چاپ سه بعدی شفاف
- علمی و تحقیقاتی
نازنین حسنی
- 0
- 3 دقیقه خوانده شده
فیلامنت شفاف PLA
چاپ سهبعدی شفاف در نمونههای اولیه، پزشکی، معماری و محصولات مصرفی کاربرد گستردهای دارد. با انتخاب مواد مناسب، روش چاپ درست و پرداخت نهایی میتوان به قطعاتی شفاف و باکیفیت دست یافت.
طراحان محصول به نمونههای اولیهی بطریهای شفاف نیاز دارند، دندانپزشکان به راهنماهای جراحی سهبعدی شفاف اهمیت میدهند، و شفافیت در چراغها، ماکتهای معماری و حتی اسباببازیهای چاپ سهبعدی یک ویژگی ارزشمند به حساب میآید. پیشرفتهای مواد باعث تولید قطعات شفافتر از گذشته شده است؛ بهطوری که حتی عدسیهای طبی و نمایشگرهای مخصوص فناوری واقعیت افزوده نیز با چاپ سهبعدی ساخته میشوند. با این حال، چاپهایی با شفافیت کامل و کیفیت عدسی هنوز خارج از پرینترهای صنعتی بهندرت دیده میشود.
فارغ از اینکه چه پرینتر سهبعدی در اختیار دارید، گزینههای مختلفی برای تولید قطعات شفاف وجود دارد؛ از فیلامنتهای شفاف ارزانقیمت به همراه چند مرحله پرداخت نهایی گرفته تا رزینهای صنعتی پیشرفته روی پرینترهای حرفهای. با این حال باید توجه داشت که شفافیت در چاپ سهبعدی حاصل ترکیب چند عامل است: روش چاپ، جنس ماده و پرداخت نهایی؛ اما نقطهی آغاز همهچیز شکل قطعهی شما است.
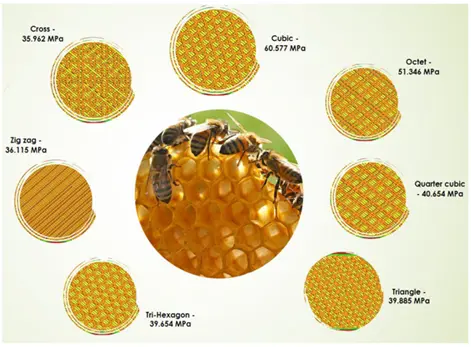
حتی زمانی که خودِ ماده توانایی شفاف بودن را دارد، ظاهر نهایی بهشدت به هندسهی قطعه وابسته است. شفافیت تحت تأثیر نحوهی عبور نور از ماده قرار میگیرد، بنابراین اشکال خمیده، ضخیم یا پرجزئیات میتوانند نور را خم کنند، پخش کنند یا درون قطعه به دام بیندازند و باعث شوند قطعه کدر یا مات به نظر برسد. برای نمونه، یک مکعب توپر از رزین شفاف شبیه شیشهی یخزده دیده میشود مگر اینکه سنبادهکاری و پولیش شود، در حالی که یک پنل تخت و نازک، درست پس از چاپ بسیار شفافتر خواهد بود.
ضخامت دیوارههای قطعه نیز بر شفافیت نهایی تأثیر میگذارد. اگر دیوارهها خیلی نازک باشند (کمتر از ۱.۵ میلیمتر)، ممکن است تاب بردارند، ترک بخورند یا بهطور ناهموار پخت شوند. از سوی دیگر، دیوارههای خیلی ضخیم (بیش از ۱۰ میلیمتر) گاهی گرما و رزین اضافی را درون خود نگه میدارند و باعث کدر شدن میشوند. برای بهترین نتیجه، ضخامت دیوارهها را حدود ۲ تا ۵ میلیمتر در نظر بگیرید.
در ادامه بررسی میکنیم که چگونه میتوان با استفاده از فناوری FDM و سایر روشها به سطوح مختلفی از شفافیت دست یافت.
راههای مختلف برای شفاف بودن :
انواع متعددی از مواد نیمهشفاف برای چاپ سهبعدی وجود دارد که تقریباً همه از جنس پلاستیک هستند. هرچند در زمینهی چاپ سهبعدی شیشه و سیلیکون نیز پیشرفتهایی حاصل شده، اما پلیمرها همچنان در دسترسترین مواد به شمار میروند. در اینجا تمرکز ما بر مواد واقعاً شفاف و در دسترس است. ابتدا به یکی از روش های اصلی چاپ سهبعدی شفاف (FDM) میپردازیم، اما باید توجه داشت که قطعات شفاف تا حد زیادی به مراحل پرداخت نهایی وابستهاند؛ که در بخش نکات پس از پردازش توضیح داده میشود.
