در بسیاری از پرینترهای سه بعدی، به جای پیچ و مهره از محورهای رزوه دار استفاده شده؛ با وجود عملکرد مناسب، این محورها در پرینترهای سه بعدی در طولانی مدت خم میشوند. اگر با وجود عدم خمیدگی آنها در پرینترهای سه بعدی بازهم لایه روی یک خط نبودند نگران نباشید؛ به قسمت کنترل نرم افزاری مثل Printrun بروید و هد را در پرینترهای سه بعدی بالا یا پایین ببرید. اگر هر کدام از محورهای Z در پرینترهای سه بعدی خم شده باشد آن را خواهید دید. متاسفانه صاف کردن محور خمیده در پرینترهای سه بعدی ممکن نیست اما بهانه خوبی برای تعویض آن و استفاده از پیچ و مهره در پرینترهای سه بعدی است.
راه حل پیشنهادی: پولی های محرک را در پرینترهای سه بعدی بررسی کنید.
پولی های محرک در پرینترهای سه بعدی معمولا مستقیما به موتور استپر یا یکی از محورهای اصلی که هد را در پرینترهای سه بعدی کنترل میکند، متصل هستند. اگر به آرامی پولی را در پرینترهای سه بعدی برگردانید یک پیچ سربی کوچک می بینید. در حالیکه محور و تسمه متصل به آن را در پرینترهای سه بعدی نگه داشته اید، تسمه را کمی بکشید تا پولی را بچرخاند. اگر پولی، استپر یا تسمه در پرینترهای سه بعدی حرکت نکردند پیچ را سفت کنید و دوباره امتحان کنید.
لیست بررسی مشکلات چاپ سه بعدی: عدم توازن لایه ها در پرینترهای سه بعدی
- محکم بودن تسمه ها را در پرینترهای سه بعدی بررسی کنید.
- تسمه های در رفته را در پرینترهای سه بعدی پیدا کنید.
- مطمئن شوید محورها در پرینترهای سه بعدی تمیز و روغن خورده اند.
- میله های کج و خمیده را در پرینترهای سه بعدی پیدا کنید.
- پولی های محرک را در پرینترهای سه بعدی بررسی کنید.
3- چاپ نشدن برخی از لایه ها در پرینترهای سه بعدی

مشکل فرآیند چاپ در پرینترهای سه بعدی چیست؟
فضایی خالی در مدل وجود دارد. برخی از لایه ها در پرینترهای سه بعدی چاپ نشدند.
علت این مشکل در پرینترهای سه بعدی چیست؟
پرینترهای سه بعدی نتوانسته مواد مورد نیاز چاپ این لایه ها را در پرینترهای سه بعدی فراهم کند. در مواردی که کمتر این اتفاق میافتد مشکل مربوط به تزریق پایین اکسترودر در پرینترهای سه بعدی است. همچنین ممکن است مشکلی در فیلامنت (مثل ضخامت آن)، قرقره، چرخ فیدر یا انسداد نازل در پرینترهای سه بعدی باشد.
اصطکاک در پرینترهای سه بعدی هم به نوبه خود میتواند موجب گیر کردن موقتی صفحه در پرینترهای سه بعدی شود. علت این امر ممکن است عدم تراز بودن محورهای عمودی با افقی در پرینترهای سه بعدی باشد. همچنین ممکن است در یکی از محورهای Z یا بلبرینگ ها در پرینترهای سه بعدی مشکلی وجود داشته باشد. ممکن است محور در پرینترهای سه بعدی کج شده باشد، روغن کاری نشده باشد و یا حتی بیش از حد روغنکاری شده باشد.
راه حل پیشنهادی: دستگاه پرینتر سه بعدی را تعمیر کنید.
لازم است هر چند وقت یکبار این کار را در پرینترهای سه بعدی انجام دهید. وجود شکاف روی چاپ نشان دهنده این است که الان لازم است به پرینتر سه بعدی خود کمی توجه کنید. با بررسی محورها در پرینترهای سه بعدی شروع کنید و مطمئن شوید همه آنها در بلبرینگ یا گیره های خود قرار گرفته اند و بیرون زدگی، جابه جایی یا هرگونه حرکت کوچکی در پرینترهای سه بعدی نداشته اند.
راه حل پیشنهادی: تراز بودن محورها را در پرینترهای سه بعدی بررسی کنید.
مطمئن شوید که محورها در پرینترهای سه بعدی هم ترازند و تکان نخوردند. میتوانید دستگاه یا استپر را خاموش کنید و هد را در پرینترهای سه بعدی به آرامی در محورهای X و Y حرکت دهید. اگر مقاومتی در پرینترهای سه بعدی احساس کردید قطعه ای مشکل دارد و به آسانی میتوان گفت که اغلب مشکل از یکی از بلبرینگ ها در پرینترهای سه بعدی، عدم هم ترازی یا خمیدگی میله هاست.
