نحوه طراحی لولا لیوینگ برای چاپ سه بعدی
- علمی و تحقیقاتی
فاطمه کلانکی
- 0
- 13 دقیقه خوانده شده

لولا لیوینگ ها یک نمونه ساده و کم هزینه برای اتصال دو قسمت پلاستیکی سخت با یک اتصال انعطاف پذیر می باشد . این مقاله مزایای استفاده از لولا لیوینگ ها و ارائه قوانین طراحی و توصیه های مرتبط با متریال را هنگام استفاده از چاپ سه بعدی مورد بحث قرار می دهد.
معرفی
لولا لیوینگ ها یک نمونه ساده و کم هزینه برای اتصال دو قسمت پلاستیکی سخت با یک اتصال انعطاف پذیر می باشد . این مقاله مزایای استفاده از لولا لیوینگ ها و ارائه قوانین طراحی و توصیه های مرتبط با متریال را هنگام استفاده از چاپ سه بعدی مورد بحث قرار می دهد.
لولا لیوینگ چیست؟
یک لولا لیوینگ شبکه ی پلاستیکی انعطاف پذیر نازک هست که دو یا چند قسمت سخت را به هم متصل می کند. لولا از یک قطعه ی پلاستیکی پیوسته ساخته می شوند. هزینه ی کم و سادگی ، لولا ها را به گزینه ای محبوب برای بسیاری از قطعات تبدیل کرده و تقریباً در هر محصول تجاری استفاده می شوند : از بطری های نوشیدنی و شامپو گرفته تا ظروف نگهداری کارگاه و بسته بندی مواد غذایی. لولا لیوینگ ها و قسمت سخت متصل تقریباً بصورت تک قسمته از طریق قالب تزریق تولید می شوند .

مزایای لولا لیوینگ
لولاها زمانی راه حل موثراند که دو قسمت سخت باید به هم متصل شوند. برخی از این مزایای عبارتند از:
هزینه پایین – به دلیل سادگی ، لولا لیوینگ ها معمولاً جایگزین بسیار ارزان تری نسبت با سایر انواع لولا ها هستند.
دوام – لولالیوینگ به صورتی خاص طراحی شده که بارها باز و بسته شوند. هنگام باز و بسته شدن اصطکاک بسیار کمی را تجربه کنند و این به طور معمول منجر به طول عمر بیشتری می شود.
کاهش اجزا اضافی – یک پارچه تشکیل می شود و اجزای اضافی را حذف می کند.
ظاهر – در مقایسه با سایر گزینه های اتصال (لولامونتاژی ، اتصالات محکم و …) ، لولا لیوینگ ها اتصالاتی زیبا هستند.
محدودیت اصلی لولا لیوینگ ها بر ناتوانی آنها در تحمل هر گونه بار متمرکز می باشد .
چاپ سه بعدی لولا لیوینگ
در حالی که لولا های تزریقی طوری طراحی شده اند که هزاران چرخه را بدون شکستن تحمل می کنند ، قطعات چاپ شده سه بعدی (معمولاً ساختارهای ناصاف ، شکننده ، لایه به لایه) معمولاً برای نمونه سازی یا آزمایش استفاده می شوند یا مدل هایی که تعداد سیکل های کمی دارند . این امر باعث می شود تا لولا لیوینگ های چاپ سه بعدی برای تأیید یک طرح قبل از انجام سرمایه گذاری در ابزارهای قالب گیری تزریقی دارای قیمت مناسب تری باشند.
مزایای اصلی چاپ سه بعدی لولا لیوینگ:
– بدون نیاز به ابزارهای گران قیمت – طراحی نیازی به قطعات قالب گیری تزریقی مانند گیت , رانر و اسپروس ندارد. – می توان طرح ها را به راحتی تکرار و تغییر داد تا به طراحی مطلوب برسیم. – چاپ سه بعدی قادر است قطعات را به سرعت تولید کرده و روند طراحی را تسریع دهد.

طراحی لیوینگ لولا ها برای چاپ سه بعدی
مانند سایر ویژگی های چاپ سه بعدی ، عملکرد بر اساس طرح ، مواد ، کالیبراسیون چاپگر و ضخامت لایه متفاوت است. به همین دلیل ، ایجاد لولا مطلوب برای طراحی و فناوری خاص اغلب یک فرایند تکراری است. این بخش چندین توصیه طراحی را ارائه می دهد که می تواند به عنوان نقطه شروع مورد استفاده قرار گیرد.
