راهنمای جامع سرویس دورهای پرینترهای سه بعدی
- علمی و تحقیقاتی
فاطمه کلانکی
- 0
- 7 دقیقه خوانده شده
سرویس دورهای و نگهداری مناسب میتواند عمر مفید این دستگاهها را تا چندین برابر افزایش داده و هزینههای ناخواسته ناشی از خرابیهای احتمالی را به حداقل برساند. هدف این مقاله ارائه دانش کاملی در زمینه نگهداری و سرویس پرینترهای سه بعدی میباشد؛ از چکلیستهای کنترلی گرفته تا شناسایی و عیبیابی مشکلات رایج و همینطور چگونگی رسیدگی به آنها.
راهنمای جامع سرویس دورهای پرینترهای سه بعدی
کشف رازهای حفظ راندمان و افزایش طول عمر پرینترهای سه بعدی
متخصصان و علاقمندان به چاپ سه بعدی در این مقاله با زمانبندی دقیق سرویسهای دورهای، نکات کلیدی برای بررسی کارکرد قطعات، اصول کالیبراسیون صحیح و روشهای تمیزکاری و نگهداری حیاتی قطعات آشنا میشوند. پس از مطالعه نتایج این پژوهش، با انجام سرویسهای منظم، میتوانید از بروز مشکلات فنی پیشگیری نموده و چاپهای با کیفیتتری داشته باشید.

راهنمای جامع سرویس دورهای پرینترهای سه بعدی
در عصر فناوریهای پیشرفته، پرینترهای سه بعدی به ابزارهایی حیاتی برای مهندسان، طراحان، هنرمندان و حتی علاقمندان DIY تبدیل شدهاند. این دستگاهها توانایی تحقق ایدهها و طرحهای پیچیده را در زمانی اندک و با دقتی بینظیر به ما میدهند. اما، همانند هر فناوری دقیق و پیچیدهای، پرینترهای سه بعدی نیز نیازمند مراقبت و سرویسدهی دورهای میباشند تا به بهترین شکل و با کیفیتی مطلوب به کار خود ادامه دهند.
سرویس دورهای و نگهداری مناسب میتواند عمر مفید این دستگاهها را تا چندین برابر افزایش داده و هزینههای ناخواسته ناشی از خرابیهای احتمالی را به حداقل برساند. هدف این مقاله ارائه دانش کاملی در زمینه نگهداری و سرویس پرینترهای سه بعدی میباشد؛ از چکلیستهای کنترلی گرفته تا شناسایی و عیبیابی مشکلات رایج و همینطور چگونگی رسیدگی به آنها.
در این سری از مقالات، نه تنها با اصول بنیادین سرویس و تعمیرات آشنا خواهید شد، بلکه به موارد تخصصی مانند انتخاب فیلامنت مناسب، تنظیم دقیق آنها، بهروزرسانیهای نرمافزاری و سختافزاری لازم نیز دست خواهید یافت. همچنین، این مقالات شما را به دانشی کاربردی مجهز میکند تا بتوانید با صرف کمترین زمان و هزینه، بهترین عملکرد را از پرینتر سه بعدی خود دریافت نمایید. بیایید با نگاهی جامع، گام در جهان چاپ سه بعدی بگذاریم و قابلیتهای بیپایان آن را با پرینتری بادوام و مطمئن خود کشف کنیم!
اهمیت نگهداری و سرویس دورهای پرینترهای سه بعدی
نگهداری و سرویس دورهای پرینترهای سه بعدی بسیار حیاتی بوده و اهمیت آن از چندین منظر قابل بررسی است:

اهمیت نگهداری و سرویس دورهای پرینترهای سه بعدی
افزایش طول عمر دستگاه
بدون نگهداری مناسب، عمر مفید قطعات میتواند به شدت کاهش یابد. سرویس منظم و جلوگیری از فرسودگی پیش از موعد، باعث میشود پرینترهای سه بعدی برای مدت زمانی طولانیتر و با راندمان بالایی کار کنند.
کاهش هزینههای تعمیر
سرویس و نگهداری مداوم میتواند از خرابیهای هزینهزا جلوگیری نماید. پرداخت هزینههای کم برای سرویسهای دورهای میتواند از پرداخت هزینههای بزرگتر بر اثر خرابیهای جدی تجهیزات جلوگیری کند.
