تلرانس پرینت سه بعدی: نحوه آزمایش و بهبود آنها

 دسترسی سریع
دسترسی سریع
به زبان ساده، تلرانس ها بیان می کنند که چقدر انحراف از یک مقدار خاص مورد انتظار یا قابل قبول است. این می تواند در هر زمینه تولیدی باشد که از اندازه گیری های دقیق استفاده می کند، از جمله ساخت افزایشی.
چه در پرینت سه بعدی حرفه ای باشید و چه تازه شروع کرده باشید، به مشخصات فیلامنت نگاه می کنید، با نوعی تلرانس مواجه خواهید شد. به عنوان مثال، Prusament PLA دارای قطر 1.75 ± 0.02 میلی متر است، به این معنی که هر مقدار قطر بین 1.73 میلی متر و 1.77 میلی متر امکان پذیر است. به عبارت دیگر، ±0.02 میلی متر نشان می دهد که انحرافات تا 0.02 میلی متر پهن تر یا باریک تر در فیلامنت قابل اندازه گیری است.
دستگاه های چاپ سه بعدی نیز تلرانس خاصی دارند. این بدان معنی است که چاپ ممکن است کمی از ابعاد واقعی منحرف شود. تلرانس سخت تر (نزدیک به صفر) نشان دهنده دقت ابعادی بالاتر است.
در این مقاله، کمی عمیقتر به تلرانسها میپردازیم و به انواع تناسبها، مواردی که میتواند باعث عدم دقت FDM شود، نحوه تست تلرانسها، و همچنین راه حلهایی که از مراحل اولیه طراحی قطعه تا مدلهای پس از پردازش را شامل میشود، نگاهی خواهیم انداخت.
چرا تلرانس ها مهم است

این اسپینر پرینت سه بعدی دارای قطعاتی است که باید محکم به هم بچسبند
تلرانس های پرینت سه بعدی به ویژه هنگامی که قطعاتی را می سازید که باید به هم نزدیک شوند بسیار مهم است. به عنوان مثال، چاپ با مونتاژ مکانیکی نسبت به یک جعبه تزئینی یا ظرف ساده نیاز به تلرانس های سخت تری دارد. با چاپ سه بعدی مدل سازی رسوب ذوب شده (FDM)، باید مراقب باشید زیرا تلرانس ها تا حدودی تصادفی هستند. به عنوان مثال، ویژگی هایی مانند سوراخ ها معمولاً باید کمی بزرگتر شوند تا با قطر مدل شده مطابقت داشته باشند.
در اینجا لازم است به یک نکته مهم بپردازیم: در این مقاله، ما به تلرانس ها اشاره خواهیم کرد که باید به عنوان محدوده تعریف شوند، به عنوان مثال، 1.73 تا 1.77 میلی متر برای فیلامنت FDM و همچنین فاصله ها مقادیری هستند که فضاهای بین قطعات را توصیف می کنند.
هنگام طراحی قطعات با فاصله های کوچک، باید از تلرانس های چاپگر خود آگاه باشید و آیا می توانید به دقت مورد نیاز دست پیدا کنید. قطعات باید با فضای کافی بین آنها ایجاد شود تا انحرافات بالقوه ابعاد را در نظر بگیرد. انحرافات کوچک اندازه گیری می تواند باعث ذوب شدن فاصله شود.
درک ضعیف از تلرانس های چاپگر سه بعدی شما ممکن است منجر به قطعاتی شود که مناسب نیستند یا ساختارهای پشتیبانی شما ممکن است کاملاً به چاپ های شما چسبیده باشند. همچنین، مهم است بدانید که هیچ دو چاپگری تحمل یکسانی ندارند، حتی اگر مدل یکسانی باشند. اطمینان حاصل کنید که آنچه برای دستگاه شما کار می کند را پیدا کرده اید و به اندازه گیری تلرانس شخص دیگری اعتماد نکنید.
قبل از بررسی نحوه آزمایش و بهبود محدودیتهای چاپگر، اجازه دهید نگاهی دقیقتر به انواع انطباق ها بیندازیم.
