
تمیز کردن نازل و آسانترین راه انجام آن
- علمی و تحقیقاتی
فاطمه کلانکی
- 0
- 11 دقیقه خوانده شده
“تمیز کردن نازل، به عنوان بخش مهمی از هر پرینتر سه بعدی، از اهمیت بالایی برخوردار است. برای آشنایی بیشتر با تمیز کردن نازل پرینتر سه بعدی به ادامه مطلب بپردازید!
در این مقاله به نحوه تمیز کردن نازل و جلوگیری از بروز مشکلات آن میپردازیم. همچنین مشکلاتی که بروز آنها موجب از کار افتادن پرینتر سه بعدی شما میشود را بررسی میکنیم. ”
مکانی برای تخلیه مواد
آخرین نقطه تماس فیلامنت قبل از سطح ساخت
در پرینترهای سه بعدی FDM قسمتهای زیادی به ساخت یک مدل کمک میکنند اما نازل شاید یکی از مهمترین آنها باشد. نازل قسمتی است که مواد ذوب شده از هات اند خارج میشوند. اگر با آن آشنا نیستید خوب است بدانید که این قطعه راه اتصال هات اند و سوراخ کوچکی است که فیلامنت وارد آن میشود.
نازل از اهمیت بالایی برخوردار است چرا که روی اکستروژن پرینتر سه بعدی تاثیر دارد و اگر به درستی کار نکند میتواند مشکلات زیادی را در چاپ سه بعدی ایجاد کند. علاوه بر این، تمام نازلها مثل هم نیستند. مواد، قطر و سایر ویژگیها روی عملکرد و عمر آنها تاثیر میگذارد.
هیچ چیز تا ابد دوام نمیآورد؛ نازل نیز از این قاعده مستثنی نیست. آنها به مرور زمان، به خصوص هنگامی که کثیف، مسدود یا بیش از حد استفاده میشوند، تخریب میشوند. به همین دلیل تمیز کردن مداوم نازل پرینتر سه بعدی و اطمینان از عملکرد درست آن با اجزای هات اند، بسیار حیاتی است. انجام این کار به افزایش طول عمر نازل کمک میکند.
ما به شما پرینتر سه بعدی S3030 را پیشنهاد می کنیم.
شناسایی مشکل
نازل کثیف میتواند سبب چسبیدن مواد به قسمت خارجی خود شود
قبل از اینکه از تمیز کردن نازل به عنوان یک راهحل استفاده کنیم لازم است مطمئن شویم که مشکل اصلی نازل است. در ادامه چند مشکل که ممکن است ناشی از نازل کثیف باشند، ذکر شده است. برای هر کدام عوامل دیگری نام برده شده تا قبل از اینکه عامل مشکل نازل تشخیص داده شود، مورد بررسی قرار بگیرد:
- عدم وجود لایه اول: اگر بعد از شروع چاپ سه بعدی، فیلامنتی برای چاپ لایه اول از نازل خارج نشد، ممکن است به دلیل گرفتگی نازل باشد. با این حال بهتر است بررسی کنید که علت این مشکل در اکسترودر، تنظیمات آفست Z یا عدم تراز بودن بد، نباشد.
- برداشته شدن مواد چاپ شده توسط نازل: این مشکل زمانی رخ میدهد که نازل مقداری از مواد را روی بد میگذارد و سپس تصادفا هنگام حرکت در طول، لایه آن را برمیدارد. معمولا نازل تنها علت این مشکل است اما بهتر است مطمئن شوید که از آفست Z مناسب و بد تراز شده استفاده میکنید.
- مسدود شدن هات اند: این مشکل زمانی رخ میدهد که فیلامنت در وسط یا قسمت پایین هات اند گیر کرده باشد. از آنجایی که نازل جزئی از هات اند است، ممکن است عامل انسداد باشد اما قبل از آن مطمئن شوید که مسیر هات اند (به عنوان مثال خط PTFE) علت این مشکل نباشد.
