
عیب یابی و رفع مشکلات مربوط به هد پرینتر سه بعدی
- تعمیرات و عیب یابی
فاطمه کلانکی
- 0
- 15 دقیقه خوانده شده

با وجود شارژ مجدد فیلامنت و حرکت اصولی هد، فیلامنت به درستی روی صفحه چاپ پرینتر سه بعدی قرار نمیگیرد.
مشکلات چاپ سه بعدی در پرینتر FDM – پرینتر سه بعدی چیزی چاپ نمی کند
با وجود شارژ مجدد فیلامنت و حرکت اصولی هد، فیلامنت به درستی روی صفحه چاپ پرینتر سه بعدی قرار نمی گیرد.
عیب یابی مشکلات رایج چاپ سه بعدی در انواع پرینتر های سه بعدی
1- نزدیکی بیش از حد نازل به صفحه چاپ پرینتر سه بعدی

علت این مشکل در پرینترهای سه بعدی چیست؟
خیلی ساده میتوان گفت نازل شما بیش از حد به صفحه چاپ پرینتر سه بعدی نزدیک است. اگر صفحه را حتی فقط یک میکرون جا به جا کرده باشید، به فیلامنت فضای گریز داده اید. در بهترین حالت سازه سه بعدی شما لایه های ابتدایی را از دست می دهد و احتمال نچسبیدن فیلامنت های اکسترود شده بالاست. در بدترین حالت فیلامنت پشت نازل پرینتر سه بعدی جمع میشود و امکان انسداد وجود دارد.
راه حل پیشنهادی: آفست محور Z در پرینترهای سه بعدی
در بیشتر موارد کمی بالا بردن نازل میتواند مشکل را حل کند. بیشتر سیستم های پرینترهای سه بعدی به شما اجازه تنظیم آفست محور Z را میدهند. برای بالاتر بردن نازل باید آفست را مثبت کنید. عکس این موضوع هم کاربرد دارد؛ با آفست منفی می توانید مانع چسبیدن سازه سه بعدی به صفحه پرینتر سه بعدی شوید. با این حال مراقب باشید؛ آفست خیلی بالا باعث میشود مدل سه بعدی روی صفحه پرینتر سه بعدی ننشیند.
راه حل پیشنهادی: صفحه چاپ پرینتر سه بعدی را پائین بیاورید.
در صورتی که پرینترسه بعدی این اجازه را به شما بدهد، میتوانید تغییرات گفته شده را با پائین آوردن صفحه چاپ پرینتر سه بعدی اعمال کنید. هر چند این راه مشکل ساز خواهد بود؛ چرا که باید کالیبراسیون و ترازبندی صفحه پرینترسه بعدی را مجددا انجام دهید.
لیست بررسی مشکلات چاپ سه بعدی: نزدیکی بیش از حد نازل به صفحه چاپ پرینتر سه بعدی
- آفست محور Z
- پائین آوردن صفحه چاپ پرینتر سه بعدی
2- انسداد نازل در پرینترهای سه بعدی
مشکل فرآیند چاپ در پرینترهای سه بعدی چیست؟
فرآیند چاپ سه بعدی را آغاز کردید ولی هرکاری میکنید چیزی از نازل خارج و جایگزین نمیشود.
علت این مشکل در پرینتر های سه بعدی چیست؟
ممکن است پس از تغییر قرقره های پرینتر سه بعدی تکهای از فیلامنت به انتهای نازل پرینتر سه بعدی چسبیده باشد. وقتی فیلامنت جدید بارگذاری می شود، فیلامنت قبلی پرینتر سه بعدی به آن اجازه خروج نمی دهد. کمی رسیدگی به پرینتر سه بعدی میتواند به کاهش بروز مشکلاتی از این قبیل کمک کند. ممکن است گاهی اوقات قبل از انسداد، قسمتی از فیلامنت کربونیزه شده قبلی را داخل نازل ببینید. این تکه ها ممکن است هفته ها یا ماه ها بدون اینکه متوجه شوید در نازل پرینتر سه بعدی باقی بماند و تاثیرات ناچیزی روی سازه سه بعدی شما بگذارد.