انواع انطباق ها
تناسب فاصله، تداخل و انتقال
در اکثر کاربردها، اتصال بین دو قسمت عملکرد خاصی را انجام می دهد. بیایید این را با یک مثال توضیح دهیم.
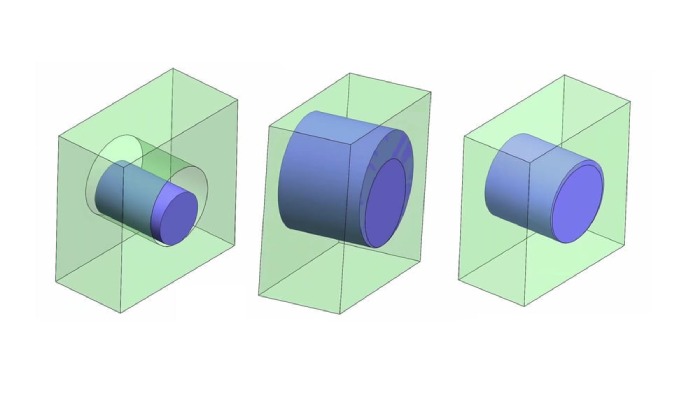
شفت دایره ای طراحی شده با قطر اسمی 50 میلی متر را در نظر بگیرید که باید در یک سوراخ گرد با قطر اسمی 50 میلی متر قرار گیرد. عملاً سه گزینه برای انطباق این دو قسمت با هم وجود دارد:
انطباق فاصله: قطر شفت به طور قابل توجهی باریکتر از قطر سوراخ است، مثلاً 49.8 و 50.2 میلی متر. در این حالت شفت به راحتی داخل و خارج سوراخ می شود و داخل آن می چرخد.
انطباق تداخل: قطر شفت برابر یا کمی پهن تر از سوراخ است، مثلاً 50.2 و 49.8 میلی متر. شفت بدون نیروی زیاد وارد سوراخ نمی شود. پس از ورود، احتمالاً بدون شکستن قطعات خارج نمی شود. این نوع انطباق به طور گسترده در مواردی که به تمرکز بالا و حرکت متقابل نیاز است (مانند اتصال شفت به یاتاقان) استفاده می شود.
انطباق انتقال: قطر شفت فقط کمی کوچکتر از سوراخ است، مثلاً 49.9 و 50.0 میلی متر، به ترتیب. شفت با حداقل فشار وارد سوراخ می شود و تمرکز نسبی را حفظ می کند. از طرف دیگر، قطر شفت ممکن است کمی بزرگتر از سوراخ باشد و به فشار کمی بیشتر نیاز دارد (اما نه به اندازه یک تداخل).
در واقع، هر نوع انطباق طیفی از ترکیبات مجاز را در بر می گیرد. ابعاد ارائه شده در بالا فقط نمونه هایی هستند. برای انتخاب مناسب و طراحی مطابق با آن، چندین استاندارد بین المللی (مانند تحمل ISO) وجود دارد، اما ما در این مقاله به آن نمی پردازیم.
با این وجود، نوع انطباق باید قبل از تنظیم تلرانس ها تعیین شود. اگر به درستی تنظیم شود، دو بخش متقابل بدون در نظر گرفتن اینکه چقدر به محدوده مثبت یا منفی نزدیک هستند، همچنان همانطور که در نظر گرفته شده عمل می کنند.
علل عدم دقت FDM

طرح هایی مانند پازل به دقت هر چه بیشتر نیاز دارند
علاوه بر خطاهای طراحی (که در هر فرآیند تولیدی بومی هستند)، چند دلیل کلیدی برای عدم دقت ذاتی چاپ سه بعدی، و به ویژه در ماشین های FDM وجود دارد. آگاهی از این عوامل به شما کمک می کند تا در صورت لزوم تحمل خود را بهبود بخشید.
خطاهای نرم افزاری
هنگامی که یک مدل دیجیتال به STL تبدیل می شود، برخی از جزئیات به ناچار از بین می روند. به عنوان مثال، اجسام گرد به اجسام چند وجهی با سطوح صاف و متقارن تبدیل می شوند. با این حال، هر چه وضوح تبدیل بیشتر باشد، خطای ابعادی ایجاد شده در قطعه کمتر می شود.
