
چاپ سه بعدی زیت و حباب : چگونه می توان از آنها جلوگیری کرد
- علمی و تحقیقاتی
فاطمه کلانکی
- 0
- 9 دقیقه خوانده شده

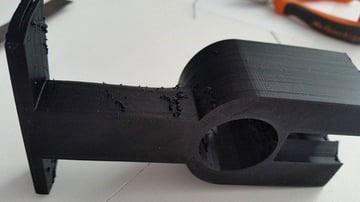
“بسیاری از نقایص مختلف کیفیت چاپ وجود دارد، که می تواند به قدرت چاپ، شکل، دقت ابعادی و ظاهر بصری آسیب برساند. زیت یا حباب در مدلهای چاپ سه بعدی یکی از مشکلات چاپ است که به صورت برجستگی یا تجمع نامنظم در نمای بیرونی چاپ ظاهر می شود.
در حالی که این مشکل فقط در سطح قطعه قابل مشاهده است، هنوز جنبه مهمی از چاپ است، به ویژه برای موارد زیبایی. و در حالی که زیت و حباب برای مدلهای بصری مضر هستند، می توانند برای اجزای عملکردی نیز مشکل ساز باشند، به خصوص اگر آنها نیاز به چفت شدن در یکدیگر داشته باشند. آنها همچنین می توانند بر عناصر دیگر چاپ مانند دقت ابعادی تأثیر منفی بگذارند.
در این مقاله، دلایل ایجاد زیت و حباب در چاپ سه بعدی را بررسی و سپس نحوه برخورد با آنها را ارائه می دهیم. ما همچنین نکاتی را در مورد نحوه جلوگیری از آنها به اشتراک می گذاریم.”
چند نکته
زیت و حباب بر جذابیت بصری و دقت ابعاد چاپهای سه بعدی تأثیر می گذارد
قبل از حرکت به جلو، ذکر این نکته ضروری است که ما با این فرض کار می کنیم که از برنامه اسلایسر سه بعدی استفاده می کنید. این برنامه ها معمولاً امتحان شده و واقعی هستند و برای اکثر ترکیبات چاپگر سه بعدی و مواد کار می کنند. با این حال، آنها نیز بسیار کلی هستند و تنظیمات و مقادیر آنها عناصر منحصر به فرد چاپگر سه بعدی شما را شامل نمی شود، بنابراین معمولاً برای دستیابی به چاپ سه بعدی با کیفیت بالا به تعدادی تنظیم نیاز دارند.
در نهایت، اگرچه این مقاله نحوه جلوگیری از ایجاد زیت و حباب روی چاپ های سه بعدی را پوشش می دهد، اما همچنین ممکن است بدانید که چگونه این نوع نقص را از مدلهای چاپ شده سه بعدی قبلی حذف کنید. متأسفانه، روشهای زیادی برای انجام این کار وجود ندارد، اما پردازش یک گزینه است، از جمله تکنیک هایی مانند سنباده زنی و استفاده از استون.
علل ایجاد
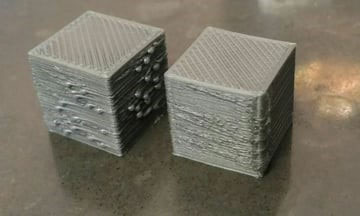
زیت ها و حباب ها معمولاً شبیه اکستروژن زیاد هستند
برای جلوگیری از هرگونه عارضه چاپ سه بعدی، ابتدا باید منبع مشکل را شناسایی کرده و از آن برای تعیین نحوه حل مشکل استفاده کنید. دلایل احتمالی زیادی برای ایجاد زیت و حباب در چاپ سه بعدی وجود دارد و در زیر چند مورد از رایج ترین آنها را ذکر کرده ایم
با این حال، قبل از شروع به کار، ذکر این نکته ضروری است که باید چاپگر سه بعدی خود را تنظیم و کالیبره کنید تا مشکلی دیگر را با زیت و حباب اشتباه نگیرید. این بدان معناست که سطح تراز شده باشد، کالیبره اکسترودر انجام شده باشد، از محکم بسته شدن نازل اطمینان داشته باشید، Z-offset تنظیم صحیح شده باشد و دمای مناسب تنظیم کرده باشید.
حالا که این مراحل انجام شده است، بیایید به علل برسیم!
