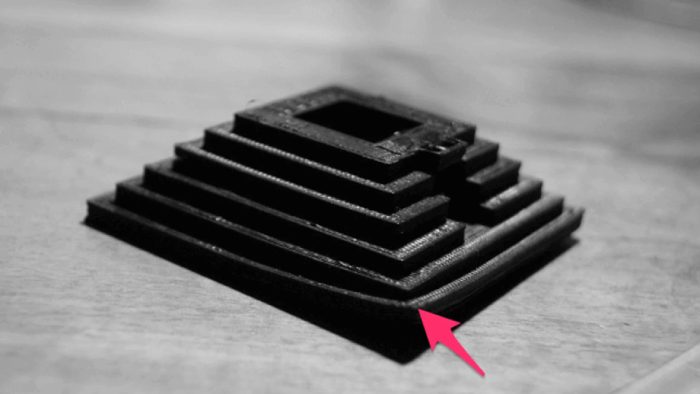
اعوجاج : در نهایت، راهی برای اندازه گیری آن وجود دارد
 دسترسی سریع
دسترسی سریع
چرا مقدار اعوجاج مهم است؟
پرینت سه بعدی نشانگر اعوجاج استاندارد ندارد؛ زیرا اعوجاج / انقباض برای پرینت سه بعدی با انقباض پلاستیک در مواردی مانند قالب گیری تزریقی یکی نیست. در پرینت سه بعدی، مواد لایه به لایه و در یک بازه ی زمانی خاص اعمال میشوند. این امر منجر به وقوع فرآیند حرارتی پیچیدهای میگردد که نمیتوانید آن را با روشهایی مقایسه نمایید که در آن پلاستیک در یک بار اجرا گرم و فرآوری میشود.
اکثر سازندگان فیلامنت ادعا می کنند که مواد آنها «بدون» یا «تقریبا بدون» اعوجاج است. اما این ادعا چگونه اعتبارسنجی می شود؟ به طور کلی، این جملات، عبارات بازاریابی توخالی هستند.
چگونه می توانید اعوجاج را اندازه گیری نمایید؟
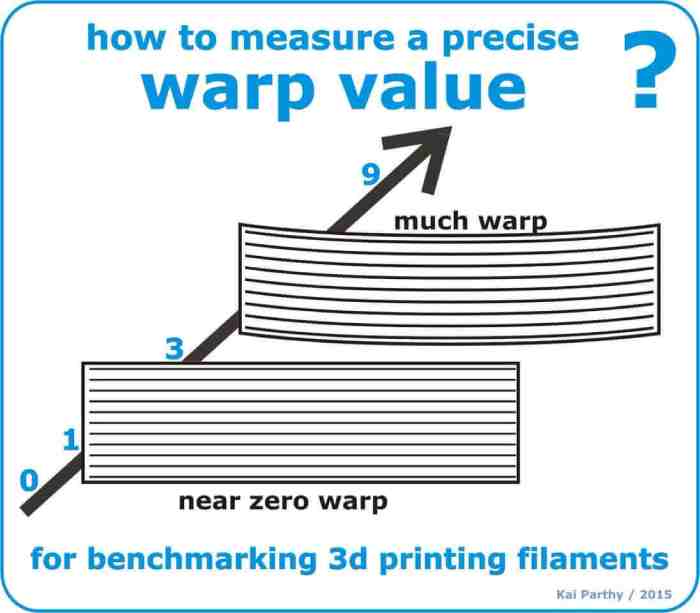
همانطور که درمورد پرینت های سه بعدی خود می دانید، با اشیای مختلف و در پرینترهای گوناگون، نتایج متفاوتی دریافت خواهید نمود. برای شمارهگذاری، طبقهبندی و استانداردسازی این عوامل، Kai Parthy رویهای را برای «نامگذاری» اعوجاج / انقباض پرینت سهبعدی ایجاد کرد.
او آن را «شاخص اعوجاج» می نامد.
این امر به هیچ وجه راهی برای جلوگیری از بروز اعوجاج نیست. بلکه روشی برای یافتن عامل اعوجاج ماده ی شما بوده و به گونه ای استانداردسازی شده که آن را در هر پرینتر سه بعدی امکان پذیر نماید. اکنون می توانید بسته به اندازه (مورد استفاده) شئ مورد نظر خود، ارزیابی کنید که از کدام ماده استفاده نمایید.
