درک و طراحی برای تلرانس تکنولوژی FDM

 دسترسی سریع
دسترسی سریع
مقدمه
هنگام طراحی یا ساخت قطعات کاربردی، عملکرد آنها اغلب به ابعاد دقیق بستگی دارد. به عنوان مثال، یک خط کش اگر مستقیم و در فواصل طولی دقیق علامت گذاری نمی شد، کار خود را به خوبی انجام نمی داد. دو آجر لگو در صورتی که ابعاد آنها درست نباشد به هم نمیخورند، و یک نازل چاپ سهبعدی اگر قطر دهانه آن نادرست باشد، با دقت اکسترود نمی کند.
تلرانس ها با تعیین سطح مجاز عدم دقت ابعادی به جلوگیری از این نوع مسائل کمک می کنند. تلرانس ها دستورالعمل هایی هستند که از طراح به سازنده در مورد اینکه یک بعد چقدر می تواند از نام اسمی خود منحرف شود است، البته با توجه به این واقعیت است که ساخت کاملا دقیق ابعادی اغلب یک درخواست غیرممکن است.
تلرانس چیست؟
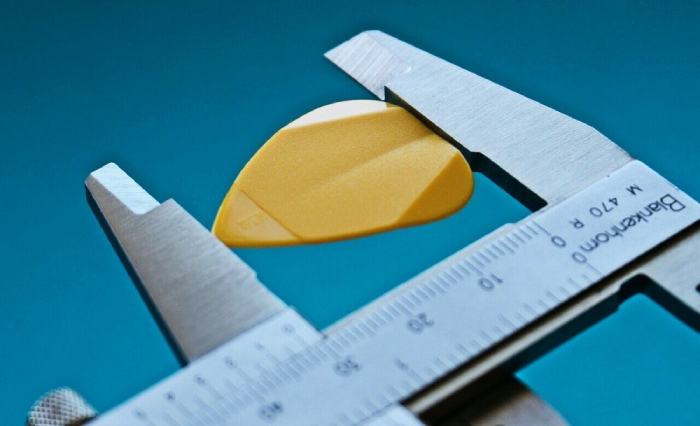
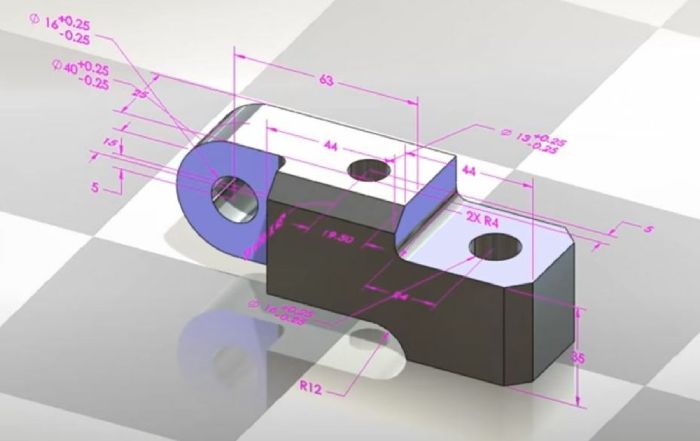
تعریف صحیح تلرانس های ابعادی اغلب برای عملکرد یک قطعه بسیار مهم است
برای اهداف ما، دقت را می توان به عنوان معیاری از نزدیک بودن یک اندازه گیری به طرح "اسمی" آن تعریف کرد. به عنوان مثال، اگر در طراحی قطعه ای گفته شود که باید 5 سانتی متر طول داشته باشد، نسخه ای با طول 5.01 سانتی متر دقیق تر از قطعه 5.1 سانتی متری است. بدیهی است که قطعه ای که دقیقاً 5.00 سانتی متر طول دارد دقیق ترین خواهد بود، اما معمولاً در اکثر فرآیندهای ساخت این امکان وجود ندارد. واقعیت این است که هیچ چیز در اطراف ما دقیقاً دقیق نیست. در واقع، همه چیز کمی بزرگتر یا کوچکتر از طراحی اسمی آن است. مقدار تغییر آن بستگی به استفاده مورد نظر و روش ساخت دارد.