خواندن این مطلب نیز به شما پیشنهاد می شود: چگونه یک مدل معماری با پرینتر سه بعدی بسازیم؟
این اثرات در پرینترهای سه بعدی اغلب نادیده گرفته میشوند؛ مثل شکاف های کوچک دیواره خارجی، رگه های ظریف فیلامنت تیره یا تفاوت های اندکی در کیفیت مدل ها. اغلب این نقایص با مشکلات جزئی و نرمال پرینترهای سه بعدی اشتباه گرفته میشوند. در حالی که ممکن است مشکل جدیتری پشت این علائم پرینترهای سه بعدی وجود داشته باشد. با روش پاکسازی اتمیک پول یا کلد پول میتوانید نازل را تمیز کرده و جلوی این مشکلات را در پرینترهای سه بعدی بگیرید.
برای مثال اگر مکررا PLA را در پرینترهای سه بعدی به ABS تغییر دهید این علائم را خواهید دید. قسمت کوچکی از PLA در نازل باقی میماند و بیش از حد لازم حرارت میبیند که این باعث کربونیزه شدن یا سوختن آن در پرینترهای سه بعدی میشود. همچنین جا به جایی ABS با Nylon در پرینترهای سه بعدی نیز منجر به پیامدهای مشابه خواهد شد. مشاهده حلقه های دود در پرینترهای سه بعدی بلافاصله پس از قراردهی فیلامنت جدید، طبیعی نیست.
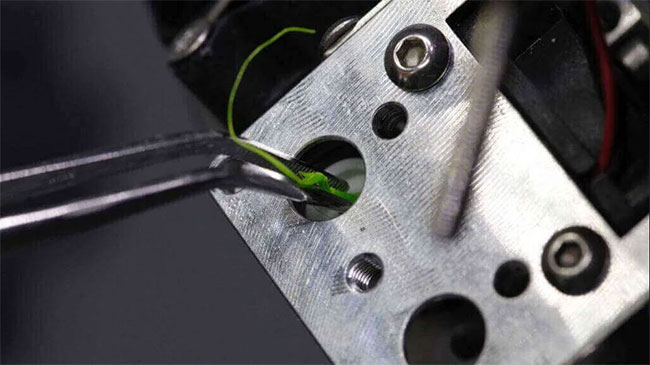
راه حل پیشنهادی: با سوزن، این انسداد در پرینترهای سه بعدی را رفع کنید.
اگر خوش شانس باشید روند رفع انسداد در پرینترهای سه بعدی سریع و آسان خواهد بود. با پاک کردن فیلامنت شروع کنید. سپس در قسمت تنظیمات نرم افزار پرینترسه بعدی (در صورت وجود) وارد بخش “heat up nozzle” شوید و دمای ذوب پرینتر سه بعدی را تا دمای فیلامنت گیر کرده افزایش دهید. یا میتوانید پرینترسه بعدی خود را به کامپیوتری که دارای نرم افزار کنترل کننده است متصل کنید و با استفاده از آن دمای نازل را در پرینترهای سه بعدی تنظیم کنید. دمای مناسب PLA، 220 درجه سانتیگراد می باشید. وقتی نازل پرینتر سه بعدی به دمای مد نظر رسید با استفاده از سوزن داخل آن را تمیز کنید. (مراقب باشید انگشتتان نسوزد) اگر نازل 0.4 میلیمتری دارید به سوزن کوچکتری نیاز خواهید داشت؛ کیت ایربراش گزینه مناسبی است.
راه حل پیشنهادی: فیلامنت قدیمی را در پرینترهای سه بعدی به بیرون فشار دهید.