حفظ دقت و کیفیت چاپ
دقت چاپ در پرینترهای سه بعدی تا حد زیادی به تمیزی و صحت تنظیم قطعات بستگی دارد. تجمع گرد و غبار و سایر آلایندهها میتواند دقت دستگاه را کاهش دهد؛ بنابراین نگهداری دورهای برای حفظ کیفیت چاپ ضروری به نظر میرسد.
بهبود امنیت
سرویس دورهای به تشخیص مشکلات امنیتی مانند شناسایی قطعات فرسودهای که میتوانند خطراتی را برای کاربران ایجاد نمایند، کمک میکند.
کاهش خطای دستگاه
کاربران پرینترهای سه بعدی که دورههای نگهداری معمول خود را اجرا نمیکنند، ممکن است شاهد افزایش خطاهای چاپ باشند. طبیعتا این امر میتواند به بروز وقفههای طولانیتر در چاپ و از بین رفتن مواد مصرفی منجر میشود.
کاهش دفعات توقف ناگهانی دستگاه
یک برنامهریزی نگهداری مداوم میتواند از بروز اختلالات ناگهانی دستگاه جلوگیری نماید. در غیر این صورت ممکن است پروژهها به تعویق بیفتند و در نهایت، سبب عدم رعایت زمانبندیها گردد.
صرفهجویی در زمان و انرژی
سرویس دورهای به سادگی میتواند از نیاز به تلاشهای زمانبر و دشوار برای رفع مشکلات عمیقتر و پیچیده جلوگیری نماید.
پیشگیری از ایجاد خطرات
عدم نگهداری مناسب میتواند منجر به شروع حریق یا سایر خطرات ایمنی گردد؛ مخصوصا اگر مواد خطرناک یا تحت فشار استفاده میشوند.
پایداری عملیاتی
در محیطهای صنعتی، پرینترهای سه بعدی باید به طور مداوم و بدون وقفه کار کنند. سرویس منظم این اطمینان را ایجاد میکند که دستگاهها همیشه آماده به کار هستند.
در مجموع، نگهداری پرینترهای سه بعدی به معنای پرداختن به جزئیات قبل از تبدیل شدن به مشکلات بزرگ بوده و برای اطمینان از عملکرد پیوسته و موفقیت طولانی مدت کسب و کار حیاتی است.
قسمتهای حیاتی پرینترهای سه بعدی
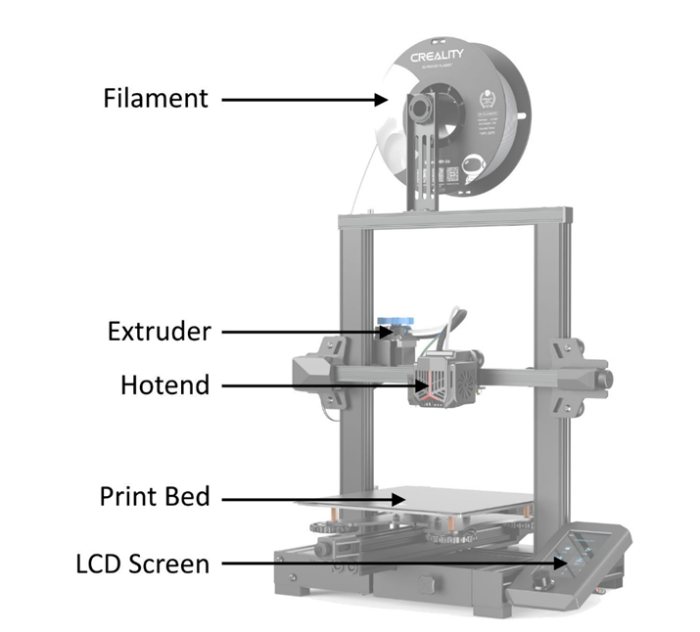
در یک پرینتر سه بعدی، قطعات و ماژولهای متعددی وجود دارد که هرکدام نقش مهمی در کل فرآیند چاپ ایفا میکنند. توجه به قسمتهای حیاتی زیر برای نگهداری و سرویس دورهای ضروری است:
قسمتهای حیاتی پرینترهای سه بعدی
اکسترودر و نازل (Hotend)
- اکسترودر مسئول هدایت فیلامنت به سمت نازل گرم (hotend) است.
- نازل (nozzle) جایی است که فیلامنت ذوب شده از آن خارج میشود.
بستر چاپ (Build Plate)
سطحی است که قطعات بر روی آن چاپ میشوند.
نیازمند تنظیم دقیق بوده و اغلب باید کاملا مسطح و تمیز باشد.