راه غلبه بر این مشکل، مانند هر مشکلی، ابتدا پذیرش آن است، زیرا تنها در این صورت می توان راه حلی ابداع کرد. و راه حل این مشکل اندازه گیری طراحی با تلرانس است. برای بازگشت به قسمت 5 سانتی متری خود، اگر تلرانس 0.1 سانتی متر باشد، هر نتیجه از 4.9 الی 5.1 سانتی متر به طور قابل قبولی دقیق تلقی می شود. به طور طبیعی، علاوه بر انطباق با عدم دقت در ساخت، تنظیم تلرانس ها همچنین به معنای اطمینان از عملکرد صحیح قطعات در هر نقطه در این محدوده ابعادی است.
لازم به ذکر است که تلرانس ها به طور کلی در مورد ابعاد قطعات اعمال می شود، نه برای عملکرد ماشین.
اکنون که متوجه شدیم تلرانس چیست، بیایید ببینیم که چه چیزی تلرانس ها را برای یک قطعه تعیین می کند.
انواع تناسبات
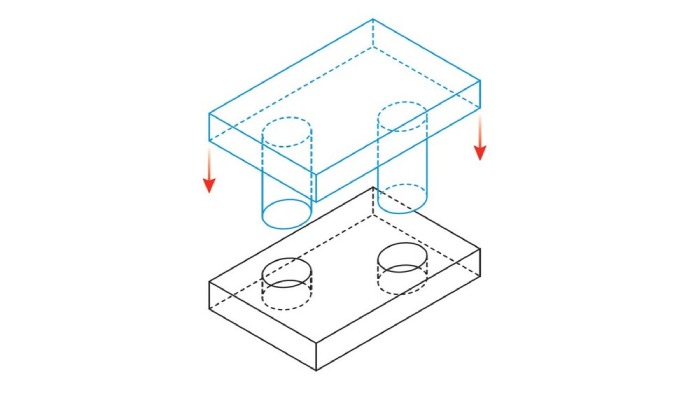
تناسب، کیفیت نحوه اتصال مکانیکی دو عنصر به یکدیگر است
در بیشتر کاربردها، اتصال بین دو قطعه باید عملکرد خاصی را انجام دهد. بیایید این را با یک مثال توضیح دهیم.
شفت دایره ای طراحی شده با قطر اسمی 50 میلی متر را در نظر بگیرید که باید در یک سوراخ گرد با قطر اسمی 50 میلی متر قرار گیرد. در عمل، سه گزینه برای اینکه چگونه این دو بخش می توانند با هم تطبیق دهند وجود دارد:
- قطر شفت به طور قابل توجهی باریکتر از قطر سوراخ است، مثلاً به ترتیب 49.8 و 50.2 میلی متر. در این صورت شفت به راحتی داخل و خارج سوراخ می شود و داخل آن می چرخد. این منجر به چیزی می شود که به عنوان تناسب آزاد شناخته می شود.
- قطر شفت برابر یا کمی بیشتر از قطر سوراخ است، مثلاً 50.0 و 49.8 میلی متر. شفت با کمک نیرو اضافی وارد سوراخ می شود و پس از وارد شدن احتمالاً بدون شکستن قطعات خارج نمی شود. این نوع تناسب به طور گسترده در مواقعی که به تمرکز زیاد و حرکت متقابل نیاز است (مانند اتصال شفت به یاتاقان) استفاده می شود. این همان چیزی است که به عنوان تناسب پرسی شناخته می شود.
- قطر شفت فقط کمی کوچکتر از سوراخ است، مثلاً به ترتیب 49.9 و 50.0 میلی متر. شفت با حداقل فشار وارد سوراخ می شود و تمرکز نسبی را حفظ می کند. این تناسب عبوری نامیده می شود.
برای انتخاب مناسب و طراحی کاربردی، چندین استاندارد بین المللی (مانند تلرانس ISO) وجود دارد، اما ما در این مقاله به آن نمی پردازیم.
با این وجود، نوع تناسب باید قبل از تنظیم تلرانس ها تعیین شود. اگر به درستی تنظیم شود، دو بخش متقابل بدون در نظر گرفتن اینکه چقدر به محدوده مثبت یا منفی نزدیک هستند، همچنان همانطور که در نظر گرفته شده عمل می کنند.