جهت چاپ
به دلیل ماهیت افزودنی و لایه به لایه چاپ سه بعدی ، قطعات تولید شده معمولاً ناصاف هستند (مخصوصاً هنگام چاپ با FDM). برای اطمینان از عملکرد یک لیوینگ لولا ، قطعات باید طوری جهت گیری شوند که عرض لولا به جای طول یک لایه در یک زمان ساخته شود (محور مرکزی لولا باید در جهت z قرار گیرد). این اغلب به معنی چاپ قسمت در جهت ساخت عمودی است ، همانطور که در تصویر زیر نشان داده شده است.

هندسه لولا
برای اکثر برنامه های نمونه ساز ، چاپ یک نوار نازک از مواد در صورتی کافی است که لولا فقط برای چند چرخه کار کند. اگر تعداد بیشتری چرخه مورد نیاز باشد ، هندسه لولا باید بهینه شود.

با بسته شدن , لولا در معرض خم شدن قرار می گیرد: سطح خارجی تحت کشش قرار می گیرد (و کشیده می شود) ، در حالی که سطح داخلی فشرده می شود. یک طراحی لولای خوب باید دارای طول بلندتر و منحنی سطح بیرونی تر و سطح داخلی کوتاه تری باشد. تصویر زیر یک لولای قالب تزریقی با ابعاد برحسب میلی متر را نشان می دهد.
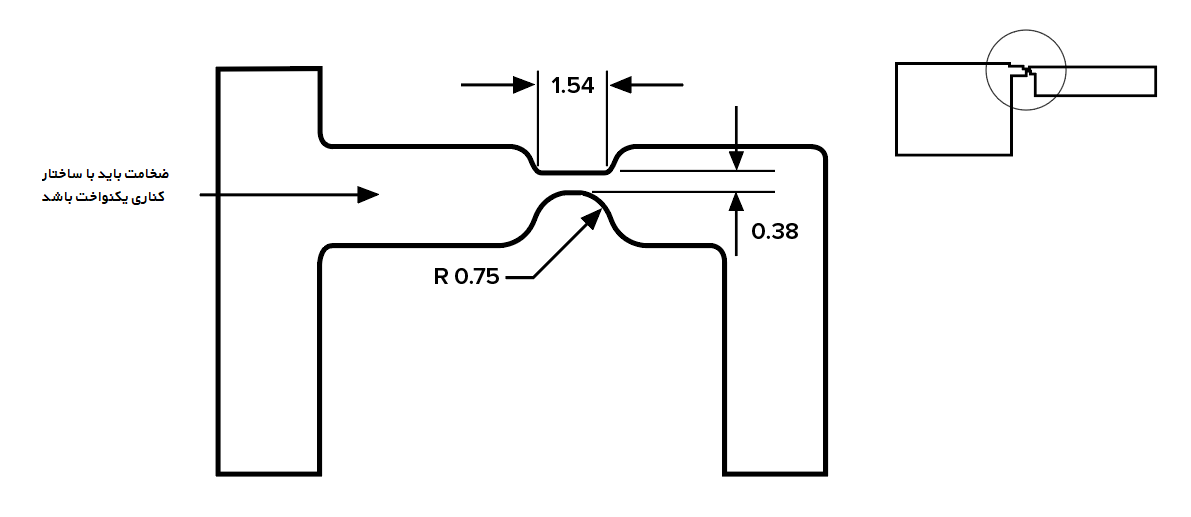
برای چاپ سه بعدی ، مواد بیشتری برای یک لولای مقاوم تر برای بهبود تعداد چرخه ها قبل از خرابی مورد نیاز است. البته توجه داشته باشید که افزایش ضخامت لولا باعث افزایش تنش های کششی سطح خارجی می شود. شکل زیر ابعاد یک لولا چاپ شده با FDM را نشان می دهد که قبل از خرابی 25 تا 30 سیکل تکرار شده (همه ابعاد بر حسب میلی متر).