موتورها و درایوها (Stepper Motors and Drivers)
موتورهای پلهای (stepper motors) مسئول حرکت دادن اکسترودر و بستر چاپ در محورهای X، Y و Z هستند.
ریلها و بلبرینگها (Rails and Bearings)
این قطعات اجازه حرکت صاف و دقیق سر اکسترودر و بستر چاپ را میدهند.
سیستم تغذیه فیلامنت (Filament Feeding System)
شامل رول فیلامنت و مکانیزمی است که فیلامنت را به اکسترودر هدایت میکند.
تخته مدار چاپی اصلی (Main Circuit Board)
بخش الکترونیکی که کنترلرها و مسیرهای ارتباطی را برای مدیریت عملیات پرینتر فراهم میآورد.
سنسورها و اندازهگیریها (Sensors and Calibrations)
سنسورهای مختلفی مانند سنسورهای دما، رطوبت و فاصله کمک میکنند تا اطلاعات دقیقی از شرایط عملیاتی به دست آید.
پاور ساپلای (Power Supply)
واحد تغذیه پرینتر که برق مورد نیاز برای تمام قطعات را تامین میکند.
فنها و سیستمهای خنککننده (Fans and Cooling Systems)
جهت اطمینان از خنک کردن مناسب قطعات و در راستای جلوگیری از افزایش بیش از حد حرارت و ارتقا عمر مفید دستگاه استفاده میشوند.
اینترفیس کاربری (User Interface)
صفحه نمایشگر، دکمهها و دیگر اجزای ورودی که کاربران را قادر میسازند تا با پرینتر تعامل داشته باشند.
هرکدام از این قسمتها نقاط بحرانی هستند که مستلزم توجه دائمی و بررسیهای منظم در قالب سرویس دورهای و نگهداری پیشگیرانه میباشند. این اقدامات میتوانند به حفظ کارایی پرینتر، کاهش مشکلات فنی و افزایش دقت و کیفیت نهایی چاپهای سه بعدی کمک کنند.
برنامهریزی برای سرویس دورهای پرینترهای سه بعدی
برای تضمین عملکرد مناسب و پایدار پرینترهای سه بعدی، برنامهریزی و اجرای سرویسهای دورهای امری حیاتی است. در ادامه به مراحل، نکات و جدول زمانی برای سرویس و نگهداری پرینترهای سه بعدی پرداخته شده است:
برنامهریزی برای سرویس دورهای پرینترهای سه بعدی
تدوین جدول زمانی سرویس
تدوین یک جدول زمانی برای سرویس دورهای پرینترهای سه بعدی مستلزم در نظر گرفتن موارد مختلفی است که بستگی به فرکانس استفاده، نوع فیلامنت، محیط کار و دستورالعملهای سازنده دارد. در ادامه یک راهنمای کلی برای تدوین جدول زمانی سرویس ارائه میدهیم:
سرویس روزانه
بررسی بصری کلی پرینتر جهت شناسایی هرگونه تغییر یا نشانههای آسیب.
تمیز کردن بستر چاپ و اطمینان از عدم وجود تکههای مواد باقیمانده از چاپ قبلی.
بررسی ساده دمای نازل و بستر چاپ.
سرویس هفتگی
تمیز کردن نازلها و حذف هر گونه فیلامنت سوخته یا چسبیده به آن.
روانسازی آهسته ریلها و محورهای Z، X و Y با استفاده از روغن مناسب.
بررسی تنش پسماند تسمهها و سفت کردن اتصالات.
سرویس ماهانه
بررسی دقیق تسمهها و پولیها برای متوجه شدن هر نوع ساییدگی یا شل شدگی.
کالیبره کردن بستر چاپ و اکسترودر.
بررسی نرمافزار و فریمور پرینتر برای بهروزرسانیهای احتمالی.
سرویس فصلی (هر 3-4 ماه یکبار)
تست عملکرد موتورها و سرویس کامل اکسترودر.
بررسی و در صورت لزوم، تعویض بلبرینگها، بوشها و سایر قطعات مکانیکی متحرک.
بازبینی سیمکشیها جهت شناسایی هرگونه کشیدگی، پوسیدگی یا خرابی.
سرویس 6 ماهه
سرویس و بررسی کلی قطعات الکترونیکی و اتصالات.
تعویض فیلترهای فن و پاکسازی داخل کیسینگها.
تعویض قطعاتی که عمر مفیدشان به پایان رسیده است (مثل نازلها).
سرویس سالانه
تست کامل و دقیق عملکرد تمامی قطعات.
سرویس پیشگیرانه گسترده شامل تمیزکاری دقیق، بررسی تمام موارد مکانیکی و الکترونیکی.
