
تنظیمات مربوط به ریترکشن
- علمی و تحقیقاتی
فاطمه کلانکی
- 0
- 5 دقیقه خوانده شده

عقب کشیدن فیلامنت به قسمت هات اند یک عملکرد مفید است اما تسلط بر آن دشوار است . برای آگاهی از همه چیز در مورد ریترکشن چاپگر های سه بعدی ادامه مطلب را مطالعه کنید !
سرعت عقب نشینی پرینتر سه بعدی
هنگامی که هد چاپگر شما در حین چاپ از نقطه ای به نقطه دیگر حرکت می کند ، گرمای نازل همراه با فشاری که در انتهای هات اند است باعث می شود تا رشته اضافی از نازل خارج شود. این رویداد نوعی اکستروژن بیش از حد است و اغلب رشته های نازکی را در امتداد مسیر هد چاپگر سه بعدی بین نقاط باقی می گذارد. این رشته ها را می توان با ابزار و حرارت (مانند سشوار) پس از چاپ سه بعدی برداشت ، اما برخورد با آنها هنوز کمی آزاردهنده است.
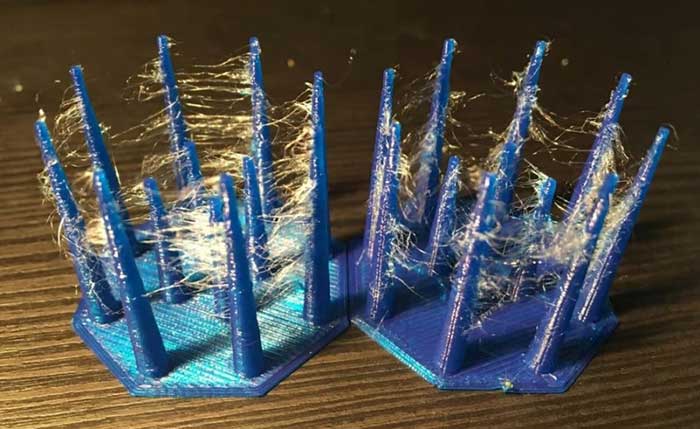
رشته ها نتیجه فشار هات اند است و می توان از طریق ریترکشن جلوگیری کرد
ریترکشن یک ویژگی است که به منظور از بین بردن رشته ها با عقب کشیدن (ریترکت) فیلامنت هنگام حرکت هد چاپگر سه بعدی به مکان جدید صورت میگیرد. همانطور که فیلامنت در حرکات عادی چاپ سه بعدی به جلو رانده می شود ، در حین ریترکشن به عقب مکیده می شود. انجام این کار فشار هات اند را خنثی می کند و از جریان مواد اضافی در مواقعی که لزومی ندارد جلوگیری می کند.
هنگام آماده سازی یک مدل برای چاپ سه بعدی در اسلایسرها ، مانند Cura یا simplify3d ، می توان ریترکشن را فعال و تنظیم کرد. وقتی تنظیمات ریترکشن به درستی تنظیم شود ، می تواند رشته ها ، خطوط ، زیت ها و سایر مشکلات مربوط به اکستروژن و کیفیت چاپ سه بعدی را از بین ببرند.
اگرچه تنظیمات ریترکشن موجود بر اساس اسلایسرها متفاوت است ، اما بسیاری از آنها در برنامه ها یکسان یا مشابه هستند. در این مقاله ، مهمترین تنظیمات ریترکشن و نحوه تنظیم آنها را بررسی می کنیم
سرعت ریترکشن پرینتر سه بعدی
فاصله
معمولاً با افزایش ریترکشن ، رشته ها کاهش می یابد
از بین تنظیمات ریترکشن موجود ، شاید دو مورد مهم فاصله ریترکشن و سرعت ریترکشن باشد.
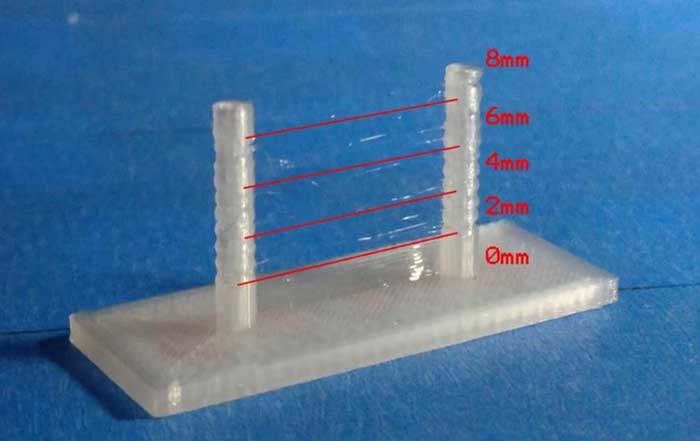
با نگاهی از قبل ، فاصله ریترکشن مقدار طولی از فیلامنت است که اکسترودر در زمان انجام ریترکشن به عقب می کشد . هرچه این فاصله بیشتر باشد ، زمان ریترکشن بسته به سرعت بیشتر طول می کشد ، اما همچنین احتمال اینکه تار را تجربه کنید کمتر است.
