نحوه ی استفاده از برج دمایی در اسلایسر Cura
- علمی و تحقیقاتی
فاطمه کلانکی
- 0
- 8 دقیقه خوانده شده

پرینت برج دمایی، به خصوص هنگام کار با یک فیلامنت جدید، کلیدی برای بهبود فرآیند چاپ شما است. در این مقاله، نحوه ی راه اندازی یک برج دمایی Cura و چگونگی بررسی قطعه ی ساخته شده را مورد بحث قرار خواهیم داد.
مقدمه
برج های دمایی برای کمک به استفاده از فیلامنت شما در بهترین حالت طراحی شده اند. در اصل، آنها مدل هایی هستند که شامل تغییرات دمایی پس از ساخت تعداد مشخصی از لایه ها یا رسیدن به فاصله ی معینی در محور Z هستند. هنگامی که پرینت مدل به پایان رسید، این فرصت را به شما میدهد تا همه ی بخش های دمایی را مقایسه نموده و تصمیم بگیرید که کدام یک به بهترین وجه با نیازهای شما مطابقت دارد.
مدل برج دمایی

برخی از طرح ها به سادگی بلوکهایی هستند که روی هم چیده شده اند. بعضی دیگر علاوه بر بررسی دما، جزئیات و آزمایشهای بیشتری را نیز ارائه میدهند.
با این حال، اگر در طراحی سه بعدی مهارت دارید، ممکن است بخواهید برج دمایی خاص خود را طراحی نمایید. این امر به شما این فرصت را می دهد تا بر روی نکاتی که برای شما مهم هستند، تمرکز کنید. نقطه ی کلیدی طراحی، نحوه ی اندازه گیری فاصله ی میان تغییرات دمایی خواهد بود. این کار را میتوان با شمارش لایه ها یا به وسیله ی اندازه گیری میزان افزایش در امتداد محور Z انجام داد. هر دو مورد در ادامه توضیح داده شده است.
در طراحی برج خود می توانید به هر اندازه که بخواهید، ساده یا فانتزی عمل نمایید. فقط به خاطر داشته باشید که برای سهولت مقایسه، روشی برای نشان دادن محل وقوع تغییرات دمایی در نظر بگیرید.
راه اندازی CURA
برای شروع فرآیند، باید فایل STL انتخابی خود را در Cura با انتخاب«Open File(s) » از منوی File باز کنید. فایلی را که دانلود یا طراحی نموده اید، انتخاب کنید. پس از انجام این کار، می توانید شروع به انجام تنظیمات نمایید.
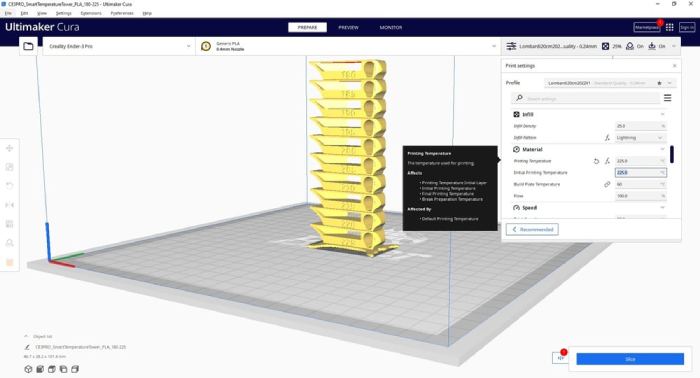
- تنظیمات دما: دمای پرینت باید در حدی تنظیم شود که با اولین بلوک در برج شما مطابقت داشته و هات اند پرینتر بتواند برای شروع تا دمای مناسب گرم شود. استفاده از صفحه ی ساخت گرم شده در بیشتر موارد به چسبندگی کمک نموده و می توانید آن را روی مقداری تنظیم کنید که می دانید برای مواد مورد استفاده، بهترین میزان است.
- سرعت پرینت: سرعت پرینت باید روی مقداری تنظیم شود که پرینتر شما بتواند به راحتی از عهده ی آن برآید. به عنوان مثال، یک پرینترهای ثمین را میتوان در حدود 60 میلیمتر بر ثانیه هنگام چاپ PLA تنظیم نمود.