اسلایسرها بسته به الگوریتم ها و تنظیمات خاص خود ممکن است خطاهای خود را معرفی کنند. اینکه چگونه اسلایس ها راس یک فایل STL را تغییر میدهند، تأثیر زیادی بر ظاهر G.code و بنابراین نحوه عملکرد چاپگر دارد.
عدم دقت ماشین
راه های مختلفی وجود دارد که خود پرینتر سه بعدی می تواند باعث عدم دقت در قسمت چاپ شده شود. موتورهای پله ای دارای تفکیک پذیری محدودی از تحرک هستند، بنابراین دقت یک مسیر حرکت فقط به اندازه حداکثر وضوح موتورها دقیق است. علاوه بر این، موتورهای معمولی برای چاپ سه بعدی FDM حلقه کنترل موقعیت ندارند، بنابراین خطاهای کوچک در موقعیت ممکن است در کارهای چاپ طولانی انباشته شوند. اکثر درایورهای موتور همچنین دارای یک ویژگی حفاظت حرارتی هستند که در صورت گرم شدن بیش از حد آنها از کار کردن آنها جلوگیری می کند، که ممکن است باعث رد شدن مراحل موتور شود. پلههای E موتور پلهای نیز عامل مهمی هستند که اگر به درستی کالیبره نشده باشند، ممکن است باعث عدم دقت ابعاد شوند.
اگر محورهای چاپگر به اندازه کافی متعامد با یکدیگر نباشند، نادرستی ساختاری ظاهر می شود. تصور کنید سعی می کنید یک مستطیل با محوری که عمود بر هم نیست رسم کنید - در نهایت به متوازی الاضلاع خواهید رسید. سپس، هر بار که یک محور حرکتی جهت خود را تغییر می دهد، مقدار کمی واکنش متقابل وجود دارد. هرچه کشش در سیستم تسمه کمتر باشد، عکس العمل برجسته تر است. کمربندها به مرور زمان مسائل دیگری مانند خزش و کشیدگی را نیز مطرح می کنند که نه تنها کشش را کاهش می دهد بلکه ممکن است باعث لغزش و از دست رفتن پله ها نیز شود.
همانطور که چاپگر یک خط رشته را چاپ می کند، انتظار می رود که عرض یکنواخت ایجاد کند. با این حال، ابتدای خط چاپ میتواند با افزایش فشار نازل، نازکتر و تا انتهای خط بازتر شود. این در هنگام پیچیدن اغراق آمیز است. اکستروژن بیش از حد عمومی فیلامنت همچنین باعث ایجاد خط چاپی گستردهتر میشود که ممکن است باعث شود ابعاد کلی بیش از حد بزرگ شود و نتیجه معکوس برای زیر اکستروژن داشته باشد و کیفیت و وضعیت فیلامنت میتواند منجر به مشکلات اکستروژن بیشتر شود.
در نهایت، ارتفاع نامناسب Z اولیه می تواند باعث ایجاد پای فیل شود، زمانی که لایه اول به دلیل وزن چاپ گسترده تر از لایه های بعدی باشد.
بهجای اینکه منتظر بمانید تا ببینید آیا پرینتهای شما کار میکنند یا نه، میتوانید با تست کردن تلرانسها و فاصلهها، که در ادامه به بررسی آنها میپردازیم، از مشکلات جلوگیری کنید.
برای تلرانس ها

این گربه ناز همچنین به عنوان یک چاپ کالیبراسیون عالی عمل می کند
برای آزمایش میزان تلرانس چاپگر سه بعدی خود، با کالیبره کردن مناسب چاپگر و اکسترودر آن شروع کنید. یک ابزار مفید در این آزمایش یک مکعب کالیبراسیون است. وقتی آماده شدید، سه تا پنج مکعب کالیبراسیون را چاپ کنید، یا اگر میخواهید کمی سرگرمکننده باشد، مدل گربه کالیبراسیون توسط Dezign را امتحان کنید.
با استفاده از کولیس، هر یک از چاپ ها را در یک مکان اندازه گیری کنید. به جهت گیری مدل توجه کنید (که با حروف بزرگ روی مکعب کالیبراسیون مشخص می شود). حداقل سه اندازه گیری را برای هر یک از سه جهت (X، Y و Z) ثبت کنید.