1.ریترکشن
ریترکشن عبارت است از به عقب کشیدن مقدار کمی فیلامنت در اکسترودر تا فشار هات اند کاهش یابد. که این ویژگی می تواند از ایجاد تار در چاپ سه بعدی جلوگیری کند، ریترکشن های بسیار کوچک، بزرگ، آهسته یا مکرر می تواند منجر به ایجاد زیت و حباب شود.
2.اکستروژن
اکستروژن منبع بالقوه بسیاری از مسائل مربوط به کیفیت چاپ سه بعدی است و نحوه اکسترود یا چاپ فیلامنت را توضیح می دهد. زیت و حباب، شکلی از اکستروژن ناسازگار یا بیش از حد در نمای بیرونی یک مدل است.
3.دمای نازل
دمای نازل یکی دیگر از منابع احتمالی زیت و حباب است که بر اکستروژن چاپگر سه بعدی و نحوه ذوب فیلامنت تأثیر می گذارد. دمای بسیار زیاد نازل می تواند باعث بیرون ریختن مواد اضافی فیلامنت شود حتی زمانی که اکسترودر فیلامنت را فشار نمی دهد.
4.سرعت چاپ
سرعت چاپ سه بعدی عبارت است از سرعت حرکت سر پرینتر در حالی که برای مثال مواد را برای اینفیل، دیوارها و لایه اول ذخیره می کند. تغییرات مداوم در سرعت چاپ سه بعدی و سرعت زیاد چاپ می تواند منجر به نقص در کیفیت، از جمله زیت و حباب شود.
5.خنک کاری
خنک کاری بخش مهمی از فرایند چاپ سه بعدی FDM است، زیرا فیلامنت رسوب شده قبل از افزودن یک لایه جدید باید به طور مناسب خنک شود. خنک شدن بسیار کم می تواند باعث ایجاد زیت و حباب شود زیرا مواد ذوب شده، بیشتر مستعد حرکت و ایجاد ویژگی های ناخواسته با افزودن یک لایه دیگر هستند.
حالا بیایید به راه حل ها را بررسی کنیم!
نکته شماره 1: رفع اکستروژن نادرست

برای دقیق ترین اکستروژن باید استپرموتور اکسترودر چاپگر سه بعدی خود را کالیبره کنید
همانطور که قبلاً ذکر شد، اکستروژن یکی از دلایل احتمالی مشکلات چاپ سه بعدی است. به همین دلیل تنظیم اکستروژن چاپگر سه بعدی شما اولین روش برای حل زیت و حباب است. اگر چاپگر سه بعدی شما مواد را به طور مداوم و در مقادیر مناسب خارج نمی کند، مشکلات چاپ به وجود می آید
برای تنظیم اکستروژن چاپگر سه بعدی، توصیه می کنیم اگر اخیراً این کار را نکرده اید، اکسترودر خود را کالیبره کنید. سپس ، ممکن است بخواهید بررسی کنید که جریان یا ضریب اکستروژن در مشخصات اسلایسر شما به درستی تنظیم شده باشد. مقدار جریان در اسلایسر تنظیم می شود که به شما این امکان را می دهدتا میزان فیلامنت مورد نیاز چاپگر سه بعدی خود را کنترل کنید.
راه حل دیگر برای اکستروژن، تمیز کردن یا تغییر نازل در صورت وجود گرفتگی جزئی است که باعث اکستروژن ناسازگار می شود
علاقه مندان به پرینتر های سه بعدی ، می توانند از پرینتر سه بعدی صنعتی S5050 ثمین دیدن فرمایند.
نکته شماره 2: دما و سرعت پایین تر

دمای هات اند به میزان قابل توجهی بر اکستروژن چاپگرسه بعدی شما تأثیر می گذارد
دومین راه حل برای زیت و حباب این است که دما و سرعت چاپ نازل را پایین بیاورید، زیرا هر دوی این موارد بر اکستروژن چاپگر سه بعدی شما تأثیر می گذارد.
دمای زیاد نازل می تواند باعث اکستروژن بیش از حد شود، و سرعت زیاد چاپ سه بعدی می تواند کیفیت چاپ سه بعدی را کاهش دهد زیرا زمان کمتری برای رسوب مواد قبل از افزودن لایه بعدی وجود دارد. به همین دلایل، توصیه می کنیم دمای نازل خود را 5-10 درجه سانتیگراد و سرعت چاپ سه بعدی خود را حدود 5-10 میلی متر بر ثانیه کاهش دهید.
