جدا شدن لایههای مدل سه بعدی: 8 راه پیشنهادی برای جلوگیری از لایه لایه شدن
- تعمیرات و عیب یابی علمی و تحقیقاتی
فاطمه کلانکی
- 0
- 9 دقیقه خوانده شده

“چندین روش برای جلوگیری از لایه لایه شدن مدل سه بعدی وجود دارد. با استفاده از این راهحلهای پیشنهادی از بروز این مشکل جلوگیری کنید!
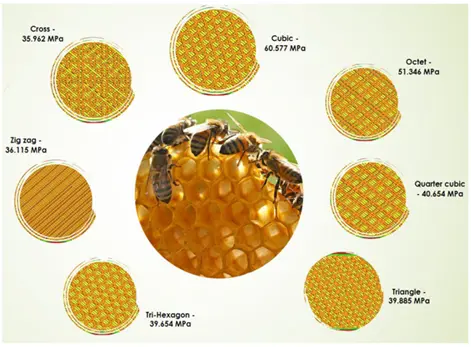
جدا شدن لایهها یا به عبارتی لایه لایه شدن مدل، یکی از مشکلات چاپ سه بعدی است که میتواند بر اثر چسبندگی ضعیف لایهها ایجاد شود. این مشکل مشابه مشکل چسبندگی ضعیف لایه اول میباشد که در اثر پیوند ضعیف بین بد و لایه اول چاپ بوجود میآید. لایه لایه شدن مدل در اثر ضعف پیوندهای هر لایه ایجاد میشود.”
قرارگیری لایهها در کنار یکدیگر
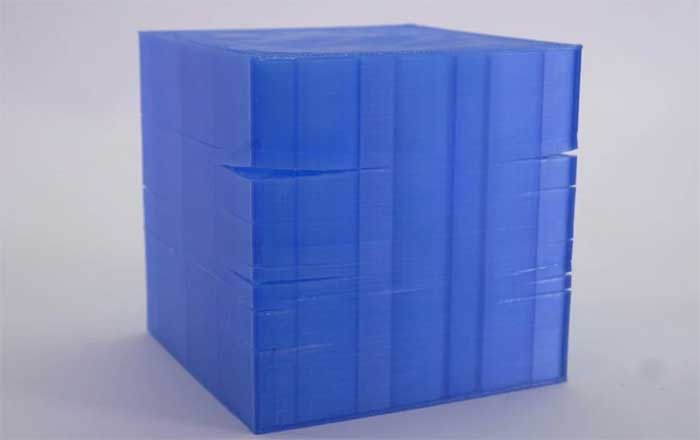
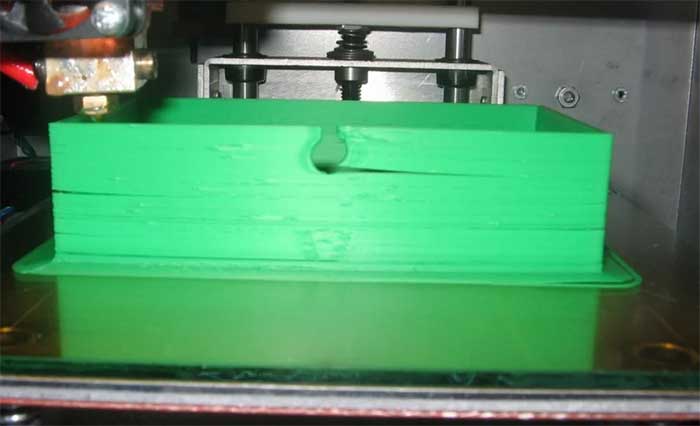
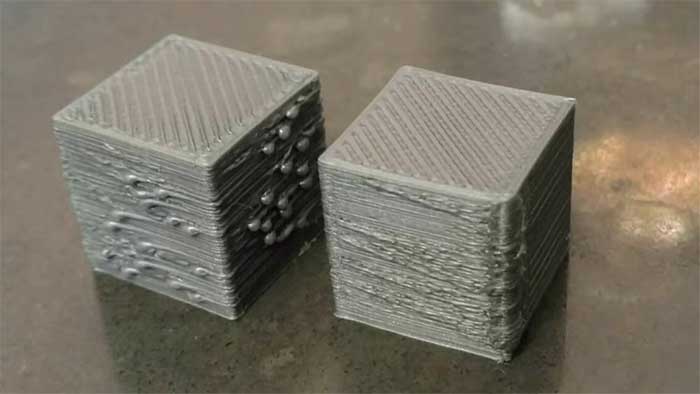
جداسازی لایه ها زمانی اتفاق می افتد که مدل در قسمت میانی تاب برداشته و لایه ها به هم نمی چسبند.