- اکستروژن نامنسجم: در این مشکل پرینتر سه بعدی با اکستروژن مواد هماهنگ نیست. مواد به جای اکسترود مداوم با مقداری مشخص، به طور ناگهانی اکسترود میشوند. با این حال مطمئن شوید که این مشکل ناشی از فیلامنت مرطوب یا موتور استپر اکسترودر (به خصوص قدرت آن) نمیباشد.
- تزریق پایین اکسترودر: تزریق پایین اکسترودر نسخه متوسط مشکل قبلی است؛ به این صورت که قسمتهایی از مدل مشخصا چاپ نمیشوند. همچنین اطمینان حاصل کنید که مشکل ناشی از فیلامنت مرطوب، شل شدن اکسترودر یا مسیر ناهموار فیلامنت نباشد.
- عدم چاپ: اگر بعد از شروع چاپ سه بعدی و پیاده کردن چند لایه، یا حتی بدون چاپ لایهها، پرینتر سه بعدی چاپ را به اتمام رساند، ممکن است علت مشکل گرفتگی نازل باشد. با این حال مطمئن شوید که قطر فیلامنت مناسب، دمای چاپ در محدوده مواد و اکسترودر در حال چرخش باشد. (اگر فیلامنتی خارج نشود خوب است اما مطمئن شوید که موتور اکسترودر کار میکند.)
انسداد جزئی نازل ممکن است سبب تزریق پایین اکسترودر شود.
همانطور که گفتیم تشخیص اینکه دلیل مشکل نازل میباشد امری بسیار مهم است. با اینکه معمولا تمیز کردن نازل ایده بدی نیست، اما ممکن است باعث رفع مشکل شما نشود. مهمترین ایده برای رفع مشکلات چاپ سه بعدی، در نظر گرفتن تمامی علل احتمالی آنها میباشد. پس از سادهترین به سختترین راه، تمامی علل ممکن را برای رسیدن به عامل اصلی مشکل بررسی کنید.
هنگامی که مطمئن شدید مشکل مربوط به کثیف بودن نازل است به سراغ روشهای تمیز کردن آن بروید.
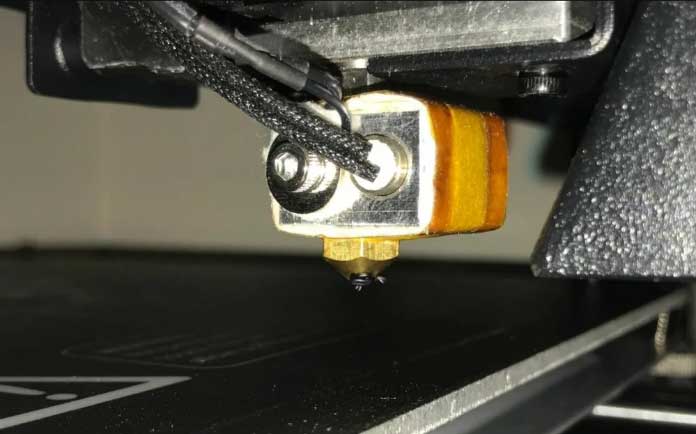
مواد باقی مانده روی قسمت خارجی

میتوانید از برسی سیمی برای تمیز کردن سطح خارجی نازل استفاده کنید.
مواد باقی مانده روی قسمت خارجی نازل قابل مشاهدهترین مشکل نازل است. این ضایعات معمولا مواد ذوب شده اضافی هستند که در حین چاپ سه بعدی به نازل گیر کردهاند.
این مشکل تقریبا همیشه به علت پایین بودن نازل ایجاد میشود اما اغلب هنگام چاپ سه بعدی لایه اول تشدید میشود، چرا که مواد به ماده همجنس خود میچسبند. در اصل وقتی فیلامنت از نازل خارج میشود مقداری از آن به اطراف نازل میچسبد و هنگامی که اکسترود شدن فیلامنت ادامه پیدا میکند مواد خارجی اولیه فیلامنت بیشتری را جذب میکنند.