طراحی بر اساس تکنولوژی
مواد و فرآیندهایی که هر فناوری چاپ سه بعدی قطعات را با آنها تولید می کند می تواند به طور قابل توجهی متفاوت باشند. به همین دلیل ، قوانین مختلف طراحی اغلب برای هر فناوری اعمال می شود. فرآیندهای چاپ سه بعدی که در زیر ذکر شده مناسب ترین روش برای ایجاد لولا است.
تکنولوژی
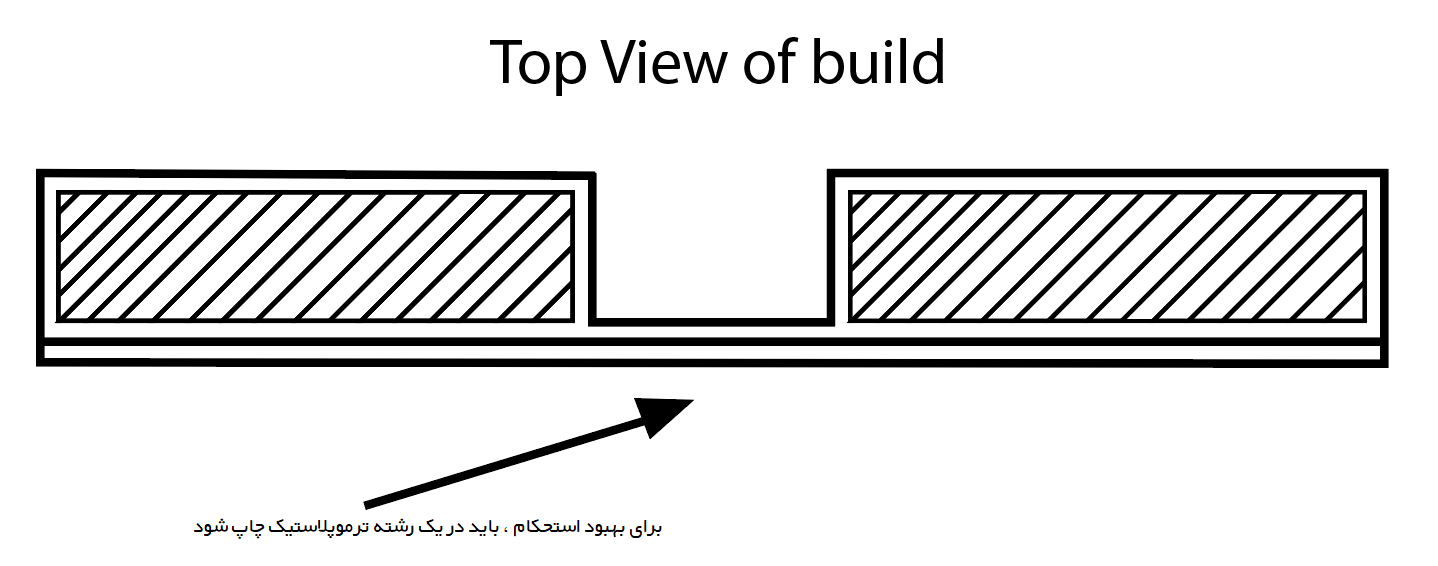
طراحی بهینه برای یک لولا که از طریق FDM تولید می شود این است که سعی کنید لولا را با یک رشته ترموپلاستیکی که در قسمتهای سخت بدنه یکپارچه است چاپ کنید
(همانطور که در تصویر زیر نشان داده شده).
 تکنولوژی
تکنولوژی
Fused Deposition Modeling (FDM)
ممکن است به اینصورت باشد که قطعه عمودی چاپ می شود و در نتیجه مقدار زیادی از ساختار ساپورت مورد نیاز ایجاد می شود. این امر باعث افزایش هزینه و زمان ساخت قطعه می شود. برخی از چاپگرهای FDM اکستروژن دوگانه گزینه ای برای چاپ بخش لولا در یک ماده قابل انعطاف ثانویه (مانند TPU) ارائه می دهند که عملکرد لولا و تعداد چرخه قبل از خرابی را بیشتر بهبود می بخشد.
مشخصات لولا توصیه شده: حداقل 2 لایه با ضخامت 0.4 – 0.8 میلی متر توصیه می شود .