اگر نازل در پرینترهای سه بعدی همچنان مسدود مانده میتوانید با فیلامنت جدید، فیلامنت قدیمی را فشار داده و خارج کنید. مثل قبل شروع به پاکسازی فیلامنت پرینترهای سه بعدی کنید سپس مجرای فیدر را از هد پرینتر سه بعدی باز کنید. برای فیلامنت PLA دما را تا 220 درجه سانتیگراد بالا ببرید و فیلامنت دیگری را از بالا وارد کنید و فشار دهید تا فیلامنت قدیمی خارج شود. اگر فیلامنت جدید اثرگذار نبود فشار اضافه ای که با دست وارد میکنید میتواند همان تاثیر را در پرینترهای سه بعدی داشته باشد. توجه داشته باشید که فشار بیش از حد میتواند باعث خم شدن محورهای افقی پرینتر سه بعدی شود. وقتی خروجی پاکسازی شد با استفاده از سوزن و برس هرگونه فیلامنت باقی مانده در نازل پرینتر سه بعدی را پاکسازی کنید.
راه حل پیشنهادی: هات اند پرینتر سه بعدی را برداشته و دوباره متصل کنید.
در اکثر موارد اگر نازل پرینتر سه بعدی همچنان مسدود باقی ماند مجبور به تشریح و جدا کردن هات اند در پرینتر سه بعدی می شوید. اگر قبلا این کار را انجام نداده اید، بهتر است برای این که بدانید هر قطعه پرینتر سه بعدی را چگونه دوباره سرهم کنید، یادداشت برداری و عکس برداری کنید. با پاک کردن فیلامنت شروع کنید سپس با استفاده از دفترچه راهنمای پرینتر سه بعدی فرآیند برداشت هات اند را آغاز کنید.
مثال یک سازه سه بعدی: اتمیک پول
راه حل پیشنهادی: اتمیک پول قسمت اول: انتخاب مواد پرینتر سه بعدی
برای این کار میتوانید از ABS یا Nylon استفاده کنید ولی Nylon به علت دمای ذوب بالایی که دارد نتایج بهتری را در پرینترهای سه بعدی ارائه میدهد. همچنین فیلامنت شکل خود را به مراتب بهتر حفظ میکند. با این حال ABS در پرینترهای سه بعدی رایج تر است.
راه حل پیشنهادی: اتمیک پول قسمت دوم: پاکسازی فیلامنت پرینتر سه بعدی
با پاکسازی فیلامنتی که به طور معمول در هد پرینتر سه بعدی جا می ماند شروع کنید. سپس مجرای باودن را بردارید یا درایو دایرکت را باز کنید. بعد از آن می توانید فیلامنت پرینتر سه بعدی را به صورت دستی خارج کنید.
راه حل پیشنهادی: اتمیک پول قسمت سوم: فشار دادن فیلامنت پرینتر سه بعدی
به آرامی فشار را روی فیلامنت پرینتر سه بعدی اعمال کنید تا شروع به بیرون آمدن کند. کمی به عقب برگردانید و دوباره رو به مجرای خروجی فشار دهید تا از نازل پرینتر سه بعدی خارج شود.
راه حل پیشنهادی: اتمیک پول قسمت چهارم: خروج فیلامنت در پرینترهای سه بعدی
فیلامنت پرینتر سه بعدی را از هد خارج کنید. وقتی به انتهای مجرا نگاه می کنید، باید مواد سیاه کربونیزه شده را در پرینتر سه بعدی ببینید. مراحل را آنقدر تکرار کنید تا پرینتر سه بعدی تمیز شود. اگر فیلامنت از نازل خارج نشد دمای هات اند پرینتر سه بعدی را به آرامی افزایش دهید.
لیست بررسی مشکلات چاپ سه بعدی: انسداد نازل در پرینترهای سه بعدی
- نازل پرینتر سه بعدی را گرم کنید و با سوزن پاک تمیز کنید.
- مخزن فیدر پرینتر سه بعدی را برداشته و با فیلامنت جدید، فیلامنت قبلی را به بیرون فشار دهید.
- هات اند را برداشته و سعی کنید فیلامنت مسدود کننده پرینتر سه بعدی را خارج کنید.
- روش اتمیک پول (کلد پول) را در پرینتر سه بعدی خود پیاده سازی کنید.