چاپ سه بعدی FDM برای قطعات شفاف :

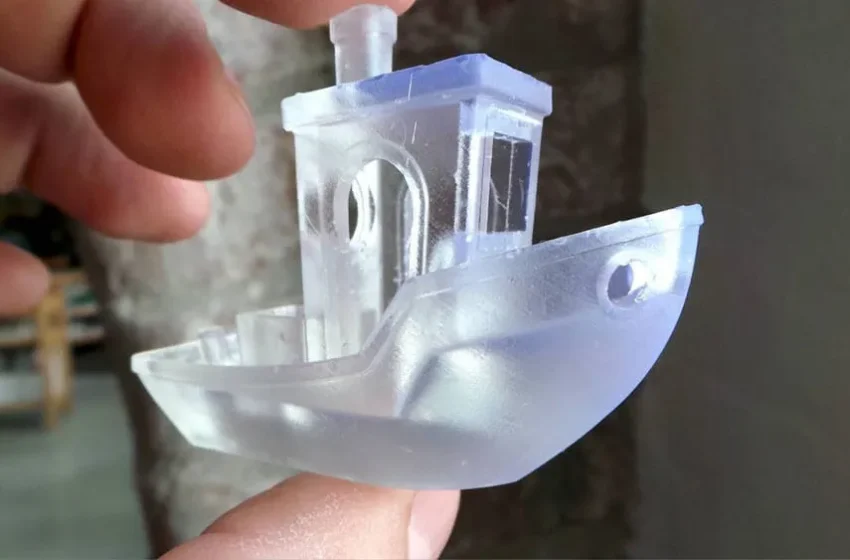
مدلسازی رسوب ذوبشده (FDM) این امکان را فراهم میکند که با استفاده از فیلامنت شفاف، قطعات شفاف چاپ کنید. با این حال، در پرینتهای واقعی FDM، خطوط لایه و حفرههای هوا نور را پراکنده میکنند، بنابراین حتی شفافترین پلیمر بدون پرداخت نهایی (سنبادهکاری، پرداخت بخار برای برخی پلاستیکها) شبیه ورق آکریلیک به نظر نخواهد رسید؛ فیلامنتهای شفاف در انواع پلیمرهای زیر موجود هستند:
اگر این چهار پلیمر برای انتخاب در دسترس باشند:
- PMMA بهطور طبیعی شفافترین است و با پولیش میتواند ظاهر نزدیک به شیشه ایجاد کند. عبور نور آن تقریباً ٪۹۲ است (نزدیک به شیشه)؛ اما شکننده است و در چاپ FDM ممکن است ترک بخورد.
- پلیکربنات (PC) شفافیت بسیار خوبی دارد (~٪۸۹ عبور نور) و نسبت به PMMA مقاومتر و پایدارتر در برابر ضربه و حرارت است. برای چاپ به دمای بالا نیاز دارد، اما با چاپ آهسته و پرداخت نهایی میتواند شفافیت بالایی داشته باشد.
- PETG بهطور طبیعی نیمهشفاف است و عبور نور آن حدود ۸۸ تا۹۰٪ است، اما با تنظیمات بهینه (دمای بالا، سرعت کم، لایههای ضخیمتر، پولیش) میتوان شفافیت بیشتری به دست آورد. PETG نسبت به PC و PMMA ارزانتر و چاپ آن آسانتر است.
- PLA در حالت «شفاف» موجود است، اما معمولاً حتی با پرداخت نهایی ظاهر آن شیری یا نیمهشفاف است و شبیه شیشه نمیشود.
اگر قصد چاپ اقلام بزرگ مانند چراغ یا تابلو را دارید، استفاده از مواد شفاف به صورت گرانول و سیستمهای اکستروژن گرانولی اقتصادیتر است. این گرانولها اغلب همان موادی هستند که در تزریق پلاستیک استفاده میشوند و تنوع آنها بیشتر از فیلامنتهاست، اما معمولاً در مقادیر کوچک فروخته نمیشوند.
نکات چاپ FDM :
هنگام چاپ با روش FDM، تنظیمات خاصی میتوانند کیفیت چاپ را بهبود بخشند. به عنوان مثال، باید از دمای بالاتر نازل، ارتفاع لایه بزرگتر و پرکنندگی (infill) کم استفاده کنید. این مراحل اطمینان میدهند که ماده شفاف بهدرستی ذوب شده، با فاصله مناسب قرار گرفته و بهاندازه کافی توخالی است تا شفافیت بهینه ایجاد شود. همچنین به جهتگیری قطعه توجه کنید. آیا به شفافیت عمود بر محور Z، در صفحه XY یا شفافیت کامل نیاز دارید؟ برای ساخت یک گلدان شفاف، احتمالاً فقط به شفافیت در محورهای X و Y (در عرض آن) نیاز دارید. برای ساخت یک پنجره تخت، تنها به شفافیت در محور Z نیاز است. برای شفافیت کامل، باید در تمام محورها شفافیت داشته باشید.