چسبندگی ضعیف لایه اول میتواند منجر به تاب برداشتن قسمتی از مدل شود در حالیکه جدا شدن لایهها میتواند ترک چشمگیری در قطعه ها ایجاد کند. لایه لایه شدن بر اثر چسبندگی ضعیف لایهها ایجاد میشود؛ درست زمانی که یک لایه به اندازه کافی به لایه زیرین نمیچسبد. این مشکل میتواند دلایل مختلفی، از جمله دمای بسیار پائین، سرد شدن بیش از حد، طول زیاد لایهها، هات اند کثیف و موارد دیگر، داشته باشد.
این مقاله به بررسی علت و راههای مختلفی که به جلوگیری از لایه لایه شدن (به معنای واقعی کلمه) در چاپ سه بعدی کمک میکنند، میپردازد.
راهحل پیشنهادی 1: هات اند را تمیز کنید.

تمیز کردن هات اند و نازل به بهتر کردن اکستروژن کمک میکند.
هات اند ممکن است پس از استفاده طولانی مدت کمی کثیف و احتمالا حدی (یا به طور کامل) مسدود شده باشد. یک انسداد جزئی (یا کامل) به طور قابل توجهی روی اکسترود کردن پرینتر شما تاثیر میگذارد. کاهش مواد اکسترود شده میتواند چسبندگی بین لایهها را کاهش داده و مشکلاتی از قبیل لایه لایه شدن مدل ایجاد کند.
بنابراین اولین راهحل پیشنهادی ما این است که هر چند وقت یکبار هات اند پرینتر سه بعدی خود را تمیز کنید تا مطمئن شوید اکسترودر فاقد هرگونه انسداد و گرفتگی است. برای انجام این کار دمای هات اند را به دمای چاپ برسانید و (با استفاده از قطعهای فلزی) رسوبات داخل هات اند را بیرون بیاورید. علاوه بر این فراموش نکنید که با استفاده از سوزن نازل خود را تمیز کنید. و اگر میبینید بازهم درست نشد ، میتوانید با نازل جدید و ارزان دیگری تعویض کنید. (با فرض اینکه از قطعه خاصی استفاده نمیکنید.)
از آنجا که تمیز کردن هات اند و نازل دردسر چندانی ندارد، بهتر است به عنوان یک اقدام پیشگیرانه هر چند وقت یکبار انجام شود حتی اگر اثری از لایه لایه شدن وجود نداشته باشد. با این کار احتمال بروز سایر مسائل مربوط به کیفیت چاپ در آینده کاهش مییابد.
راهحل پیشنهادی 2: سرعت چاپ را کاهش دهید.
اگر سرعت چاپ شما بیش از حد بالا باشد و اکستروژن تحت تأثیر قرار گیرد ، لایه لایه شدن رخ میدهد.
دومین راهحل پیشنهادی ما کاهش سرعت چاپ میباشد که راهحل مناسبی برای بسیاری از مشکلات چاپ سه بعدی است اما باعث افزایش اکستروژن در حین چاپ میشود.
اگر علاقه دارید که با عجله چاپ کنید و تنظیمات سرعت را بالاتر از توصیه سازنده فیلامنت قرار دادهاید، این راه میتواند باعث بروز مشکلات مربوط به اکسترودر شود. اگرچه از نظر فنی سرعت چاپ بالا به معنای عبور سریع فیلامنت از نازل میباشد اما اگر دمای هات اند به اندازه کافی بالا نباشد با مشکلات مربوط به اکسترودر و جدا شدن احتمالی لایهها روبرو خواهید شد. کاهش سرعت چاپ زمان بیشتری را برای ذوب شدن فیلامنت و چسبیدن لایهها فراهم میکند.