راه حل پیشنهادی: بلبرینگ فرسوده در پرینترهای سه بعدی
وقتی بلبرینگی در پرینترهای سه بعدی خراب میشود، صدا میدهد و شما را از این موضوع آگاه میکند. همچنین حرکات هد و لرزشات خفیف در پرینترهای سه بعدی حین چاپ، میتوانند از علائم این موضوع باشند. در این صورت دستگاه را از برق بکشید و هد را در محور X و Y حرکت دهید تا بلبرینگ شکسته را در پرینترهای سه بعدی پیدا کنید.
راه حل پیشنهادی: پرینترهای سه بعدی را روغن کاری کنید.
روغن کاری قطعات در پرینترهای سه بعدی معمولا فراموش میشود ولی جزو کارهایی است که برای بهبود عملکرد دستگاه پرینترسه بعدی ضروری است. روغن چرخ خیاطی گرینه مناسبی است که میتوان آن را با هزینه مناسب از هر فروشگاهی تهیه کرد. قبل از روغن کاری ، تمیز بودن سطح را در پرینترهای سه بعدی بررسی کنید. بهتر است همیشه قبل ازروغن زدن سطح را در پرینترهای سه بعدی تمیز کنید. سپس با کمی روغن محور مورد نظر را در پرینترهای سه بعدی چرب کنید. با نرم افزار کنترل کننده ای مثل Printrun هد را در محورهای X و Y در پرینترهای سه بعدی حرکت دهید تا همه جای محورها روغن خورده و روان شوند. اگر زیاد روغن زده اید نگران نباشید؛ با پارچه ای بدون پرز مقدار اضافی را در پرینترهای سه بعدی پاک کنید.
راه حل پیشنهادی: تزریق پایین اکسترودر در پرینترهای سه بعدی
مسئله نهایی میتواند تزریق پایین اکسترودر در پرینترهای سه بعدی باشد.
لیست بررسی مشکلات چاپ سه بعدی: چاپ نشدن برخی از لایه ها در پرینترهای سه بعدی
- قطعات را در پرینترهای سه بعدی بررسی کنید و مطمئن شوید همه چیز محکم است.
- هم ترازی همه قسمت ها را در پرینترهای سه بعدی بررسی کنید.
- بلبرینگ های فرسوده و محورهای خمیده را در پرینترهای سه بعدی پیدا کنید.
- پرینترهای سه بعدی روغنکاری کنید.
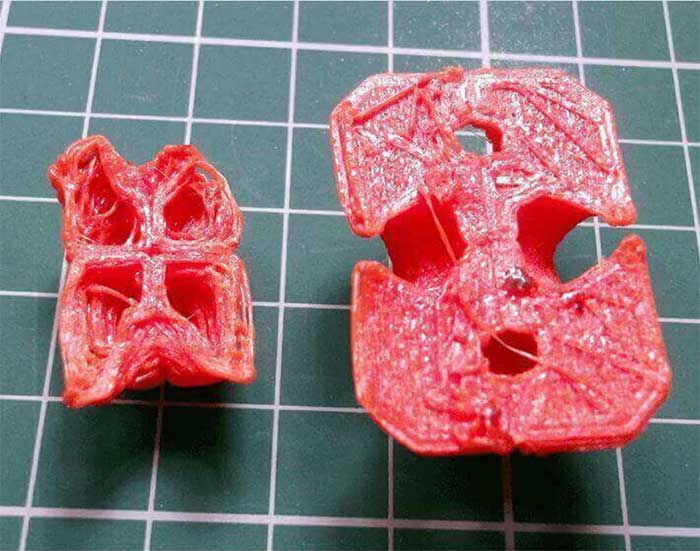
4- وجود حفره روی لایه بالایی (Pillowing) در پرینترهای سه بعدی

وجود حفره روی لایه ها در پرینترهای سه بعدی
مشکل فرآیند چاپ در پرینترهای سه بعدی چیست؟
سطح بالایی مدل در پرینترهای سه بعدی متخلخل و ناهموار است.
علت این مشکل در پرینترهای سه بعدی چیست؟
دو علت رایج این مسئله در پرینترهای سه بعدی خنکسازی نادرست لایه بالایی و ضخامت کم لایه رویی است.