3- هد، صفحه چاپ پرینتر سه بعدی را گم میکند.
مشکل فرآیند چاپ در پرینتر سه بعدی چیست؟
این مورد دور از چشمتان نمی ماند. در بدترین حالت، صداهای بلندی بلافاصله به شما اطلاع می دهد که مشکلی در پرینتر سه بعدی شما وجود دارد. وقتی هد صفحه چاپ پرینتر سه بعدی را گم می کند معمولا به حد موقعیت X یا Z هم می رسد. وقتی هد میخواهد از بالاترین حد خود خارج شود، صداهایی از تسمه های لغزنده و هرزگردها ایجاد می شود و یا هد سعی میکند از کناره های پرینتر سه بعدی خارج شود. چاپ سازه توسط پرینتر سه بعدی در این مرحله بعید است. این مشکل در پرینتر سه بعدی به راحتی قابل حل است و از آن دسته مشکلاتی که نادیده گرفته می شوند یا به بعد موکول می شوند، نیست.
علت این مشکل در پرینتر سه بعدی چیست؟
پیکربندی نادرست در پرینتر سه بعدی ، تنظیم اشتباه پرینتر سه بعدی یا مجرای قدیمی یا شکسته، می توانند علت این مشکل باشند. اگر این مشکل را با یک پرینتر سه بعدی نو داشتید پس پیکربندی آن ایراد دارد. مراحل نصب را دوباره انجام دهید و از مناسب بودن نسخه سیستم عامل پرینتر سه بعدی اطمینان حاصل کنید. علت رایج مشکلات چاپ سه بعدی انتخاب پرینتر سه بعدی اشتباه از لیست اسلایسر است. هنگام نصب مطمئن شوید که حجم مناسب و نرم افزار و سیستم عامل درست را برای پرینتر سه بعدی خود انتخاب کردید.
اگر پرینتر سه بعدی به این نتیجه برسد که به صفحه چاپ بزرگتری نیاز دارد، حتی در صورت عدم وجود، از آن استفاده میکند. اگر پرینتر سه بعدی شما به طور معمول خوب کار میکند و به صورت ناگهانی دچار مشکل میشود، نرم افزار آماده سازی پرینتر سه بعدی را دوباره بررسی کنید. ممکن است قسمتی از آن ریست یا طی روند به روزرسانی تغییر کرده باشد. اینکه نرم افزار پرینتر سه بعدی به تنظیمات پیش فرض برگردد یا آخرین نسخه پرینتر سه بعدی، حتی اگر نسخه مورد استفاده شما نباشد، را به طور خودکار انتخاب کند، امری طبیعی است. اگر اشکالی در موارد گفته شده نبود، ممکن است یکی از سوئیچ های کنترل برخورد پرینتر سه بعدی از کار افتاده باشد. اگر این اتفاق بیوفتد ممکن است کل کار چاپ در پرینتر سه بعدی را خراب کند.
راه حل پیشنهادی: پرینتر سه بعدی مناسب را در اسلایسر انتخاب کنید.
قبل از اینکه کار دیگری انجام دهید مطمئن شوید که پرینتر سه بعدی درست را در نرم افزار چاپ انتخاب کردید. همه پرینترهای سه بعدی با هم تفاوت دارند. اگر صفحه چاپ دو پرینتر سه بعدی مثل هم باشد بعید است که ابعاد و سایر تنظیمات آنها نیز مشابه باشد.
راه حل پیشنهادی: سیستم عامل پرینتر سه بعدی را به روزرسانی کنید.
اگر پرینتر سه بعدی را تازه خریدید به این مشکل برخوردید مطمئن شوید که به روزترین نسخه سیستم عامل را نصب کردید. به روزرسانی را دوباره انجام داده و تمامی تنظیمات، به خصوص تنظیمات اندازه و محل چاپ، را در پرینتر سه بعدی دوباره بررسی کنید.
راه حل پیشنهادی: سوئیچ های کنترل برخورد پرینتر سه بعدی را بررسی کنید.