- تراکم داخلی: به طور کلی، تنظیمات مربوط به تراکم داخلی (Infill) می تواند نسبتا کم و ساده باشد. به طور متوسط، مقدار 20% در کیورا نقطه ی شروع خوبی است برای اطمینان از این که برج سست نبوده و اگر برخی از لایه ها به خوبی به یکدیگر نچسبیده باشند، می تواند وزن خود را حفظ نماید.
- ارتفاع لایه: این امر برای آزمایشهای برج دمایی بسیار مهم بوده و باید ارتفاع لایه را با دقت تنظیم کنید تا مطمئن شوید پرینتر سه بعدی شما میتواند در نقاطی که نیاز دارید، تغییر نماید. به طور کلی، پذیرفته شده است که ارتفاع لایه ی 0.2 میلیمتری، در حالی عدد گرد خوبی برای کار می باشد (جمع پنج لایه 1 میلیمتر است) که یک مقدار قابل استفاده برای ارتفاع لایه در خود چاپ نیز محسوب می شود.
افزودن تغییرات دمایی
اینجاست که در مقایسه با یک فایل پرینت سه بعدی معمولی، اوضاع کمی متفاوت می شود.
در اینجا، تغییراتی را به G-کد اضافه میکنید تا به پرینتر بگویید چه زمانی و به چه مقداری میخواهید دما تغییر کند. با توجه به مقادیر خاص، اگر فایلی را دانلود کردهاید، معمولا دستورالعملهایی وجود دارد که توضیح میدهد آن را روی چه مقداری تنظیم نمایید. اگر از یک برج طراحی خودکار استفاده می کنید، باید کمی ریاضی بدانید تا بفهمید کدام مقادیر برای فایل شما بهتر است.
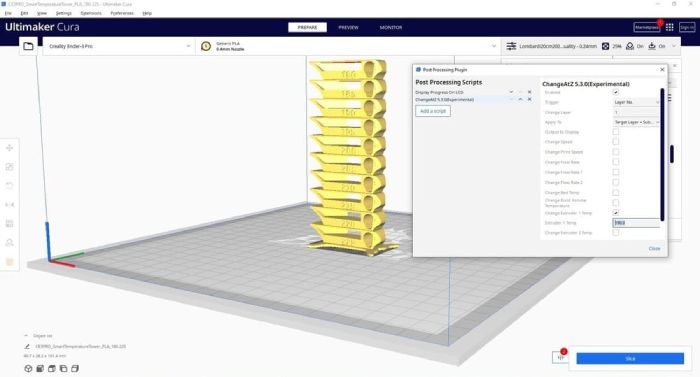
- برای دسترسی به صفحه، به « Extensions»، سپس « Post Processing» و پس از آن « Modify G-Code » بروید. پنجره ی جدیدی باز می شود که گزینه هایی را برای اضافه کردن آنچه نیاز دارید در اختیار شما قرار میدهد.
- « Add a script» و سپس « Change at Z» را انتخاب نمایید. با این کار تعدادی تنظیمات نمایش داده می شود که به شما امکان می دهد تا فایل خود را بر اساس ارتفاع محور Z یا شماره ی لایه تنظیم کنید.
- تنظیم «Apply to» را روی « Target Layer + Subsequent» قرار دهید. این بدان معنی است که دما در لایه ی تنظیم شده تغییر نموده و آن دما را تا اتمام پرینت یا زمانی که تعیین می شود تا دوباره تغییر کند، حفظ می نماید.
- دکمه ی «Change Extruder 1 Temp» را فعال کنید؛ سپس دمای مورد نظر را انتخاب نمایید.
- مراحل 2 تا 3 را برای بخش های مختلف دمایی که برای فایل انتخابی خود نیاز دارید، تکرار کنید.
نحوه ی خواندن نتایج

در پایان روز، زیبایی در چشم بیننده بوده و ارزیابی آنچه فکر میکنید بهترین کار را انجام میدهد، از فردی به فرد دیگر و پرینتی به پرینت دیگر متفاوت خواهد بود. برج دمایی تنها ابزاری نیست که باید از آن استفاده نمایید تا مطمئن شوید که پرینتهایتان تا حد ممکن به چیزی که نیاز دارید نزدیک میشوند؛ اما میتواند به شما در جهت دستیابی به بهترین تنظیمات کمک کند.