مسائل مربوط به پرینت سه بعدی
در پرینت سه بعدی، طرح ها اغلب مستقیماً بدون تعیین تلرانس تولید برای پرینت ارسال می شوند
نوع تناسب (و در نتیجه ابعاد قطعات اتصالات) باید عمداً در زمانی که یک قطعه هنوز در مرحله طراحی است تعیین شود. آنچه که بیشتر بر مقادیر دقیق تناسب ها و تلرانس های مشخص شده تأثیر می گذارد، روش ساخت است. به عنوان مثال، نمی توانید انتظار داشته باشید که با یک اره برقی مانند یک اسکنه نجاری خوب، نتایج مشابهی کسب کنید.
در پرینت سه بعدی، اغلب حلقه های گمشده ای از فرآیند طراحی و ساخت مرسوم وجود دارد. معمولاً یک طراح، قطعات را طراحی کرده و با تلرانس های لازم برای قطعه به سازنده تحویل می دهد. پس از آن تولید کننده مسئولیت برآورده کردن آن تلرانس ها را دارد. با این حال، با پرینت سه بعدی، به دلیل اینکه مدل دیجیتال مستقیماً به یک STL صادر می شود و سپس چاپ می شود، هیچ اطلاعاتی در مورد تلرانس های مورد نیاز در فرآیند تولید پیاده سازی نمی شود. نه اسلایسر و نه چاپگر از تلرانس های قابل قبول طراح مطلع نیستند. این بدان معناست که کاربر باید هم طراحی و هم فرآیند چاپ را کنترل کند تا به تلرانس های مورد نیاز دست یابد.
علل عدم دقت FDM
دلایل مختلفی برای عدم دقت در فرآیند چاپ سه بعدی وجود دارد
علاوه بر خطاهای طراحی، چند دلیل کلیدی برای عدم دقت وجود دارد که ذات پرینت سه بعدی و به ویژه دستگاه های FDM است. در قسمت پایین 2 مورد اصلی خطاها را بررسی خواهیم کرد:
- خطاهای نرم افزاری : هنگامی که یک مدل دیجیتال به STL تبدیل می شود، برخی از جزئیات به ناچار از بین می روند. به عنوان مثال، اجسام گرد به سطوح و رئوس مستقیم تبدیل می شوند. با این حال، هر چه وضوح تبدیل بیشتر باشد، خطای ابعادی ایجاد شده در قطعه کمتر می شود. اسلایسر ها بسته به الگوریتم ها و تنظیمات خاص خود ممکن است خطاهای خود را معرفی کنند. اینکه چگونه اسلایسر های راسهای یک فایل STL را درونیابی میکنند، تأثیر زیادی بر ظاهر G-code و بنابراین نحوه رفتار پرینتر دارد.
- عدم دقت دستگاه : راه های مختلفی وجود دارد که دستگاه پرینتر سه بعدی می تواند باعث عدم دقت در قطعه چاپ شده شود. استپر موتورها دارای تفکیک پذیری محدودی از تحرک هستند، بنابراین دقت یک مسیر حرکت فقط به اندازه حداکثر وضوح موتورها دقیق است. علاوه بر این، موتورهای معمولی برای چاپ سه بعدی FDM حلقه کنترل موقعیت ندارند، بنابراین خطاهای کوچک در موقعیت ممکن است در کارهای چاپ طولانی جمع شوند. اکثر درایورهای موتور همچنین دارای یک ویژگی حفاظت حرارتی هستند که در صورت گرم شدن بیش از حد آنها، از کارکردن آنها جلوگیری می کند، که ممکن است باعث رد شدن استپ های موتور شود. پلههای E استپر موتورها نیز معیار مهمی هستند که اگر به درستی کالیبره نشده باشند، ممکن است باعث عدم دقت ابعاد شوند.