هنگام تنظیم باید سرعت چاپ را، بسته به مواد مورد استفاده، با فواصل 5 تا 10 میلی متر بر ثانیه کاهش داده تا به 50% مقدار اصلی برسید. اگر هنوز مشکل پابرجاست به احتمال زیاد علت آن سرعت نیست.
راهحل پیشنهادی 3: دمای هات اند را افزایش دهید.
بالا بردن دمای هات اند میتواند جریان فیلامنت را بهتر کند.
سومین راهحل پیشنهادی ما برای حل مشکل لایه لایه شدن افزایش دمای هات اند میباشد که موجب افزایش اکسترود مواد میشود. هنگامی که دمای هات اند بسیار پایین است فیلامنت زمان کافی برای ذوب شدن ندارد و باعث ایجاد مشکلاتی مانند تزریق کم اکسترودر میشود. هرچند دمای هات اند بر میزان چسبندگی هر لایه در حین انجام چاپ و پس از آن نیز تاثیر میگذارد.
در اینکه بالا بود دمای نازل موجب تولید قطعات قویتر میشود شکی نیست و این ادعا در آزمایشاتی مانند آزمایشات CNC Kitchen بارها ثابت شده است. نازل هرچه داغتر باشد نرخ جریان فیلامنت بیشتر میشود و این مواد اضافی پیوند بین لایهها را افزایش میدهد. علاوه بر این لایههای فیلامنتی که مدل را میسازند برای بهم چسبیدن به گرما نیاز دارند بنابراین گرمای بیشتر به این فرآیند کمک میکند.
اگر درگیر مشکل تزریق کم اکسترودر یا موارد مشابه هستید، افزایش دما نقطه مناسبی برای شروع است. هنگام بالا بردن دمای هات اند برای بهبود چسبندگی لایهها و حل مشکل لایه لایه شدن مدل، بهتر است ابتدا دما را حدود 10 درجه سانتیگراد افزایش دهید.
اگر مشکل همچنان ادامه داشت، دمای نازل را با فواصل 5 درجه بالا ببرید. این کار را تا زمانی که مشکل برطرف شود یا به حداکثر ظرفیت دمای پرینتر برسید یا فراتر از محدوده دمای فیلامنت بروید، ادامه دهید. بعد از آن اگر همچنان لایه لایه شدن مدل را مشاهده کردید احتمالا دمای هات اند علت این مشکل نیست.
راهحل پیشنهادی 4: نرخ جریان را افزایش دهید.
افزایش بیش از حد نرخ جریان میتواند باعث تزریق بیش از حد اکسترودر شود.
به دنبال دو راهحل قبلی، چهارمین راه پیشنهادی ما افزایش نرخ جریان (ضریب اکستروژن) در اسلایسر سه بعدی است. با این حال قبل از انجام این کار مطمئن شوید که E-Steps را به درستی نصب کردهاید چرا که نرخ جریان و E-Steps مکمل یکدیگرند.
نرخ جریان تعیین کننده سرعت اکسترودر در قرارگیری فیلامنت در هات اند (با سرعتی معین) میباشد. تغییر نرخ جریان راهحلی رایج برای مشکلات مربوط به اکستروژن، از جمله تزریق کم یا بیش از حد اکسترودر، میباشد و همچنین میتواند مشکل جدا شدن لایهها را نیز حل کند. افزایش نرخ جریان موجب افزایش مقدار فیلامنتی که از نازل عبور میکند، میشود و همانطور که قبلا گفته شد اکسترود بیشتر مواد به معنای چسبندگی بیشتر لایهها میباشد.
اگر در چاپهای سه بعدی قبلی با مشکل تزریق کم اکسترودر مواجه شدهاید، تنظیم نرخ جریان (پس از افزایش دما) نقطه مناسبی برای شروع حل مشکل جدا شدن لایه ها میباشد. نرخ جریان را با فواصل 5 درصدی افزایش داده تا جایی که مشکل حل شود یا با تزریق بیش از حد اکسترودر مواجه شوید. اگر این اتفاق بیفتد به این معنا است که نرخ جریان را بیش از اندازه بالا بردهاید و احتمالا علت مشکل شما مورد دیگری است.