برای هر جهت، کوچکترین اندازه گیری را از بزرگترین اندازه گیری کم کنید. این عدد نقطه شروع خوبی برای طراحی فاصله ها یا فضای مورد نیاز بین رابط های چاپی است. تلرانس چاپگر شما ± نصف مقدار ترخیص کالا خواهد بود.
مثال: ممکن است 20.1 میلی متر، 20.0 میلی متر و 19.9 میلی متر برای ابعاد مکعب کالیبراسیون Y دریافت کنید. فاصله شما 20.1-19.9 خواهد بود که 0.2 میلی متر است، به این معنی که تحمل چاپگر شما 0.1 ± میلی متر است.
شایان ذکر است که هر ارزشی که به دست می آورید لزوماً ارزشی دائمی نیست. این بسیار به وضعیت فعلی چاپگر شما و همچنین موادی که استفاده می کنید بستگی دارد.
برای کلریانس

تست کلریانس یکجا
روشی دیگر، میتوانید مستقیماً برای کلریانس آزمایش کنید. اگر فقط علاقه مند به تطبیق قطعات پرینت سه بعدی با سایر قطعات پرینت سه بعدی هستید، این کار مفید است.
Angus Deveson از کانال یوتیوب Maker’s Muse چند آزمایش مفید برای کلریانس کالا ایجاد کرده است، یکی به صورت رایگان و دیگری با قیمت 2 دلار. فقط راهنماهای او را دنبال کنید. چندین تست کلریانس عالی دیگر نیز وجود دارد، مانند این یکی توسط zapta در Thingiverse و این یکی (الهام گرفته از تستهای Maker’s Muse) از 3DMakerNoob در Printables.
با استفاده از این ابزار، می توانید بفهمید که چقدر می توانید فاصله ها را در طرح های خود تعیین کنید.
و اگر متوجه شده اید که تلرانس ها یا فاصله ها در همه جا وجود دارد و می خواهید طراحی یا عملکرد چاپگر خود را بهبود ببخشید، هنوز چند کار وجود دارد که می توانید انجام دهید.
طراحی

تمرین کنید که دقت های مورد نظر را با تلرانس ابعادی ادغام کنید
هنگامی که دلایل بالقوه عدم دقت در چاپ های خود را درک کردید، می توانید اقدامات احتیاطی برای حذف آنها تا حد امکان انجام دهید. در عمل، نمی توانید انتظار داشته باشید که یک چاپگر FDM معمولی ابعادی را در 100 میکرون یا 0.1 میلی متر (به طور دقیق) چاپ کند. این بدان معنی است که تمام ابعاد شما باید با این فرض طراحی شوند که ممکن است با این مقدار بزرگتر یا کوچکتر شوند.
برای جفت شدن قطعات، باید آنها را طوری طراحی کنید که حتی با وجود خطای کنترل نشده در ابعاد، همچنان مطابق طراحی با هم کار کنند. تقریباً در همه موارد، این بدان معنی است که اگر دو قسمت دارید که باید با هم هماهنگ شوند، باید یک قسمت را کوچکتر از دیگری طراحی کنید. برای یک نازل استاندارد 0.4 میلی متری، در اینجا برخی از قوانین کلی برای اتصالات بر اساس سوراخ و اتصال شفت وجود دارد. به خاطر داشته باشید که باید آزمایش کنید و مقادیر واقعی چاپگر خود را یاد بگیرید.
انطباق فاصله: اختلاف 0.5 میلی متر و بالاتر بین قطر سوراخ و قطر شفت. این منجر به یک شکاف نظری حداقل 0.25 میلی متر بین شفت و سوراخ می شود.
انطباق تداخل: اختلاف حدود 0.1 میلی متر یا کمتر بین قطر سوراخ و قطر شفت. این منجر به شکاف نظری 0.05 میلی متر یا کمتر بین دو قسمت می شود.
انطباق انتقال: اختلاف 0.15-0.4 میلی متر بین قطر سوراخ و قطر شفت. این منجر به یک شکاف نظری 0.08-0.2 میلی متر بین شفت و سوراخ می شود.