اگر محورهای چاپگر به اندازه کافی متعامد با یکدیگر نباشند، نادرستی ساختاری ظاهر می شود. تصور کنید که سعی می کنید یک مستطیل با محوری که عمود بر هم نیست رسم کنید، در نهایت به متوازی الاضلاع خواهید رسید. سپس، هر بار که یک محور حرکتی جهت خود را تغییر می دهد، مقدار کمی واکنش متقابل وجود دارد. هرچه کشش در سیستم تسمه کمتر باشد، عکس العمل برجسته تر است. تسمهها به مرور زمان مسائل دیگری مانند خزش و کشیدگی را نیز مطرح میکنند که نه تنها کشش را کاهش میدهند، بلکه ممکن است باعث لغزش و از دست رفتن پلهها شوند.
همانطور که چاپگر یک خط فیلامنت را چاپ می کند، انتظار می رود که عرض یکنواخت ایجاد کند. با این حال، ابتدای خط چاپ میتواند با افزایش فشار نازل، نازکتر و تا انتهای خط ضخیم شود. اکستروژن بیش از حد فیلامنت همچنین باعث ایجاد خط پرینت گستردهتر میشود که ممکن است باعث شود ابعاد کلی بیش از حد بزرگ شود و نتیجه معکوس برای اکستروژن کم داشته باشد و کیفیت و وضعیت فیلامنت میتواند منجر به مشکلات اکستروژن بیشتر شود.
در نهایت، ارتفاع نامناسب Z اولیه میتواند باعث «پای فیل» شود، زمانی که لایه اول به دلیل وزن چاپ گستردهتر از لایههای بعدی است.

راه حل های طراحی
بیاموزید که نادرستی های مورد انتظار و تلرانس های مورد نیاز را در طرح های خود ادغام کنید
هنگامی که دلایل احتمالی عدم دقت در چاپ های خود را درک کردید، می توانید اقدامات احتیاطی فعال برای از بین بردن آنها تا حد امکان انجام دهید. در عمل، نمی توانید انتظار خیلی فوق العاده از که یک چاپگر FDM معمولی داشته باشید. این بدان معنی است که همه ابعاد شما باید با این فرض طراحی شوند که ممکن است با این مقدار بزرگتر یا کوچکتر شوند.
در مورد قطعات جفت، باید آنها را طوری طراحی کنید که حتی با وجود خطای کنترل نشده در ابعاد، همچنان مطابق طراحی با هم کار کنند. تقریباً در همه موارد این بدان معنی است که اگر دو قطعه دارید که باید با هم هماهنگ شوند، باید یک قطعه را کوچکتر از دیگری طراحی کنید.
برای یک نازل استاندارد 0.4 میلی متری، در اینجا قوانین کلی برای تناسب بر اساس سوراخ و اتصال شفت وجود دارد، اگرچه باید آزمایش کنید و مقادیر واقعی چاپگر خود را یاد بگیرید.
- تناسب آزاد: اختلاف 0.5 میلی متر و بالاتر بین قطر سوراخ و قطر شفت. این منجر به شکاف حداقل 0.25 میلی متر بین شفت و سوراخ می شود.
- تناسب عبوری: اختلاف 0.15-0.4 میلی متر بین قطر سوراخ و قطر شفت. این منجر به یک شکاف 0.08-0.2 میلی متر بین شفت و سوراخ می شود.
- تناسب پرسی: اختلاف حدود 0.1 میلی متر یا کمتر بین قطر سوراخ و قطر شفت. این منجر به یک شکاف 0.05 میلی متر یا کمتر بین شفت و سوراخ می شود.
از آنجایی که این قوانین به تفاوت بین قطعات مربوط می شود، می توان از آنها برای قطعات غیر استوانه ای نیز استفاده کرد. هنگام در نظر گرفتن قطعات جفت غیر استوانه ای، مانند یک سوراخ مربعی شکل و یک برآمدگی مربعی مربوطه، قوانین ذکر شده در بالا ممکن است در مورد تفاوت بین نزدیکترین صفحات جفت اعمال شود. به عنوان مثال، برای به دست آوردن فاصله مناسب برای یک میله مربع 30 میلی متری، سوراخ را طوری طراحی کنید که یک شکاف 0.25 میلی متری (یعنی یک مربع 30.5 میلی متری) حفظ شود.