برای خرید پرینتر سه بعدی صنعتی پیشنهاد ماپرینتر سه بعدی صنعتی S5050 می باشد که میتوانید از طریق راه های ارتباطی این محصول را خریداری نمایید.
راهحل پیشنهادی 5: خنک کننده را تنظیم کنید.

سرد شدن بیش از حد نیز میتواند یکی دیگر از دلایل لایه لایه شدن مدل باشد.
پنجمین راهحل پیشنهادی ما تنظیم –معمولا کاهش- خنک کننده برای چاپ میباشد. همانطور که جریان بیش از حد هوا میتواند باعث تاب خوردن لایه اول قطعات شود، خنک شدن بیش از حد نیز میتواند باعث جدا شدن لایهها شود. همانطور که میدانیم گرما برای بهم چسبیدگی لایهها لازم است بنابراین اگر لایهها به سرعت سرد شوند اتصال آنها سختتر میشود.
برای رفع این مشکل سرعت فن خنک کننده را با فواصل 10 درصدی کاهش دهید تا مشکل برطرف شود یا سایر مشکلات چاپ ظاهر شوند. از اینکه سرعت خنک کننده را تا 0% پایین بیاورید نترسید مخصوصا برای موادی مانند ABS که به سرما حساس اند. برخی از کاربران همچنین خاطر نشان کردهاند که استفاده از فن در چاپ PETG میتواند باعث چسبندگی ضعیف لایهها شود.
جریان هوا در درجه اول از فن خنک کننده پرینتر سه بعدی تولید میشود اما میتواند از منابع دیگر نیز به طور ناخواسته ایجاد شود. برای بررسی اینکه آیا این مورد عامل جداسازی لایهها است میتوانید در حالی که پرینتر خود را در یک محیط کنترل شده مانند یک اتاق بسته یا یک کیسه زباله جهت جلوگیری از جریان هوا نگه داشتهاید، قطعهای آزمایشی با سرعت فن پایین چاپ کنید. اگر مشکل حل شد، علت آن خنک شدن بیش از حد است و باید برای پرینتر خود محفظهای بسازید یا خریداری کنید.
راهحل پیشنهادی6: ارتفاع لایهها را کاهش دهید.

ارتفاع کمتر لایهها باعث چسبندگی و اتصال بهتر آنها میشود.
برخی منابع (از جمله Simplify 3D) ادعا میکنند که ارتفاع زیاد لایهها میتواند در بروز لایه لایه شدگی در مدل تاثیر داشته باشد. بنابراین ششمین راهحل پیشنهادی ما کاهش تنظیمات ارتفاع لایهها در اسلایسر میباشد. ارتفاع لایه دقیقا همان چیزی است که به نظر میرسد اما میتوان آن را به عنوان فاصله تا محور Z که هد قبل از شروع لایه جدید تغییر میدهد، در نظر گرفت.
قطر نازل معمولا ارتفاع لایه را تعیین میکند و ارتفاع معمولی برای نازلی با قطر 0.4 میلی متر، 0.2 میلی متر میباشد. هرچه ارتفاع لایه کمتر باشد، پرینتر میتواند جزئیات بیشتری را چاپ کند. هر چه این مقدار بیشتر باشد قطعات محکمتر خواهند بود. اگر ارتفاع لایهها بیش از حد زیاد باشد، لایهها از یکدیگر دور میشوند و نمیتوانند بهم بچسبند و این باعث لایه لایه شدن مدل میشود.
اگر از نازل استاندارد 0.4 میلی متر با ارتفاع لایه بالای 0.2 میلی متر استفاده میکنید و با مشکل لایه لایه شدن مدل روبرو هستید، سعی کنید ارتفاع لایهها را به 0.2 میلی متر بازگردانید. اگر مشکل حل نشد ارتفاع را به زیر این مقدار برسانید. اگر با ارتفاع 0.16 میلی متر نیز مشکل همچنان پا بر جا بود احتمالا ارتفاع لایهها مشکل شما نیست.