نکته شماره 3: تنظیم ریترکشن

ریترکشن به جلوگیری از ایجاد تار کمک می کند، اما خیلی کم یا زیاد می تواند باعث ایجاد زیت و حباب شود
یکی دیگر از راه های جلوگیری از زیت و حباب این است که تنظیمات ریترکشن را در اسلایسر خود تنظیم کنید. ریترکشن به اکسترودر می گوید که فیلامنت را از هات اند عقب بکشد تا از ایجاد فشار ناخواسته و خارج شدن بخش اضافی از مواد جلوگیری شود. ریترکشن می توانند بر روی زیت ها و حباب ها از طریق فرکانس، فاصله و سرعت آنها تأثیر بگذارد.
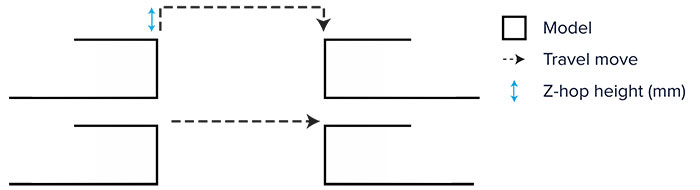
علاوه بر موارد زیر، در نظر گرفتن تنظیمات Z hop می تواند مفید باشد؛ در هنگام ریترکشن، سر چاپ روی طرح حرکت می کند بدون اینکه نازل قطعه را لمس کند.
ریترکشن با حداقل سفر
ریترکشن یکی از موارد ایجاد زیت و حباب روی چاپ سه بعدی است. و برای جلوگیری از آن شما می توانید این کار را با فعال کردن یا افزایش حداقل فاصله حرکت ریترکشن، که کوچکترین مسافتی است که نازل می تواند قبل از ریترکشن مجاز به حرکت باشد، انجام دهید. این امر باعث کاهش دفعات ریترکشن و تعداد زیت ها و حباب ها می شود.
فاصله ریترکشن
در حالی که اجتناب از ریترکشن موثر است، اما ممکن است منجر به تار های بیشتر در چاپ شما شود. با این حال نگران نباشید، زیرا راه های دیگری برای تنظیم ریترکشن شما برای جلوگیری از ایجاد زیت و حباب وجود دارد. دومین تنظیم ریترکشن که می توانید تنظیم کنید اندازه ریترکشن است که میزان کشش فیلامنت را برای هر رویداد ریترکشن کنترل می کند.
اگر اندازه ریترکشن خیلی کم باشد، فیلامنت کافی از هات اند بر نمیگردد و مواد اضافی ممکن است نازل را ترک کرده و باعث ایجاد زیت و حباب شود. اگر کشش ها بسیار زیاد باشند، بین انتهای فیلامنت و نازل فاصله ایجاد می شود و هوا از طریق نازل رانده می شود و باعث ایجاد زیت و حباب روی چاپ می شود. برای جلوگیری از این اتفاق، ابتدا باید فاصله ریترکشن را افزایش دهید و سپس در صورت عدم کاهش زیت یا حباب چاپ شده، آن را کاهش دهید.
سرعت ریترکشن
سومین تنظیم ریترکشن، سرعت ریترکشن است، که میزان سرعت کشیدن فیلامنت را در حین ریترکشن و سرعت عقب راندن آن در هات اند هنگام پایان کشش را کنترل می کند. اگر انقباض به اندازه کافی سریع نباشد، مواد به طور موثری از انتهای نازل غقب کشیده نمی شوند و ممکن است نشتی ایجاد شود، که منجر به ایجاد زیت و حباب در چاپ می شود. برای اجتناب از این امر، باید سرعت ریترکشن خود را تا حدود 25% و حداکثر در حدود 65 میلی متر بر ثانیه افزایش دهید.