یکی دیگر از دستورالعمل های کلیدی این است که جهت گیری قطعه را در نظر بگیرید تا بتوان به حداکثر کیفیت دست یافت. سوراخ ها بهتر است به صورت افقی چاپ شوند (موازی با صفحه XY چاپگر).
علاوه بر این، به دلیل ماهیت لایه ای چاپ سه بعدی FDM، ویژگی های عمودی معمولاً دقت کمتری دارند.
راه حل های نرم افزاری
استفاده از ویژگیهای اسلایسر خاص میتواند برخی از نادرستیها را در چاپ به حداقل برساند
چندین راه حل نرم افزاری وجود دارد که ممکن است به افزایش دقت چاپ شما کمک کند. هنگام اسلایس یک قطعه برای چاپ با حداکثر دقت، به طور کلی باید از سینماتیک آهسته تر (سرعت، شتاب و تکان)، ارتفاع لایه های کوچکتر و فعال بودن خنک کننده قطعه استفاده کنید. سرعت چاپ کمتر از 60 میلیمتر در ثانیه و حرکت سریع کمتر از 15 میلیمتر در ثانیه را برای اکثر چاپگرهای رومیزی توصیه میکنیم.
در تنظیمات اسلایسر، برخی از ویژگی های منحصر به فرد نیز وجود دارد که می تواند به بهبود دقت ابعاد کمک کند. مثالهای زیر برای Cura هستند، اما اکثر اسلایسرها ویژگیهای مشابهی دارند.
- Outer before inner walls: ابتدا با چاپ دیوارهای بیرونی میتوانید دقت ابعاد را با عدم برخورد با دیوارهای داخلی یا اینفیل، بهبود بخشید.
- Coasting: این ویژگی باعث می شود که پرینتر در انتهای حرکت اکسترود را متوقف کند و در عوض به فشار باقیمانده در نازل برای چاپ بقیه فیلامنت برای حرکت تکیه کند.
- Horizontal expansion: این ویژگی تمام ابعاد یک قطعه را به میزان مشخصی افزایش یا کاهش می دهد. در حالت ایده آل، می تواند به تنظیم دقیق ابعاد چاپ کمک کند، اما واقعاً فقط زمانی مفید است که کل چاپ خیلی کوچک یا خیلی بزرگ باشد. اگر ابعاد کلی چاپ قابل قبول است و فقط سوراخ ها نیاز به اصلاح دارند، باید از روش دیگری مانند ویژگی " Hole horizontal expansion" استفاده شود.
پس از اسلایس، ویژگی پیشروی خطی در مارلین و برخی سیستمافزار دیگر، جریان فیلامنت را مطابق با حرکات چاپ پیشبینیشده تنظیم میکند. ویژگی پیشروی خطی، تغییرات فشار نازل را که میتواند منجر به اکستروژن ناسازگار شود، پیشبینی میکند و بر این اساس آن را تنظیم میکند. که یک عرض خط ناسازگار را به یک خط یکنواخت تر تبدیل می کند که دقت ابعادی چاپ را بهبود می بخشد.
پیشروی خطی تأثیری مشابه تنظیمات Coasting در اسلایسر شما دارد، اما به طور کلی تنظیم آسانتر است. برای استفاده از این ویژگی، باید آن را در ابتدای فرآیند پرینت فعال کنید، و یک مقدار K را برای تنظیم مقداری که چاپگر باید جریان را تنظیم کند، ارائه دهید (این مقدار را می توان به صورت تجربی پیدا کرد).
راه حل های دستگاهی

کالیبره کردن دستگاه به درستی به دقت چاپ کمک زیادی می کند
شاید مهم ترین راه برای دستیابی به حداکثر دقت چاپ و ماندن در محدوده تلرانس، کالیبره کردن پرینتر باشد. یک پرینتر با کالیبره ضعیف منجر به ایجاد قطعاتی می شود که صاف نیستند، ابعاد مناسبی ندارند و متناسب با یکدیگر نیستند. ماشینهای سطح حرفهای ممکن است تا حدودی این را جبران کنند، اما همچنان نیازمند نگهداری و کالیبراسیون منظم هستند.