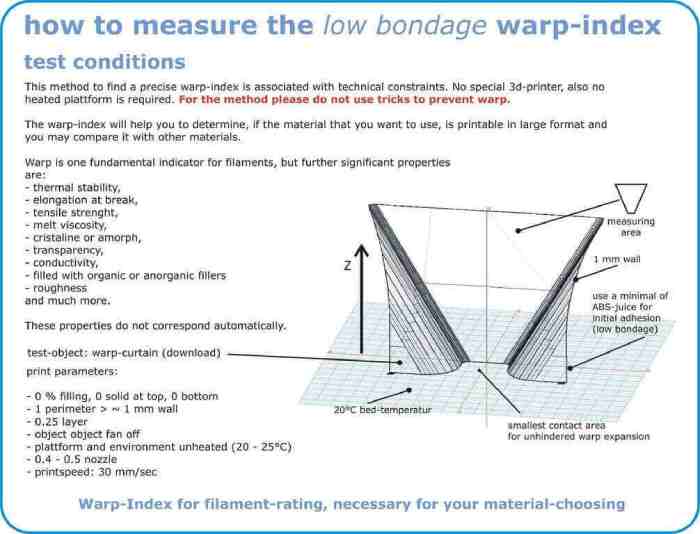
Kai Parthy جسمی را مهندسی کرد که به طور مکانیکی از تاثیرات دیگری به جز اعوجاج جدا شده و روشی برای اندازه گیری است که هر کسی می تواند با ابزارهای ساده انجام دهد. تنها چیزی که به آن نیاز دارید، یک پرینتر سه بعدی، یک نشانگر دائمی، یک نرم افزار گرافیکی (به عنوان مثال Inkscape)، یک اسکنر تخت و یک ماشین حساب است.

در اینجا نحوه ی اندازه گیری اعوجاج آورده شده است
پرینت باید روی بستر چاپ سرد انجام شود. از هیچ روش پیشگیری از اعوجاج استفاده نکنید؛ این امر ممکن است نتایج را تحریف نماید. برای چسباندن جسم به بستر، از «نوار آبی» و «رنگ ABS» استفاده کنید.
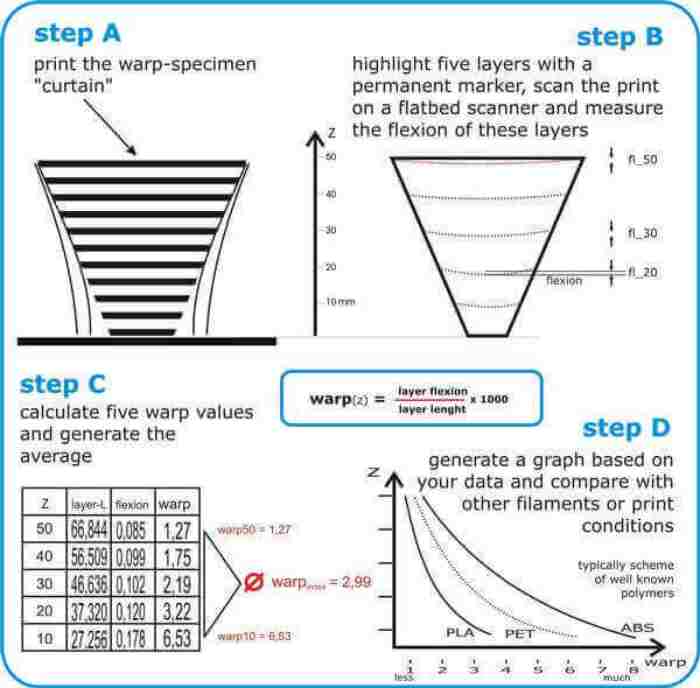
- نمونه ی آزمایشی «پرده» را از صفحه ی Kai Parthys چاپ کنید. آن را روی ارتفاعات Z مشخص شده (رجوع کنید به گزارشات) با یک نشانگر دائمی علامت زده و شئ را روی اسکنر بستر تخت (دو بعدی) خود اسکن کنید. ممکن است به دلیل ابعاد اشیا نتوانید قسمت بالایی اسکنر خود را ببندید؛ بنابراین باید آن را با مقداری پارچه (سیاه) بپوشانید.
- یک اسکن با کیفیت بالا (bmp.) انجام داده و آن را در نرم افزار گرافیکی خود باز کنید. پایه ی هر لایه ی علامت گذاری شده (به ازای ارتفاع Z از پیش تعیین شده) را با ابزار نرم افزار گرافیکی خود دنبال کنید. این کار به شما امکان می دهد تا خطوط آزاد (منحنی) را در مراحل بسیار کوچک ترسیم نمایید. یک خط دوم (مستقیم) را از یک سر منحنی به انتهای دیگر آن وصل کنید.
- از ابزار اندازه گیری نرم افزار گرافیکی خود برای اندازه گیری فاصله ی (تا 100/1 میلیمتر) هر دو خط در وسط جهت X، جایی که بیشترین خمش رخ می دهد، استفاده کنید. به مقادیر ارزیابی شده برای هر ارتفاع Z از پیش تعیین شده توجه داشته و شاخص اعوجاج را بر اساس روشی که در گزارشات نشان داده شده است، محاسبه نمایید.
حال میتوانید بهترین ترکیب لایه / دما / سرعت را برای مواد خود ارزیابی نموده و بررسی کنید که آیا سازنده ی فیلامنت، حقیقت را گفته است یا خیر.
ترجمه و جمع آوری : واحد خدمات و تحقیق و توسعه پرینتر های سه بعدی ثمین samin3d