تشخیص این مرحله کمی مشکل است. حرکات هد را در پرینتر سه بعدی تماشا کنید. اگر سعی داشت از مدارش خارج شود یکی از سوئیچ های کنترل برخورد متصل نیست. اگر همه چیز خوب بود (و هیچکدام از مراحل قبل مشکل را حل نکرد) مرحله بعدی تعویض سوئیچ کنترل برخورد در پرینتر سه بعدی است.
لیست بررسی مشکلات چاپ سه بعدی: هد، صفحه چاپ پرینتر سه بعدی را گم میکند.
- بررسی کنید که پرینتر سه بعدی مناسب را در اسلایسر انتخاب کرده باشید.
- سیستم عامل پرینتر سه بعدی را به روزرسانی کنید.
- سوئیچ های کنترل برخورد پرینتر سه بعدی را بررسی کنید.
مشکلات چاپ سه بعدی پرینتر FDM: فرآیند چاپ ناموفق است.
همه چیز خوب پیش میرود اما به دلایل غیرمنتظرانه ای چاپ سه بعدی در پرینتر سه بعدی ناموفق است. مدل سه بعدی به صفحه نمی چسبد یا فیلامنت اکسترود نمی شود؛ متاسفانه اینها مواردی هستند که بسیار دیده شده اند.
4- توقف اکستروژن حین چاپ در پرینتر سه بعدی
مشکل فرآیند چاپ در پرینتر سه بعدی چیست؟
گاهی اوقات بنا به دلایل متعددی هات اند پرینتر سه بعدی ، فیلامنت مذاب را اکسترود نمیکند.
علت این مشکل در پرینتر سه بعدی چیست؟
به طور معمول این مشکل به دو بخش مربوط میشود؛ یا مشکل از مخزن فیلامنت پرینتر سه بعدی است یا از خود هات اند یا نازل پرینتر سه بعدی. ممکن است فیلامنت پرینتر سه بعدی شما تمام شده باشد. قرقره های برخی پرینترهای سه بعدی مخفی است . ممکن است شما متوجه اتمام فیلامنت نشوید. یا ممکن است هرزگرد بیش از حد سفت باشد و مانع ورود فیلامنت به هات اند پرینتر سه بعدی شود. همچنین ممکن است هات اند مسدود شده باشد و جلوی اکسترود شدن فیلامنت را در پرینتر سه بعدی گرفته باشد.
راه حل پیشنهادی: موجودی فیلامنت پرینتر سه بعدی را چک کنید.
راه ساده ای است اما گاهی هوشیارترین ها نیز حواسشان پرت میشود. برخی از اسلایسرها بر اساس وزن قرقره و مقدار فیلامنت باقی مانده در پرینتر سه بعدی، میزان مواد مورد نیاز برای چاپ در پرینتر سه بعدی را تخمین میزنند.
راه حل پیشنهادی: عدم شکستگی فیلامنت را در پرینتر سه بعدی بررسی کنید.
فیلامنت شکسته شده پرینتر سه بعدی هم میتواند باعث توقف اکسترودر حین چاپ در پرینتر سه بعدی شود و مشکلات زیادی را بوجود آورد.
راه حل پیشنهادی: انسداد نازل را در پرینتر سه بعدی بررسی کنید.
نازل مسدود شده با فیلامنت سوخته در پرینتر سه بعدی میتواند سبب مشکلات زیادی از جمله انسداد اکسترودرها شود.
راه حل پیشنهادی: چسبندگی فیلامنت را در پرینتر سه بعدی بررسی کنید.
این مسئله بیشتر در پرینتر سه بعدی با اکسترودر باودن دیده میشود. فیلامنت له شده میتواند باعث عدم اتصال اکسترودر و هات اند در پرینتر سه بعدی شود. خوشبختانه تشریح و حل این مشکل آسان است اما میتواند نشانه ای بر اتمام طول عمر مفید فیلامنت در پرینتر سه بعدی باشد.