نکته شماره 4: افزایش خنک کاری
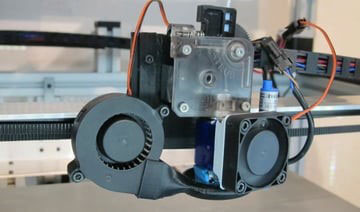
افزایش سرعت فن های خنک کننده چاپگر می تواند از ایجاد زیت و حباب جلوگیری کند
چهارمین نکته ای که باید برای جلوگیری از ایجاد زیت و حباب در چاپ سه بعدی داشته باشیم، افزایش خنک کاری چاپگر سه بعدی است. دمای بسیار زیاد نازل می تواند باعث اکستروژن بیش از حد (از جمله زیت و حباب) شود زیرا دمای بالاتر باعث می شود که مواد برای مدت بیشتری ذوب شوند.
علاوه بر کاهش دمای نازل، می توانید از خنک کننده بیشتری در دستگاه خود برای رسیدن به همان هدف استفاده کنید. برای انجام این کار، می توانید سرعت فن را در اسلایسر خود با افزایش 10 درصدی افزایش دهید تا مشکل برطرف شود. اگر فن شما با حداکثر سرعت کار می کند و هنوز خنک کاری کافی وجود ندارد، می توانید یک فن دیگر اضافه کنید یا از فن قوی تری استفاده کنید.
نکته شماره 5: از حالت کوستینگ استفاده کنید
پیشنهاد دیگر این است که در برنامه اسلایسر سه بعدی خود حرکت خط کوستینگ را فعال کنید. کوستینگ اساساً به چاپگر سه بعدی شما می گوید که قبل از اتمام حرکت چاپ، اکستروژن مواد را در فاصله کمی متوقف کند.
از آنجا که فشار در هات اند وجود دارد که فیلامنت را به طور ناخواسته از نازل خارج می کند، مواد حتی در صورت توقف حرکت اکسترودر از طریق نازل به حرکت خود ادامه می دهند. به عبارت دیگر، کوستینگ با پیش بینی فشار هات ا ند و استفاده از آن برای جلوگیری از اکستروژن بیش از حد، بر روی چاپ سه بعدی کمک می کند. اکثر برنامه های اسلایسر مانند Cura دارای این ویژگی (یا مشابه آن) هستند و تنها کاری که باید انجام دهید این است که آن را فعال کرده و بر اساس اثربخشی آن را مطابق آن تنظیم کنید.
نکته شماره 6: تنظیمات دیواره را تنظیم کنید

برای پنهان کردن شکاف Z می توانید از تنظیمات دیوار اسلایسر استفاده کنید
در نهایت، تنظیمات دیواره در برنامه اسلایسر سه بعدی شما به تنظیمات و ویژگی هایی اشاره دارد که نحوه چاپ سه بعدی سطح بیرونی مدل شما را کنترل می کند. دیواره ها سطح بیرونی یک قطعه را تشکیل می دهند، بنابراین، تنظیم تنظیمات دیواره می تواند از زیت ها، حباب ها و مشکلات مشابه مانند شکاف Z و بیرون زدگی اینفیل جلوگیری کند.
موارد زیر تنظیماتی است که می توانید در Cura پیدا کنید:
1.بیرون قبل از دیوار داخل ( Outer Before Inner Wall)
همانطور که از نامش پیداست، این تنظیم دیوار بیرونی را قبل از دیوار داخلی چاپ می کند. از آنجا که اکستروژن های ناسازگار بیشتر بعداً در لایه ظاهر می شوند، این ویژگی با انتقال آنها به داخل مدل به پنهان کردن هر گونه اشتباه چاپی کمک می کند.
2.پاک کردن(Wipe)
این تنظیم اسلایسر می تواند مشکلات سطوح خارجی را با حرکت دادن نازل در فاصله مشخص پس از پایان چاپ سه بعدی دیواره بیرونی چاپ، پنهان کند. عمدتا برای مخفی کردن شکاف Z روی یک مدل استفاده می شود، که به صورت تراز اکستروژن نامناسب در کنار چاپ سه بعدی ظاهر می شود.
3.اتو کشی (Ironing)
این یکی دیگر از ویژگی های مربوط به دیواره است که به منظور صاف کردن لایه های بالای چاپ سه بعدی و از بین بردن هرگونه اکستروژن (ویژگی های زیت یا حباب) در قسمتهای بیرونی بالای مدل است. این یک ویژگی اسلایسر تجربی است و می توانید آن را در Cura و PrusaSlicer پیدا کنید
ترجمه و جمع آوری : واحد تحقیق و توسعه خدمات پرینتر های سه بعدی ثمین samin3d