ممکن است از مطالعه این مطلب نیز لذت ببرید: تنظیمات نرم افزار ساپورت CURA در پرینتر های سه بعدی
راه حل پیشنهادی: اندازه فیلامنت در پرینترهای سه بعدی
Pillowing مشکلی در پرینترهای سه بعدی است که در همه پرینترهای سه بعدی دیده می شود، با این حال در پرینترهای سه بعدی که از فیلامنت 1.75 میلیمتری استفاده میکنند رایج تر است. اگر هیچکدام از راه هایی که در ادامه به آنها اشاره می کنیم مشکل را در پرینترهای سه بعدی حل نکرد، از فیلامنت 2.85 میلیمتری استفاده کنید.
راه حل پیشنهادی: موقعیت قرارگیری فن را در پرینترهای سه بعدی بررسی کنید.
خنک سازی میتواند یکی از عوامل Pillowing در پرینترهای سه بعدی باشد. به طور معمول وقتی چاپ در پرینترهای سه بعدی شروع می شود فن ها خاموش یا روی دور کند قرار دارند و پس از چاپ لایه های اولیه در پرینترهای سه بعدی شروع به کار می کنند. بررسی کنید که فن های دور هات اند، به خصوص در قسمت های انتهایی مدل در پرینترهای سه بعدی ، به خوبی کار کنند. اگر عملکردشان درست بود پس احتمالا نمی توانند جریان هوا را در پرینترهای سه بعدی مستقیما به سمت مدل هدایت کنند. انواع مدل های سه بعدی قابل چاپ برای تغییر جریان هوا وجود دارند.
راه حل پیشنهادی: سرعت فن را در پرینترهای سه بعدی روی جی کد تنظیم کنید.
یکی دیگر از مشکلات خنک سازی در پرینترهای سه بعدی، زمانی رخ میدهد که لایه های بالایی ذوب شده پی در پی چاپ در پرینترهای سه بعدی می شوند. از آنجا که این لایه ها روی ساپورت های داخلی در پرینترهای سه بعدی چاپ می شوند جهت جلوگیری از ریختن آنها در حفره ساپورت باید فورا در پرینترهای سه بعدی سرد شوند. سرعت فن را در پرینترهای سه بعدی میتوان توسط جی کد تنظیم کرد. جی کد رایج برای فن روشن M106 و برای فن خاموش M107 میباشد. با استفاده از این خطوط کنترل می توانید سرعت فن را در پرینترهای سه بعدی برای لایه های مورد نظر روی بیشترین حد ممکن در پرینترهای سه بعدی قرار دهید.
برای مثال به جی کد مکعب یک در یک با ارتفاع لایه 0.1 میلیمتر نگاه کنید؛ همانطور که می بینید 97 لایه داریم. با علم بر اینکه تنظیمات Bottom/Top Thickness روی 0.6op Thickness ارتفاع لایه 0.1 میلیمتر دارند. مدل جریان هوای اطراف فیلامنت افزایش دهید.طحی جامد اعمال شود. قبل میلیمتر تنظیم شده میتوانیم به ;LAYE:91 نگاهی بیندازیم. روی خط بعد M106 S255 را اضافه میکنیم؛ M106 برای روشن کردن فن و S255 برای بالاترین سرعت آن می باشد.
راه حل پیشنهادی: ضخامت لایه بالایی را در پرینترهای سه بعدی افزایش دهید.
ساده ترین راهحل در پرینترهای سه بعدی ، افزایش ضخامت لایه بالایی است. در بیشتر برنامه ها می توانید در قسمت تنظیمات پیشرفته زیر گزینه Bottom/Top Thickness Setting می توانید این کار را در پرینترهای سه بعدی انجام دهید. برای نازل ها و فیلامنت کوچکتر 8 لایه مواد و برای سایر آنها حداقل 6 لایه اعمال کنید. اگر ارتفاع لایه روی 0.1 میلیمتر تنظیم شده Bottom/Top Thickness Setting را روی 0.6 میلیمتر تنظیم کنید. اگر Pillowing در پرینترهای سه بعدی ادامه داشت این عدد را به 0.8 میلیمتر برسانید.
لیست بررسی مشکلات چاپ سه بعدی: وجود حفره روی لایه های بالایی (Pillowing) در پرینترهای سه بعدی
- سایز فیلامنت را در پرینترهای سه بعدی افزایش دهید.
- موقعیت و سرعت فن ها را در پرینترهای سه بعدی بررسی کنید.
- سرعت فن را در پرینترهای سه بعدی به صورت دستی تنظیم کنید.
- ضخامت لایه های بالایی را در پرینترهای سه بعدی افزایش دهید.
ترجمه و جمع آوری : واحد تحقیق و توسعه خدمات پرینتر های سه بعدی ثمین samin3d