لیست بررسی مشکلات چاپ سه بعدی: توقف اکسترودر اواسط چاپ در پرینتر سه بعدی
- موجودی فیلامنت را در پرینتر سه بعدی بررسی کنید.
- عدم وجود فیلامنت شکسته شده را در پرینتر سه بعدی بررسی کنید.
- انسداد نازل را در پرینتر سه بعدی بررسی کنید.
- چسبندگی فیلامنت را در پرینتر سه بعدی بررسی کنید.
5- مدل شل و رشته رشته (تزریق بیش از حد اکسترودر) در پرینتر سه بعدی
مشکل فرآیند چاپ در پرینتر سه بعدی چیست؟
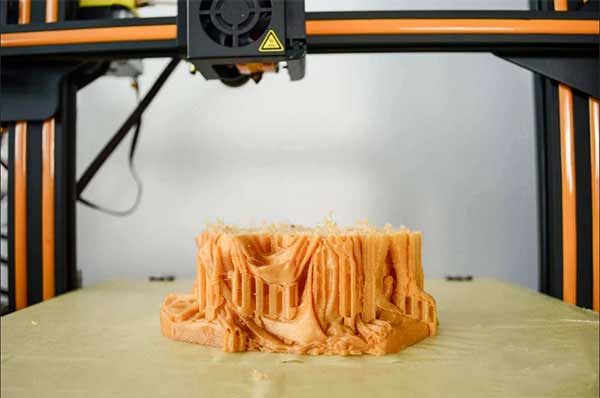
تزریق بیش از حد اکسترودر در پرینتر سه بعدی به این معناست که پرینتر سه بعدی مواد را بیش از حد تعیین شده استفاده میکند. این مسئله باعث بیرون زدگی مواد اضافی از سطح مدل در پرینتر سه بعدی می شود.
علت این مشکل در پرینتر سه بعدی چیست؟
میزان درجه تقویت کننده اکستروژن در پرینتر سه بعدی یا جریان در نرم افزار اسلایسینگ شما در پرینتر سه بعدی خیلی بالاست.
ممکن است از مطالعه این مطلب نیز لذت ببرید: عیب یابی شیفت در لایه های قطعات پرینت شده
راه حل پیشنهادی: تقویت کننده اکستروژن در پرینتر سه بعدی
وارد نرم افزار اسلایسینگ در پرینتر سه بعدی شوید و مطمئن شوید که تقویت کننده درست را در پرینتر سه بعدی انتخاب کره اید.
راه حل پیشنهادی: تنظیمات جریان در پرینتر سه بعدی
اگر همه تنظیمات در پرینتر سه بعدی درست بود، میزان جریان را در نرم افزار پرینتر سه بعدی کاهش دهید.
لیست بررسی مشکلات چاپ سه بعدی: مدل شل و رشته رشته (تزریق بیش از حد اکسترودر) در پرینتر سه بعدی
- تنظیمات تقویت کننده اکستروژن را در پرینتر سه بعدی بررسی کنید.
- میزان جریان را در پرینتر سه بعدی کاهش دهید.
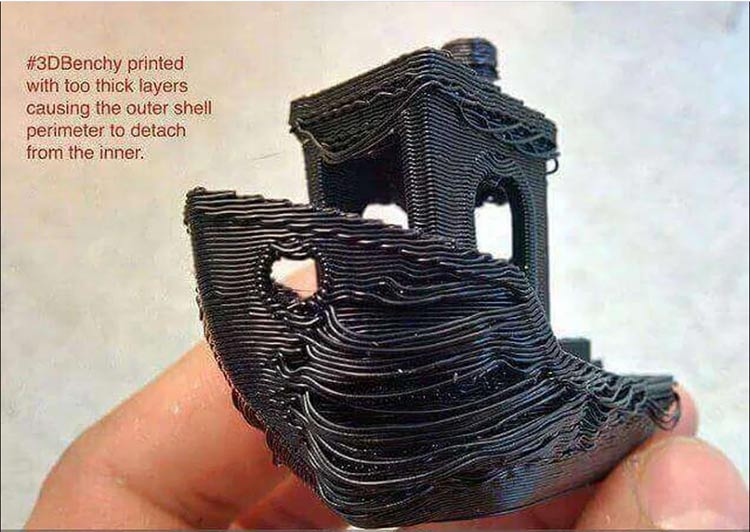
6- لایه های ظریف و نازک (تزریق پائین اکسترودر) در پرینتر سه بعدی
مشکل فرآیند چاپ در پرینتر سه بعدی چیست؟
تزریق پائین اکسترودر در پرینتر سه بعدی زمانی اتفاق میافتد که پرینتر سه بعدی مواد کافی را اکسترود نکند. تزریق پائین اکسترودر نشانه های زیادی دارد که رایج ترین آنها، لایه های نازک و شکاف های ناخوسته هنگام عدم چاپ برخی از لایه ها در پرینتر سه بعدی میباشد.