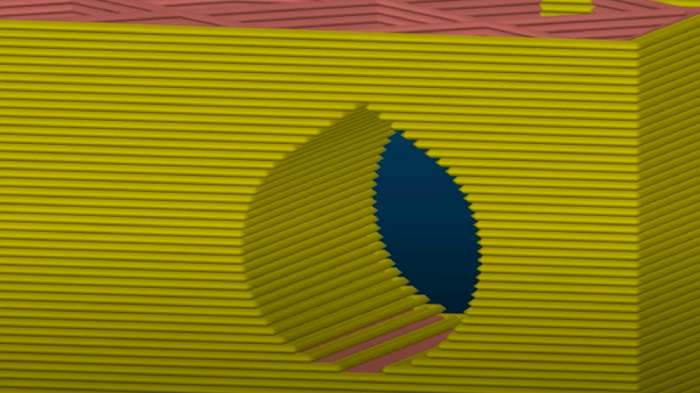
سوراخ های قطره ای شکل به شما امکان می دهد سوراخ های افقی را بدون افتادگی چاپ کنید
از آنجایی که این قوانین مربوط به تفاوت بین قطعات است، می توان از آنها برای قطعات غیر استوانه ای نیز استفاده کرد. هنگام در نظر گرفتن قطعات جفت غیر استوانه ای، مانند یک سوراخ مربعی و یک برآمدگی مربعی متناظر، قوانین ذکر شده در بالا ممکن است در مورد تفاوت بین نزدیکترین صفحات جفت اعمال شود. به عنوان مثال، برای به دست آوردن فاصله مناسب برای یک میله مربع 30 میلی متری، سوراخ را طوری طراحی کنید که یک شکاف 0.25 میلی متری (یعنی یک مربع 30.5 میلی متری) حفظ شود.
یکی دیگر از دستورالعمل های کلیدی، در نظر گرفتن جهت قطعه برای دستیابی به حداکثر کیفیت است. سوراخ ها بهتر است به صورت افقی چاپ شوند (موازی با صفحه XY چاپگر). اگر باید یک سوراخ عمودی را چاپ کنید، از تکنیک قطره اشک استفاده کنید، که در آن قسمت بالایی سوراخ به جای کاملاً گرد، به شکل نوک تیز طراحی شده است. این امر هرگونه نادرستی ناشی از آویزان شدن رشته هنگام بستن قسمت بالایی سوراخ را از بین می برد.
علاوه بر این، به دلیل ماهیت لایه ای چاپ سه بعدی FDM، ویژگی های عمودی معمولاً دقت کمتری دارند زیرا می توانند به اندازه ارتفاع لایه باشند. ویژگیهای افقی (XY) دقیقتر هستند زیرا همانطور که در بخشهای قبلی توضیح داده شد، تنها با وضوح موتورهای پلهای و تسمه محدود میشوند.
نرم افزار

استفاده از ویژگی های خاص اسلایس می تواند برخی از عدم دقت های چاپ را به حداقل برساند
چندین راه حل نرم افزاری ممکن است به افزایش دقت چاپ شما کمک کند. هنگام برش دادن یک قطعه برای چاپ با حداکثر دقت، عموماً باید از سینماتیک آهسته تر (سرعت، شتاب و تکان)، ارتفاع لایه های کوچکتر و خنک کننده قسمت فعال استفاده کنید. سرعت چاپ کمتر از 60 میلیمتر بر ثانیه، شتاب کمتر از 3000 میلیمتر بر ثانیه و حرکت سریع کمتر از 15 میلیمتر بر ثانیه را برای اکثر چاپگرهای رومیزی توصیه میکنیم.
در تنظیمات اسلایسر، برخی از ویژگی های منحصر به فرد وجود دارد که می تواند به بهبود دقت ابعاد کمک کند. مثالهای زیر برای Cura هستند، اما اکثر اسلایسرها ویژگیهای مشابهی دارند.
Outer before inner walls: ابتدا با چاپ دیوارهای بیرونی، میتوانید دقت ابعاد را با عدم برخورد با دیوارهای داخلی یا پر کردن، بهبود بخشید.