ارزیابی نیاز به ارتقاء یا بهروزرسانیهای جامعتر.
هر جدول زمانی باید با توجه به دستورالعملهای سازنده و تجربیات کاربر در استفاده از پرینتر ایجاد و تنظیم گردد. این جدول زمانی میتواند به عنوان یک نقطه شروع عمل نموده و با گذشت زمان و کسب تجربیات بیشتر، بهینهسازی شود.
چک لیست سرویس دورهای
تدوین چک لیست برای سرویس دورهای پرینترهای سه بعدی میتواند به اطمینان از انجام تمامی گامهای مهم در نگهداری و حفظ عملکرد دستگاه کمک کند. در اینجا یک چک لیست نمونه برای سرویس دورهای ارائه شده است:
چک لیست سرویس دورهای پرینتر سه بعدی (مثلا ماهانه)
نازل (Nozzle)
بررسی تمیزی و بدون انسداد بودن نازل.
تعویض نازل در صورت شناسایی ساییدگی یا آسیبدیدگی.
اکسترودر (Extruder)
چک کردن هرگونه نشانهای از سایش یا فرسودگی.
تست پیشرفت فیلامنت و پسکشی مطمئن.
محورها و ریلها (Axes and Rails)
بررسی و تنظیم محکم بودن تسمهها.
تمیز کردن و روانکاری ریلها و محورهای حرکتی.
بستر چاپ (Print Bed)
تنظیم مجدد و کالیبره کردن سطح بستر.
بررسی پلتفرم چاپ جهت تشخیص خط و خش یا ناهمواری احتمالی.
الکترونیک (Electronics)
تست اتصالات الکتریکی برای اطمینان از عدم وجود مشکل.
گردگیری از تخته مدار چاپی و دیگر قسمتهای الکترونیکی.
فیلامنت (Filament)
بررسی حالت و کیفیت فیلامنت باقیمانده.
اطمینان از عدم رطوبت فیلامنت مصرفی.
فنها (Fans)
چک کردن فنهای خنککننده برای عملکرد بیصدا و مؤثر.
تمیز کردن یا تعویض فن در صورت لزوم.
بهروزرسانی نرمافزار (Software Update)
بررسی و نصب بهروزرسانیهای نرمافزاری و فریمور دستگاه.
تستهای چاپ تشخیصی (Diagnostic Print Tests)
انجام چاپهای تست جهت بررسی کیفیت چاپ و تشخیص مشکلات احتمالی.
عملکرد عمومی (General Operation)
بررسی سایر عملکردهای دستگاه مانند حرکتهای محوری و واکنشهای نرمافزاری.
نکات ویژه
بسته به مدل پرینتر و سازنده آن، ممکن است اقدامات خاصی در چک لیست اضافه یا حذف شوند.
پیروی از دستورالعملهای تعمیر و نگهداری که توسط سازنده پرینتر توصیه شده است.
استفاده منظم از این چک لیست میتواند به حفظ عملکرد مطلوب و افزایش طول عمر کلی پرینتر سه بعدی شما کمک کند.
سیستم رکورد نگهداری
وجود سیستم رکورد نگهداری در پرینترهای سه بعدی کمک میکند تا تمامی سرویسها، تعمیرات، تعویض قطعات و بهروزرسانیهای مرتبط با پرینتر به ثبت برسد. این رکوردها میتوانند در فرمتهای مختلفی مانند دفترچههای کاغذی، پروندههای الکترونیکی یا سیستمهای مدیریت پایگاه داده ذخیره شوند. در ادامه مهمترین اقدامات لازم جهت ایجاد و حفظ سیستم رکورد نگهداری ارائه شدهاند:
ایجاد سیستم
انتخاب فرمت
تصمیمگیری برای استفاده از یک دفترچه فیزیکی یا یک فایل دیجیتال.
در صورت امکان، استفاده از نرمافزار تخصصی برای حفظ رکورد.
تعیین اطلاعات ضروری
زمان انجام سرویس.
جزئیات سرویس انجام شده.
قطعاتی که تعمیر یا تعویض شدهاند.
افراد یا شرکتهایی که سرویس یا تعمیرات را انجام دادهاند.
هزینههای مربوط به هر عملیات.
سازماندهی اطلاعات
- ایجاد بخشهای مجزا برای سرویسهای روتین، اصلاحات، بهروزرسانیها و تعمیرات غیرمنتظره.