Selective Laser Sintering (SLS)
قطعات SLS در مقایسه با FDM کمتر مستعد لایه لایه شدن هستند ، در ساخت لایه لایه شدن یک عامل مهم در طراحی لولا می باشد . قطعات SLS معمولاً با نایلون (PA 12) چاپ می شوند و لولا های تولید شده معمولاً قبل از خرابی 30 تا 50 چرخه دوام می آورند. مشخصات لولا توصیه شده: ضخامت 0.3 – 0.8 میلی متر و طول حداقل 5 میلی متر می باشد .
Material Jetting
قطعات تولید شده از طریق Material Jetting معمولاً نسبت به قطعات FDM یا SLSصاف ترند . قطعات جت شده مواد بسیار صاف و اغلب از نظر زیبایی با قطعات قالب گیری تزریقی قابل مقایسه هستند. فتوپلیمرهای سخت مورد استفاده در متریال جتینگ شکننده هستند و برای نمونه های اولیه مناسب نیستند ، برای جایی هستند که بیش از 10 چرخه مورد نیاز می باشد . یکی از مزایای عمده متریال جت ، توانایی تولید چاپ چند ماده ای می باشد. با چاپ بخش لولا با یک ماده انعطاف پذیر مانند (TangoBlack ) می توان یک طرح لولا تولید کند که تعداد زیادی از چرخه ها را دوام می آورد. مشخصات لولا توصیه شده: ضخامت 0.4 – 0.8 میلی متر
Post processing
لیوینگ لولا ها را می توان پس از چاپ آنیل کرد تا تعداد چرخه ها قبل از خرابی افزایش یابد. این را می توان با گرم کردن لولا (به عنوان مثال با حرکت ملایم شعله بر روی لولا تا رسیدن به حالت انعطاف پذیر بدون ذوب شدن) ، درجه حرارت بالا و سپس گذاشتن آن در حالت بسته برای افزودن تعداد سیکل انجام داد . اثربخشی این فرایند بستگی زیادی به مواد و هندسه لولا دارد. برای مثال نشان داده شده در تصاویر بالا (که با FDM چاپ شده) ، آنیلینگ تعداد چرخه هایی را که لولا می تواند قبل از خرابی تحمل کند ، افزایش می دهد .
مواد توصیه شده
لولا لیوینگ های تزریقی تقریباً منحصراً از پلاستیک های پلی اتیلن (PE) و پلی پروپیلن (PP) ساخته می شوند. هر دو ماده انعطاف پذیر و نرم با نقطه ذوب نسبتاً کم هستند.
برای لولا لیوینگ پرینت سه بعدی ، موادی که دارای کشیدگی بالایی در شکستن و مقاومت در برابر پارگی دارند مناسب ترین هستند. مواد پیشنهادی برای هر فرآیند شرح داده شده در جدول زیر خلاصه شده است.
تکنولوژی مواد توصیه شده
FDM تک متریال: Nylon 1چندمتریالی: PLAیا ABSبرای بدنه
TUD انعطاف پذیر برای لولا
SLS Nylon (PA 12 or PA 11)
Material Jetting تک متریالی : رزین مقاوم (مانند PP) چند متریالی :
رزین مقاوم (مانند PP) یا ABS دیجیتال برای بدنه
و رزین لاستیکی انعطاف پذیر برای لولا
قوانین کلی
– لولا های ساخته شده از طریق چاپ سه بعدی برای آزمایش طرح های مفهومی قبل از سرمایه گذاری در ابزارهای قالب تزریق گران قیمت مناسب ترین هستند.
– هندسه لولالیوینگ باید دارای یک مسیر سطح بیرونی طولانی و یک مسیر داخلی کوتاه باشد.
– مناسب ترین ابعاد و مواد فناوری های چاپ سه بعدی برای تولید لولا در جدول زیر خلاصه شده است:
تکنولوژی مشخصات مواد
FDM 0.4 – 0.6 میلی متر Nylon 12
SLS ضخامت 0.3 – 0.8 میلی متر و PA 12 یا PA 11
طول حداقل 5 میلی متر می باشد .
Material Jetting رزین مقاوم (مانند PP)
ضخامت 0.4 – 0.8 میلی متر لاستیک انعطاف پذیر
رزین لاستیکی انعطاف پذیر
ترجمه و جمع آوری : واحد تحقیق و توسعه خدمات پرینتر های سه بعدی ثمین samin3d