از آنجایی که کالیبراسیون ضعیف می تواند تمام تلاش های شما را در طراحی و اسلایس برای برآورده کردن تلرانس منسوخ کند، اهمیت کالیبراسیون دستگاه را نمی توان دست کم گرفت. ممکن است بخواهید از یک مکعب تست برای بررسی درست بودن همه چیز قبل از شروع استفاده کنید.
همچنین مهم است که نازل ها و فیلامنت های با کیفیت خوب را انتخاب کنید، زیرا دقت ابعادی قطعه شما به شدت به این فرض بستگی دارد که فیلامنت اکسترود شده در واقع همان عرضی است که باید باشد. انحرافات قابل توجه در قطر فیلامنت یا نازلهای ضعیف ماشینکاری شده تأثیر فوری بر تلرانس های احتمالی پرینت شما خواهد داشت.
راه حل های پردازش پس از تولید

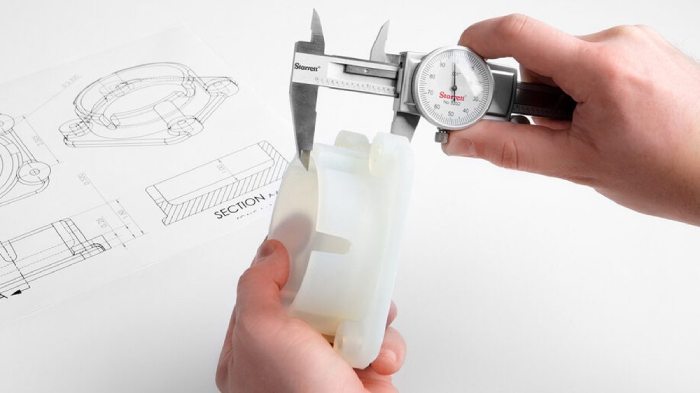
سنباده زدن قطعات یک راه رایج و موثر برای رساندن قطعه به مشخصات مورد نظر است
حتی پس از تمام کالیبراسیون، طراحی مناسب و تنظیمات خاص اسلایسر، گاهی اوقات قطعات هنوز از تلرانس خارج می شوند. در این صورت، آنها باید با پردازش پس از تولید اصلاح شوند.
هیچ شرمی در پذیرش نیاز به پردازش وجود ندارد. حتی با وجود مراکز ماشینکاری بسیار دقیق CNC که هزینه هی بالایی دارند، گاهی اوقات لازم است که برخی از قطعات را پردازش پس از تولید انجام دهید تا آنها متناسب و مطابق با مشخصات باشند.
توجه به این نکته مهم است که پردازش معمولاً به روشهای تفریقی اشاره دارد، بنابراین معمولاً بیشتر مربوط به قطعاتی است که بزرگتر از اندازه کوچک هستند. در اینجا چند نکته کلیدی برای پایین آوردن قطعات خود به ابعاد طراحی شده آورده شده است.
- برای برداشتن پای فیل، بقایای باقیمانده و سایر مصنوعات چاپی، قطعات را سنباده و سوهان بزنید.
- اندازه گیری قطعات را در حین پردازش ادامه دهید تا زمانی که به ابعاد دلخواه برسید.
- سوراخ پرینت سه بعدی را با دریل سایز کنید.
- سعی کنید در صورت امکان از ساپورت خودداری کنید. دریل کردن مجدد سوراخ بسیار ساده تر از تلاش برای باز کردن ساپورت های کوچک با یک انبر است.
در نهایت، در برخی موارد باید اذعان کنیم که برخی از الزامات ابعاد هندسی و تحمل (GD&T) نمیتوانند به راحتی در سطح DIY انجام شوند. به عنوان مثال، آزمایش و تصحیح خروجی یک شفت پرینت سه بعدی فراتر از آن چیزی است که اکثر تنظیمات می توانند به آن دست یابند. اما امیدواریم که پیروی از دستورالعملهای ارائه شده در این مقاله باعث صرفهجویی در پرینتهای غیر ضروری و عملیات های پردازش و تکرار شود!
ترجمه و جمع آوری : واحد خدمات و تحقیق و توسعه پرینتر های سه بعدی ثمین samin3d