بهروزرسانی مداوم
ثبت بعد از هر سرویس
ورود اطلاعات مربوط به هر سرویس دورهای پس از انجام آن.
یادداشت تغییرات
ثبت هر تعویض یا تعمیر قطعه به محض وقوع حادثه.
بررسی رکوردها
بازنگری دورهای
بررسی رکوردها جهت شناسایی الگوهای حاکی از خرابیهای مکرر یا قطعات مستعد فرسایش.
نگهداری رکوردها
استفاده از ابر یا سیستم پشتیبان
ذخیره یک نسخه پشتیبان از رکوردها در مکانی امن جهت دسترسی آسان به آنها.
سرویس دورهای پرینترهای سه بعدی: کالیبراسیون میتواند به صورت دستی یا با استفاده از ابزارهای نرمافزاری که به طور خودکار کالیبراسیون را انجام میدهند، صورت گیرد. همچنین، بازبینی دورهای این کالیبراسیونها برای حفظ کیفیت چاپ ضروری می باشند.
اصول کالیبراسیون پرینترهای سه بعدی
کالیبراسیون پرینترهای سه بعدی فرآیند بسیار مهمی است که می توانیم با اجرای آن از دقت و صحت ابعادی قطعات چاپی اطمینان حاصل نماییم. در ادامه به برخی اصول و مراحل مهم کالیبراسیون پرینترهای سه بعدی اشاره میکنیم:

اصول کالیبراسیون پرینترهای سه بعدی
کالیبراسیون فریم و ساختار
کالیبراسیون فریم و ساختار پرینتر سه بعدی یکی از مراحل ابتدایی و بسیار حیاتی برای اطمینان از دقت چاپ است. این مرحله معمولا شامل اقدامات زیر می باشد:
بررسی قاب و فریم
ابتدا باید اطمینان حاصل کنید که قاب پرینتر کاملا محکم و بدون لرزش است؛ زیرا هرگونه لرزش میتواند منجر به بروز خطاهای چاپ گردد.
تراز کردن ساختار
سطوح افقی و عمودی فریم پرینتر باید کاملا تراز باشند تا محورهای X، Y و Z بتوانند بدون مشکل حرکت کنند.
اطمینان از ثبات فریم
کلیه اتصالات باید بررسی و در صورت لزوم سفت و محکم شوند تا فریم در حین کار پرینتر کاملا ثابت باقی بماند.
تنظیم موازی بودن میلهها
میلههای راهنما (ریلها) که محورهای X، Y و Z بر روی آنها حرکت میکنند، باید به دقت تنظیم گردند تا کاملا موازی باشند.
بررسی محور Z
اطمینان حاصل کنید که محور Z به صورت عمود بر فریم و موازی با محور X و Y قرار دارد تا لایهها به درستی روی یکدیگر قرار گیرند.
کالیبراسیون پیش بار ریلها (Preload calibration)
مطمئن شوید که بارهای محوری به درستی تنظیم شدهاند تا از سایش بیش از حد و افزایش اصطکاک جلوگیری گردد.
کالیبراسیون دقیق فریم و ساختار از اساسیترین بخشهای راهاندازی پرینتر سهبعدی بوده و ممکن است نیاز به استفاده از ابزارهای دقیق همچون سطحهای تراز، مترهای لیزری و گونیاها داشته باشد.
کالیبراسیون صفحه چاپ (Bed Leveling)
کالیبراسیون صفحه چاپ یا به اصطلاح Bed Leveling یکی دیگر از مهمترین جنبههای آمادهسازی پرینتر سهبعدی برای چاپ بوده و در دقت نهایی قطعات چاپی تاثیر بسزایی دارد. در ادامه مراحل اصلی کالیبراسیون صفحه چاپ آورده شده است:

کالیبراسیون صفحه چاپ (Bed Leveling)
تمیز کردن صفحه
قبل از هر گونه تنظیم، مطمئن شوید که صفحه چاپ کاملا تمیز است تا مانعی برای سطح چسبندگی ایجاد نکند.
پیش گرم کردن صفحه چاپ
برخی پرینترها نیاز به پیش گرم کردن صفحه دارند تا تمامی انقباضها و انبساطهای ناشی از گرما، قبل از تنظیم نهایی، صورت پذیرد.
تراز کردن اولیه
ابتدا باید چهار گوشه صفحه چاپ را تنظیم کنید. این کار معمولا با چرخاندن پیچها یا نابهای تنظیم کننده که در زیر صفحه قرار دارند، انجام میشود.