راهحل پیشنهادی 7: فیلامنت را تعویض (یا خشک) کنید.
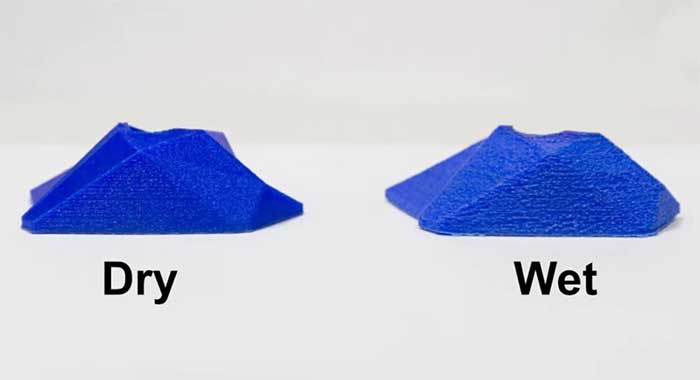
فیلامنت خشک مدلهای بهتری را نسبت به فیلامنت مرطوب تولید میکند و از لایه لایه شدن مدل جلوگیری میکند.
وقتی فیلامنتها در معرض رطوبت قرار میگیرند کیفیت خود را از دست میدهند ، بنابراین راهحل پیشنهادی بعدی ما تعویض یا خشک کردن فیلامنت است. وقتی فیلامنت رطوبت را جذب میکند مواد تخریب شده و در نتیجه چاپ دشوارتر میشود و مشکلاتی از قبیل لایه لایه شدن ایجاد میشوند.
بیشتر موادی که رطوبت را جذب میکنند، مانند TPU، سریعتر از بقیه این فرآیند را آغاز میکنند. اگر مخصوصا از فیلامنت جاذب رطوبت استفاده میکنید یا میبینید که فیلامنت مرطوب است، قبل از اینکه به سراغ راهحل آخر بروید با فیلامنتی دیگر شروع به چاپ کنید.
استفاده از فیلامنت خشک میتواند به جلوگیری از لایه لایه شدن مدل و سایر مشکلات مربوط به کیفیت چاپ سه بعدی کمک کند. میتوانید با استفاده از قرقره جدید یا خشک کردن قرقره فعلی فیلامنت را خشک کنید. پس از انجام این کار برای اینکه در وضعیت خوبی بماند، آن را در محفظهای محکم نگه دارید تا از ورود رطوبت به داخل جلوگیری شود.
راهحل پیشنهادی 8: از نازل بزرگتر استفاده کنید.

نازل عریض میتواند مشکل لایه لایه شدگی را برطرف کند چرا که سطح تماس را افزایش میدهد.
در نهایت اگر راههای قبلی جواب نداد، استفاده از نازلی با قطر بیشتر میتواند مشکل لایه لایه شدگی شما را حل کند. قطر نازل شما به طرز عجیبی میتواند روی چسبندگی لایهها تاثیر داشته باشد و در محدودهای خاص، هرچه قطر نازل بیشتر باشد چسبندگی نیز بهتر است. نازلی با قطر بزرگتر فیلامنت ذوب شده بیشتری را خارج کرده و موجب افزایش سطح اتصال میشود. بر این اساس اگر ارتفاع لایه را افزایش دهید، لایهها شانس کمتری برای جدا شدن خواهند داشت چرا که تعداد لایهها کمتر میشود.
اکثر پرینترهای سه بعدی به طور استاندارد از نازلی با قطر 0.4 میلی متر استفاده میکنند، بنابراین بهتر است از نازل 0.5 یا 0.6 میلی متری استفاده کنید. با اینکه این راه جواب میدهد توصیه ما این است که برای جلوگیری از هزینههای احتمالی غیرضروری ابتدا سایر مراحل را امتحان کنید. (متکی بودن بر نازل بزرگتر روی دقت چاپ نیز اثر میگذارد.) در نهایت، در صورت افزایش قطر نازل فراموش نکنید که دمای نازل و نرخ جریان را نیز برای جبران افزایش اکستروژن تنظیم کنید.
ترجمه و جمع آوری : واحد تحقیق و توسعه خدمات پرینتر های سه بعدی ثمین samin3d