علت این مشکل در پرینتر سه بعدی چیست؟
دلایل زیادی وجود دارد. دلیل اول این است که ضخامت فیلامنت با ضخامت انتخاب شده در اسلایسینگ در پرینتر سه بعدی یکی نیست. دلیل دوم کم بودن مواد اکسترود شده به علت تنظیمات نادرست نرم افزار اسلایسینگ در پرینتر سه بعدی است. و دلیل آخر میتواند این باشد که مواد گیر کرده در نازل جلوی شارش اکسترودر را در پرینتر سه بعدی گرفته باشد.
راه حل پیشنهادی: ضخامت فیلامنت را در پرینتر سه بعدی بررسی کنید.
از ساده ترین راه شروع کنید. ضخامت فیلامنت را در نرم افزار اسلایسینگ در پرینتر سه بعدی بررسی کنید. اگر اندازه آن را نمی دانید، معمولا ضخامت و دمای مورد نیاز، روی جعبه آن در پرینتر سه بعدی چاپ شده است.
راه حل پیشنهادی: فیلامنت را در پرینتر سه بعدی اندازه گیری کنید.
اگر همچنان نتیجه ای که مد نظرتان بوده را نگرفتید و مشکل در پرینتر سه بعدی پا برجاست، از کولیس برای اندازه گیری ضخامت فیلامنت در پرینتر سه بعدی استفاده کنید. لازم است اندازه دقیق فیلامنت را وارد تنظیمات اسلایسینگ در پرینتر سه بعدی کنید.
راه حل پیشنهادی: مواد باقی مانده در هات اند را در پرینتر سه بعدی تمیز کنید.
بیشتر پرینترهای سه بعدی بعد از چاپ هد را بالا میبرند. به سرعت نگاه کنید که مواد یا فیلامنت در نازل پرینتر سه بعدی نمانده باشد.
راه حل پیشنهادی: تقویت کننده اکستروژن را در پرینتر سه بعدی تنظیم کنید.
اگر میزان ضخامت فیلامنت با عدد داخل نرم افزار در پرینتر سه بعدی یکسان بود، احتمالا میزان تقویت کننده اکستروژن در پرینتر سه بعدی (که به آن نرخ جریان هم گفته میشود) خیلی پائین است. هر اسلایسری با روش متفاوتی این مشکل را در پرینتر سه بعدی حل میکند ولی هدف اصلی افزایش تصاعدی 5 درصدی این مقدار تا حل شدن مشکل در پرینتر سه بعدی میباشد.
لیست بررسی مشکلات چاپ سه بعدی: تزریق پائین اکسترودر در پرینتر سه بعدی
- ضخامت فیلامنت را در پرینتر سه بعدی بررسی کنید.
- با استفاده از کولیس ضخامت فیلامنت را در پرینتر سه بعدی اندازه گیری کنید.
- هات اند را در پرینتر سه بعدی تمیز کنید.
- میزان تقویت کننده اکستروژن را با فواصل 5 درصدی در پرینتر سه بعدی افزایش دهید.
ترجمه و جمع آوری : واحد تحقیق و توسعه خدمات پرینتر های سه بعدی ثمین samin3d