برای دستیابی به شفافیت در محورهای X و Y، نیاز به ارتفاع لایههای بزرگ نسبت به اندازه نازل استفادهشده است. لایههای بزرگتر و کرویتر نور را کمتر میشکنند و در نتیجه قطعات چاپ سهبعدی شفافتری ایجاد میکنند. طبق گفته تولیدکننده مواد Taulman3D، چاپ با 70٪ تا 90٪ قطر نازل منجر به چاپهای شفافتر میشود.
بهترین تنظیمات چاپ FDM برای بهبود شفافیت :
- چاپ کندتر (25٪ تا 30٪ سرعت معمول چاپ)
- چاپ لایههای ضخیمتر با استفاده از نازل بزرگتر
- چاپ با 70٪ تا 90٪ قطر نازل برای کاهش شکست نور
- استفاده از بالاترین دمای نازل در محدوده فیلامنت (برای اطمینان از ذوب کامل پلاستیک و کاهش حبابهای میکروسکوپی)
- استفاده از نرخ جریان بالای 100٪ (مانند 108٪)
- استفاده از پرکنندگی تکجهته
- غیرفعال کردن فن یا خنککننده چاپ، زیرا خنکسازی سریع میتواند منجر به ایجاد حبابهای میکروسکوپی شود.
نکات پس از پردازش برای شفافترین قطعات FDM :
برای چاپهای FDM، سنبادهزنی خطوط لایهای ضروری است. بعد از اینکه مقداری از سطح قطعه را صیقل دادید، وقت آن است که مادهای اضافه کنید. پوشش شفاف یا Clear coat اغلب نادیده گرفته میشود، اما روشی ساده، مؤثر و سریع برای صاف کردن، پر کردن نواقص و افزایش شفافیت قطعات شفاف است. پوششهای شفاف و لاکها در انواع مختلف مات، ساتن، نیمهبراق و براق عرضه میشوند.
روش اجرا :
- لاک را از فاصله حدود 30 سانتیمتری اسپری کنید و در حین اسپری کردن بهصورت افقی حرکت کنید تا پوشش یکنواخت باشد و از اسپری بیش از حد جلوگیری شود.
- بسته به نوع اسپری، ممکن است لازم باشد حداقل 24 ساعت در دمای اتاق صبر کنید تا قطعه خشک شود.
- پس از خشک شدن، دوباره با کاغذ سنباده بسیار نرم (1000 یا بالاتر) سنباده بزنید تا نواقص پوشش، مانند ذرات گرد و غبار، اسپری بیش از حد برطرف شود. پس از سنبادهزنی، قطعه را با آب شستوشو دهید و مطمئن شوید که قطعه قبل از اعمال لایه بعدی، خشک و عاری از گرد و غبار است.
بسته به زبری و ناهمواری سطح، ممکن است نیاز به اعمال لایههای اضافی لاک داشته باشید. اما احتیاط کنید و از اعمال لایههای ضخیم و سنگین لاک خودداری کنید، چون سطح چسبناک و خشکنشدنی ایجاد میکند. برخی فیلامنتهای FDM را میتوان با حلالها نیز صیقل داد، اما باید مراقب بود چون همه مواد FDM این امکان را ندارند. بهعنوان مثال، استفاده از حلال روی قطعات ABS باعث ظاهر کدر و ناخوشایند میشود.
مثال خاص: فیلامنت PolySmooth مخصوص قطعات شفاف طراحی شده است. این فیلامنت را میتوان با اتانول اسپری کرد و چند روز اجازه داد تا خشک شود. چند بار اعمال مجدد، قطعه را شفاف میکند، اما ممکن است پایداری ابعادی قطعه کاهش یابد.
همانطور که در بالا اشاره شد، مواد فیلامنتی برای چاپ سهبعدی شامل پلاستیکهای مختلفی از جمله PMMA، PLA، PETG، ABS و پلیکربنات هستند. در میان اینها، PLA و ABS رایجترین مواد هستند، بهطوری که PLA یکی از سادهترین مواد برای کار است و شفافیت بسیار خوبی ارائه میدهد. اگر قطعات شما نیازهای مکانیکی دیگری مانند مقاومت در برابر شرایط بیرونی داشته باشند، بهتر است از PETG یا پلیکربنات استفاده کنید.
منابع :
https://all3dp.com/2/transparent-3d-printing-create-transparent-parts/