سه مورد متداول که مردم برای ارزیابی از برج های دمایی استفاده می کنند عبارتند از چسبندگی لایه، رشته ای شدن و همچنین کیفیت سطح چاپ. بیایید هر یک از این نکات را با جزئیات بیشتری مورد بحث قرار دهیم.
چسبندگی لایه
چسبندگی لایه رایج ترین جنبه ی کیفیت چاپ بوده و معمولا افراد در برج های دمایی به دنبال آن هستند. تغییرات دما، نحوه ی اتصال لایه ها به یکدیگر را تغییر داده، هم بر استحکام مدل و هم بر ظاهر آن تاثیر می گذارد.
اگر مواد به اندازه ی کافی ذوب نشود، ممکن است به درستی به لایه ی زیر آن متصل نگردد. این بدان معنی است که شما نقاط ضعفی در اتصالات لایه خواهید داشت که می تواند منجر به خرابی پرینت یا شکننده شدن قطعه ی نهایی شود. هنگامی که عمل چاپ به پایان رسید، این امر آشکارتر خواهد شد؛ زیرا لایه ها را می توان از یکدیگر جدا نمود. همچنین ممکن است شکاف هایی میان لایه ها وجود داشته باشد.
رشته ای شدن
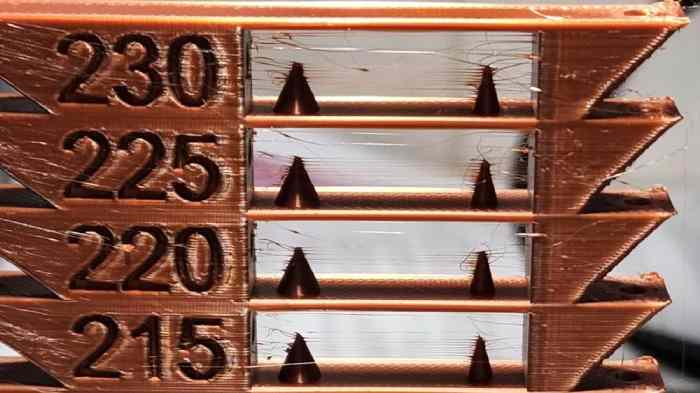
یکی دیگر از معیارهای متداول، میزان رشته های ایجاد شده ناشی از تنظیمات مختلف دمایی است. در حالی که این عامل به اندازه ی چسبندگی لایه روی پرینت تاثیر نمی گذارد، یک شاخص کلیدی است که نشان می دهد آیا فرآیند چاپ به درستی تنظیم شده است یا خیر. ایجاد رشته های بیشتر به این معنی است که پس پردازش بیشتری مورد نیاز خواهد بود و هنگامی که زمان عاملی حیاتی باشد، می تواند یک عامل تعیین کننده محسوب شود.
رشته ای شدن زمانی اتفاق می افتد که مقدار کمی از فیلامنت در حین حرکت از نقطه ای به نقطه ی دیگر از نازل خارج شود. این امر می تواند از نظر ظاهری متفاوت باشد؛ اما اغلب شبیه موهای رشته ای ظریف میان دو نقطه ای است که نباید به هم وصل شوند.
کیفیت سطح چاپ
کیفیت سطح چاپ اغلب به تنظیم دمای اشتباه برای یک فیلامنت مرتبط نیست؛ اما این دو بیشتر از آنچه مردم تصور میکنند به هم مربوط میشوند.
اگر مواد به طور ثابت و یکنواخت ذوب نشود، جزئیات پرینت از دست خواهد رفت. این امر می تواند به اشکال مختلفی نشان داده شود؛ از جمله حباب ها یا لکه های روی سطح و یا منحنی هایی که به دلیل عدم اتصال لایه ها، به صورت صاف به نظر میرسند.
ترجمه و جمع آوری : واحد خدمات و تحقیق و توسعه پرینتر های سه بعدی ثمین samin3d