با این حال ، اگر ریترکشن به این سادگی بود ، همه از بالاترین مقدار ریترکشن استفاده می کردند ، اما این ایده خوبی نیست. اگر مقدار را بیش از حد افزایش دهید ، فیلامنت ممکن است بیش از حد عقب کشیده شود و باعث گرفتگی یا مسدود شدن هات اند یا نازل شود.
یک فاصله ریترکشن معمولی بین 2 تا 7 میلی متر متغیر است ، اما این مقدار بستگی به وضعیت اکسترودر شما (direct drive یا Bowden) ، داغ شدن و عوامل دیگر دارد. هیچ مقدار عالی وجود ندارد . اگر می خواهید فاصله ریترکشن را تنظیم کنید ، سعی کنید مقدار پیش فرض را با افزایش 1 میلی متری تغییر دهید تا زمانی که رشته ها بدون هیچ گونه گرفتگی یا مشکل دیگر برطرف شوند.
سرعت
سرعت زیاد می تواند مشکلاتی را ایجاد کند
سرعت ریترکشن یکی دیگر از تنظیمات مهم ریترکشن است و همانطور که احتمالاً حدس زده اید ، تعیین می کند که چقدر سریع عقب نشینی انجام شود. این تنظیم بسیار مهم است زیرا می تواند بر زمان چاپ سه بعدی و همچنین ریترکشن موثر در حذف رشته ها تأثیر بگذارد.
به عنوان مثال ، اگر تنظیمات ریترکشن شما به طوری باشد که رشته ها را با فاصله 5 میلی متر و سرعت 40 میلی متر بر ثانیه حذف کند ، ممکن است نتایج بدتری را با همان فاصله و سرعت 20 میلی متر بر ثانیه تجربه کنید. به این خاطر است که سرعت کند ، فشار را به اندازه کافی از بین نمی برد تا از خروج مواد اضافی از نازل جلوگیری کند. در طرف دیگر ، سرعت بیش از حد بالا می تواند مشکلات متعددی را ایجاد کند ، از جمله شکستن رشته در قسمت هات اند ، و شما همچنان ممکن است تار را تجربه کنید.
در حالت ایده آل ، می خواهید از سریعترین سرعت کاربردی برای کاهش تار و زمان چاپ سه بعدی استفاده کنید. به عنوان مرجع ، سرعت پیش فرض ریترکشن اسلایسر شما بین 30 تا 60 میلی متر بر ثانیه است. اگر این مقدار برای چاپگر سه بعدی شما کار نمی کند ، سعی کنید سرعت را با افزایش 5 میلی متر بر ثانیه تنظیم کنید.
حداقل سفر(جا به جایی)

تنظیمات صحیح ریترکشن می تواند از کثیفی قطعات جلوگیری کند
اگر دو حرکت ریترکشن نزدیک به هم اتفاق بیفتد ، فیلامنت به عقب کشیده می شود ، اکسترود می شود ، عقب کشیده می شود و دوباره اکسترود می شود ، همه در مدت زمان کوتاهی. این برگشت دائمی حرکت فیلامنت احتمال مسدود شدن نازل را به میزان قابل توجهی افزایش می دهد ، و آنجاست که حداقل فاصله مسافت مشخص می شود.
حداقل فاصله سفر ، آخرین تنظیم عقب نشینی مهم است که ما از آن عبور می کنیم و کنترل می کند که چقدر ریترکشن در یک منطقه خاص رخ می دهد. این امر با الزام حرکت نازل به مسافت معینی قبل از انجام مجدد حرکت ریترکشن به دست می آید.
اگر حداقل فاصله ریترکشن که در اسلایسر تعیین می کنیم بزرگ باشد احتمال ایجاد تار را افزایش می دهد ، اما احتمال گرفتگی نازل را کاهش می دهد . به طور مثال اگر با مدلی با مکان های مجزا متعدد که ممکن است تعداد ریترکشن ها زیاد باشد مانند برس مو کار می کنید این تنظیم مفید خواهد بود . حداقل فاصله سفر معمولاً 1-2 میلی متر است ، اما اگر مشکلی دارید ، باید این مقدار را با افزایش 1 میلی متری تنظیم کنید.
ترجمه و جمع آوری : واحد خدمات و تحقیق و توسعه پرینتر های سه بعدی ثمین samin3d