استفاده از کاغذ برای تست تماس
یک تکه کاغذ را میان صفحه چاپ و نازل قرار دهید و نازل را تا جایی پایین بیاورید که کاغذ با مقاومت خفیفی حرکت کند. این کار باید برای تمامی نقاط کلیدی صفحه انجام شود.
تکرار فرآیند کالیبراسیون
این فرآیند باید چندین بار تکرار شود تا از تراز بودن کامل صفحه در تمامی نقاط اطمینان حاصل گردد.
استفاده از تکنولوژیهای اتوماتیک ترازی
برخی از پرینترها دارای سنسورهای اتوماتیک برای تنظیم صفحه چاپ هستند که میتوانند فرآیند کالیبراسیون را سادهتر کنند.
انجام تست چاپ
پس از اتمام کالیبراسیون، یک قطعه تست چاپ کنید تا از صحت فرآیند کالیبراسیون اطمینان حاصل شود. این قطعه معمولا یک لایه بسیار نازک موسوم به Skirt یا Brim بر روی سطح صفحه چاپ میباشد.
توجه داشته باشید که با تغییرات دمای محیط یا جابجایی پرینتر، ممکن است نیاز به تنظیم مجدد صفحه چاپ باشد. لذا کالیبراسیون صفحه به صورت دورهای میتواند به کیفیت پایدار چاپ کمک شایانی نماید.
کالیبراسیون قطر نازل (Nozzle Diameter)
کالیبراسیون قطر نازل یکی دیگر از مراحل فرآیند کالیبراسیون است که تاثیر مستقیمی بر دقت ابعادی و کیفیت سطح قطعات چاپی دارد. در اینجا چگونگی انجام کالیبراسیون قطر نازل آورده شده است:

کالیبراسیون قطر نازل (Nozzle Diameter)
اطلاعات دقیق نازل
ابتدا باید اطمینان حاصل کنید که دادههای مربوط به قطر نازل در نرمافزار برش (slicing software) به درستی وارد شدهاند. این دیتاها معمولا باید با اطلاعات فنی نازلی که استفاده میکنید، مطابقت داشته باشند.
بررسی تمیزی نازل
قبل از شروع کالیبراسیون، باید نازل را در رابطه با هرگونه کثیفی، گرفتگی یا سایش بررسی کنید.
انجام تست اکسترود فیلامنت
- حرارت دادن نازل تا دمای کاری مناسب برای فیلامنت مورد استفاده.
- اکسترود کردن یک مقدار معین فیلامنت (مثلا 100 میلیمتر) از طریق اکسترودر.
- اندازهگیری واقعی طول فیلامنتی که اکسترود شده تا از مقدار اعلام شده اطمینان حاصل کنید.
تنظیم مجدد در صورت لزوم
- اگر طول اکسترود شده با طول تنظیم شده در نرمافزار برش مغایرت داشته باشد، باید تنظیمات مربوط به اکستروژن موتور در نرمافزار را مجددا بررسی نمایید.
- این کار را میتوان با تغییر تنظیمات استپ موتورهای اکسترودر یا تغییر مقدار Flow rate انجام داد.
تست چاپ
پس از اعمال تغییرات، لازم است به منظور بررسی عملکرد، یک قطعه با دیوارههای نازک را چاپ کنید تا از صحت کالیبراسیون مطمئن شوید.
با توجه به اینکه نوک نازلها ممکن است با گذشت زمان و کثرت استفاده دچار سایش شوند، نیاز به کالیبراسیون مجدد نازل در زمانهای مختلف دور از ذهن نیست. این بخش از کالیبراسیون نیازمند دقت بالایی بوده و اغلب نیاز به انجام چندین بار تست خواهد بود.
کالیبراسیون اکسترودر
کالیبراسیون اکسترودر در پرینترهای سه بعدی برای اطمینان از دقیق بودن مقدار فیلامنتی که هدایت میشود، بسیار ضروری است. این فرآیند جهت اطمینان از این است که چاپگر دقیقا به اندازهای که باید، فیلامنت را اکسترود کند. در ادامه مراحل کلی کالیبراسیون اکسترودر توضیح داده خواهد شد:

کالیبراسیون اکسترودر
پیشگرم کردن اکسترودر
بسته به دمای عملیاتی مناسب برای نوع فیلامنتی که استفاده میکنید، اکسترودر را گرم کنید.
مارک زدن فیلامنت
یک مارک بر روی فیلامنت در فاصله حدود 120 میلیمتر بالاتر از بخش ورودی به اکسترودر قرار دهید.