Coasting: این ویژگی باعث می شود که چاپگر در انتهای حرکت اکسترود را متوقف کند و در عوض به فشار باقیمانده در نازل برای چاپ بقیه فیلامنت برای حرکت تکیه کند.
Horizontal expansion: این ویژگی ابعاد قطعه را به میزان مشخصی افزایش یا کاهش می دهد. در حالت ایده آل، این می تواند به تنظیم دقیق ابعاد چاپ کمک کند، اما واقعاً فقط زمانی مفید است که کل چاپ خیلی کوچک یا خیلی بزرگ باشد. اگر ابعاد کلی چاپ قابل قبول است و فقط سوراخ ها نیاز به اصلاح دارند، برای مثال، باید از روش دیگری مانند ویژگی Horizontal expansion hole استفاده شود.
در تنظیمات چاپ خود به اندازه ها دما ها ذقت کنید: مسائلی مانند داغ بودن بیش از حد تخت گرم می تواند باعث مشکلات دقت ابعاد شود، مانند پای فیل که قبلا ذکر شد. به همین ترتیب، اگر اکسترودر برای یک فیلامنت معین بیش از حد داغ باشد، می تواند باعث ایجاد رشته و حباب شود، که همچنین فاصله های شما را از بین می برد.
ماشین

کالیبراسیون مناسب دستگاه به دقت چاپ کمک زیادی می کند
شاید مهم ترین راه برای دستیابی به حداکثر دقت چاپ و ماندن در محدوده تحمل، کالیبره کردن چاپگر واقعی باشد. یک چاپگر با کالیبره ضعیف منجر به ایجاد قطعاتی میشود که صاف نیستند، ابعاد مناسبی ندارند و با یکدیگر مناسب نیستند. علاوه بر این، همیشه به یاد داشته باشید که هیچ پرینتر سه بعدی رومیزی درجه یک سرگرمی از ابتدا کاملاً و به طور کامل کالیبره نشده است، حتی اگر از قبل مونتاژ شده باشد. آنها به کالیبراسیون اضافی در طول زمان به عنوان یک عملیات تعمیر و نگهداری معمول نیاز دارند. در حالی که ماشینهای سطح حرفهای ممکن است تا حدودی این را جبران کنند، اما همچنان از تعمیر و نگهداری منظم و کالیبراسیون سود میبرند.
از آنجایی که کالیبراسیون ضعیف می تواند تمام تلاش های شما را در طراحی و برش برای برآورده کردن تحمل خنثی کند، اهمیت کالیبراسیون ماشین را نمی توان دست کم گرفت. مهمترین عناصر برای کالیبره کردن اکسترودر و E-steps هستند و همیشه ضروری است که با یک لایه اول خوب شروع کنید. ممکن است بخواهید از یک مدل آزمایشی برای بررسی درست بودن همه چیز قبل از شروع چاپ استفاده کنید.
همچنین مهم است که نازل ها و رشته های با کیفیت خوب را انتخاب کنید، زیرا دقت ابعادی قطعه شما به شدت به این فرض بستگی دارد که فیلامنت اکسترود شده در واقع همان عرضی است که باید باشد. فیلامنت های ارزان معمولا تحمل ضعیفی دارند، که می تواند باعث بی نظمی در اکستروژن شود و به سطوح نامنظم روی چاپ شما تبدیل شود. بهترین فیلامنت ها تحمل کم، ناخالصی های کمتر و ذخیره سازی مناسب دارند. انحرافات قابل توجه در قطر فیلامنت یا نازل های ضعیف تراشیده شده تأثیر فوری بر تحمل چاپ های شما خواهد داشت.

به عنوان نکته پایانی، خراب شدن اجزا نیز دقت چاپگر شما را کاهش می دهد. اطمینان حاصل کنید که تسمه های چاپگر شما بسته شده اند و حداقل سایش روی میله ها یا بلبرینگ ها وجود دارد. اگر نه، قطعات را سفت یا تعویض کنید. با سازنده چاپگر خود در مورد بهترین روش انجام این کار مشورت کنید.
ترجمه و جمع آوری : واحد خدمات و تحقیق و توسعه پرینتر های سه بعدی ثمین samin3d