یک مارک دیگر در 100 میلیمتر بالای مارک اول بزنید (این مارک دوم به شما اجازه میدهد اندازه واقعی را اندازهگیری نمایید).
استفاده از دستورات نرمافزاری
از دستورات مربوط به نرمافزار یا فرمور پرینتر برای اکسترود کردن 100 میلیمتر فیلامنت استفاده کنید.
اندازهگیری میزان اکسترود شده
پس از دستور اکسترود، مقدار فیلامنت باقیمانده میان ورودی اکسترودر و مارک اول را اندازهگیری کنید. این اندازهگیری باید با دقت انجام شود.
تنظیم مجدد
اگر اندازهگیری شما دقیقا 100 میلیمتر نبود، باید تنظیمات میزان استپ موتور در firmware پرینتر را اصلاح کنید.
اعمال تنظیمات و تست مجدد
پس از تنظیم مجدد، لازم است دوباره تست را انجام دهید تا اطمینان حاصل شود که تنظیمات جدید درست است.
این فرآیند را تا زمان رسیدن به دقت مورد نظر تکرار نمایید.
کالیبراسیون دقیق اکسترودر منجر به بهتر شدن انطباق لایهها، استحکام قطعه و استقامت کلی ساختار چاپی میشود. این فرآیند ممکن است به چندین تکرار نیاز داشته باشد تا کاملا دقیق شود.
کالیبراسیون حرکت محورها (X, Y, Z)
کالیبراسیون حرکت محورهای X، Y، و Z برای اطمینان از حرکت دقیق و صحیح پرینتر سه بعدی در هر بُعد ضروری است. در صورتی که کالیبراسیون به درستی انجام نشود، ممکن است ابعاد قطعه چاپ شده با ابعاد طراحی شده مطابقت نداشته باشد. برای انجام این کار، باید مراحل زیر دنبال شوند:

کالیبراسیون حرکت محورها (X, Y, Z)
تنظیمات صفحه کنترل
ابتدا باید اطمینان حاصل نمایید که تنظیمات نرمافزاری موجود در صفحه کنترل پرینتر (Controller Firmware) برای هر محور به درستی اعمال شدهاند.
چک کردن سفتی قطعات
مطمئن شوید که تمامی غلتکها و پیچها به خوبی سفت شده باشند تا از حرکت شل و ناپایدار جلوگیری گردد.
استفاده از شابلون یا خطکش
برای بررسی و تنظیم دقیق حرکت محورها، میتوانید از یک شابلون یا خطکش دقیق استفاده کنید. پرینتر باید قادر به حرکت دقیق به میزان مشخص شده توسط شما باشد.
اجرای دستورات حرکت
از دستورات کنترلی موجود در نرمافزار یا مستقیماً از طریق پنل پرینتر برای انتقال محور به مقدار مشخصی – مثلا 100 میلیمتر – استفاده شود.
اندازهگیری دقیق
اندازهگیری فاصلهای که هر محور حرکت کرده و مقایسه آن با استفاده از خطکش یا کولیس دیجیتال با مقداری که باید حرکت میکرده است.
تنظیم E-steps
اگر اندازهگیریها با ارقام مورد انتظار همخوانی نداشته باشند، باید E-steps برای محورهای مربوطه در تنظیمات پرینتر تنظیم مجدد شوند.
بهروزرسانی و ذخیره تنظیمات
پس از تنظیم مجدد E-steps، لازم است اطمینان حاصل نمایید که تنظیمات جدید به درستی در پرینتر ذخیره شدهاند تا در دفعات بعدی بدون نیاز به تنظیم مجدد روشن شوند.
تست چاپ
برای اطمینان از دقت تنظیمات، توصیه میشود که یک قطعه با ابعاد دقیق چاپ شود تا بتوانید به سادگی میزان دقت ابعادی را بررسی نمایید.
این فرآیند ممکن است چند بار نیاز به تکرار داشته باشد تا به کالیبراسیون ایدهآل برسید. حتما توجه داشته باشید که همیشه اندازهگیریها باید با دقت انجام شود و از ابزارهای مناسب برای این کار استفاده گردد.
کالیبراسیون سرعت و دما
کالیبراسیون سرعت و دمای پرینتر سه بعدی شامل تنظیم سرعت حرکت نازل و دمای آن جهت دستیابی به بهترین کیفیت چاپ و اطمینان از اتصال صحیح لایهها بدون ایجاد نقص است. در ادامه مراحلی برای کالیبراسیون سرعت و دما آورده شده است:
کالیبراسیون سرعت و دما
کالیبراسیون دما
- انتخاب یک دمای شروع بر اساس نوع فیلامنتی که استفاده میکنید. معمولا توصیههای سازنده بر روی بستهبندی فیلامنت نوشته شده است.
- چاپ کردن یک برج دمایی (temperature tower) که طرحی است مخصوص تنظیم دمای طراحی شده و به شما اجازه میدهد تا تاثیر دما را روی چاپ در بازههای مختلف دمایی بررسی نمایید.
- بررسی کیفیت چاپ در بازههای متنوع و انتخاب بهترین دما برای چاپ با توجه به نتایج.
کالیبراسیون سرعت
- شروع با یک سرعت پایه که باز هم معمولا در این زمینه توصیههای مفیدی از سوی سازنده وجود دارد.
- چاپ یک قطعه آزمایشی با سرعتهای مختلف و مشاهده تاثیر هر سرعت روی دقت و کیفیت چاپ.
- انتخاب سرعتی که بهترین تعادل میان زمان چاپ و کیفیت نهایی را ارائه دهد.
توجه به چند نکته مهم در کالیبراسیون دما و سرعت:
- ممکن است نیاز باشد دما را برای انواع مختلف فیلامنت و حتی رنگهای مختلف یک نوع فیلامنت تنظیم کنید.
- سرعتهای بالاتر ممکن است منجر به کیفیت پایینتر چاپ شوند، اما زمان کمتری نیاز داشته باشند؛ در حالی که سرعتهای پایینتر معمولاً کیفیت بالاتر با زمان بیشتری ارائه میدهند.
بسته به فیلامنت، پرینتر و طراحی مورد نظر، ممکن است نیاز باشد تنظیمات مختلفی را امتحان کنید تا بهترین نتیجه را بدست آورید. همچنین، احتمالا برای قطعات با ابعاد یا جزئیات مختلف نیاز به تنظیم مجدد دما یا سرعت خواهید داشت.
کالیبراسیون Flow Rate
کالیبراسیون Flow Rate یا نرخ جریان اکستروژن فرآیندی است که توسط آن مقدار دقیق فیلامنتی که از نازل در یک زمان مشخص خارج میشود، تنظیم میگردد. این کالیبراسیون به حصول اطمینان از مطابقت میزان فیلامنت اکسترود شده با آنچه نرمافزار برش (Slicing Software) پیشبینی کرده است، کمک میکند.

کالیبراسیون Flow Rate
در ادامه، مراحل کلی کالیبراسیون Flow Rate آورده شده است:
چاپ یک قطعه آزمایشی
یک مکعب خالی (بدون پر کردن درونی یا Infill) با دیوارههای تک لایه چاپ کنید. اغلب اوقات، هدف این است که ضخامت دیواره دقیقا با تنظیمات نرمافزار برش مطابقت داشته باشد (معمولا این ضخامت برابر با عرض نازل است).
اندازهگیری دیوارههای مکعب
با استفاده از یک کولیس دقیق، ضخامت دیوارههای مکعب چاپی را در چند نقطه مختلف اندازهگیری کنید.
محاسبه میانگین ضخامت
میانگین مقادیر اندازهگیری شده را محاسبه نمایید تا ضخامت میانگین دیواره نیز به دست آید.
تنظیم نرمافزار برش
نرخ جریان جدید را در تنظیمات نرمافزار برش اعمال نموده و یا این گزینه را مستقیماً از روی صفحه کنترل پرینتر تنظیم کنید.
تست مجدد چاپ و اندازهگیری
بعد از تنظیم Flow Rate جدید، همان قطعه آزمایشی را دوباره چاپ نموده و مجدداً ضخامت دیوارهها را اندازهگیری نمایید.
تکرار فرآیند در صورت لزوم
اگر ضخامتهای جدید همچنان با مقادیر پیشبینی شده مطابقت ندارند، کل فرآیند را به منظور رسیدن به دقت بیشتر تکرار کنید.
تنظیم صحیح Flow Rate به جلوگیری از چاپ بیش از حد (over-extrusion) یا کم چاپ شدن (under-extrusion) کمک نموده و منجر به یک چاپ با کیفیت بالا و ابعاد دقیق خواهد شد.
کالیبراسیون میتواند به صورت دستی یا با استفاده از ابزارهای نرمافزاری که به طور خودکار کالیبراسیون را انجام میدهند، صورت گیرد. همچنین، بازبینی دورهای این کالیبراسیونها برای حفظ کیفیت چاپ ضروری می باشند.