راهحل
ابتدا هنگامی که نازل داغ میباشد آن را با استفاده از پارچه یا دستمال مرطوب یا الکل تمیز کنید. این کار ممکن است باعث ایجاد بخار شود اما مواد چسبیده به نازل را از بین میبرد. اگر این راه تاثیر نداشت میتوانید از برس سیمی، تیغه کوچک یا سوزن برای حذف مواد چسبیده به نازل استفاده کنید.
با اینکه این کار نازل را تمیز میکند، بهتر است در وهله اول از چسبیدن هرگونه ماده به روی نازل جلوگیری کنید. میتوانید آفست Z را افزایش داده و بد چاپ را تراز کنید. همچنین استفاده از کاور سیلیکونی که بیشتر نازل را میپوشاند و از چسبیدن مواد به مقدار قابل توجهی جلوگیری میکند، میتواند به شما کمک کند.
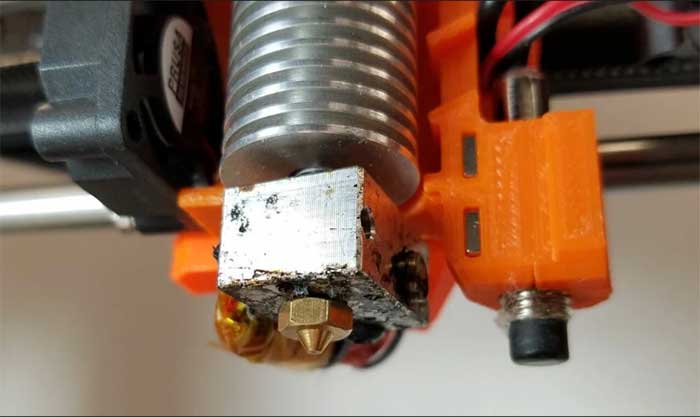
گرفتگی
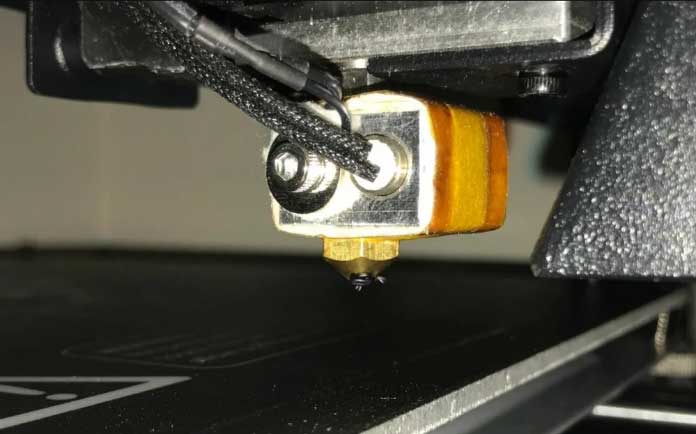
این نازل روزگار بهتری داشته است.
گرفتگی شاید شایعترین مشکل نازل باشد. این اتفاق زمانی رخ میدهد که مواد اضافی داخل هات اند، حفره خروجی نازل را مسدود کرده و از خروج فیلامنت جلوگیری میکنند (که منجر به اکستروژن کمتر یا بدتر از آن، عدم چاپ میشود.)
دو نوع گرفتگی نازل وجود دارد؛ گرفتگی جزئی و گرفتگی کامل. همانطور که احتمالا حدس زدید، گرفتگی کامل بدترین نوع گرفتگی است. مواد اضافی سوراخ خروجی را مسدود کرده و مواد را داخل اکسترودر به دام میاندازد. گرفتگی جزئی زمانی رخ میدهد که مواد اضافی فقط مقداری از سوراخ خروجی را مسدود کند. با وجود اینکه گرفتگی جزئی از کلی بهتر است اما در صورت بروز هر دو نوع میبایست نازل را تمیز کنید.
راهحل
چندین روش برای رفع گرفتگی نازل وجود دارد که سه مورد از آنها را بررسی میکنیم. اولین و سادهترین روش این است که سوزن کوچکی را وارد نازل کنید تا مواد اضافی را شکسته و از سر راه بردارید.
روش دوم استفاده از cold pull میباشد که مواد اضافی را به طور کامل از هات اند حذف میکند.
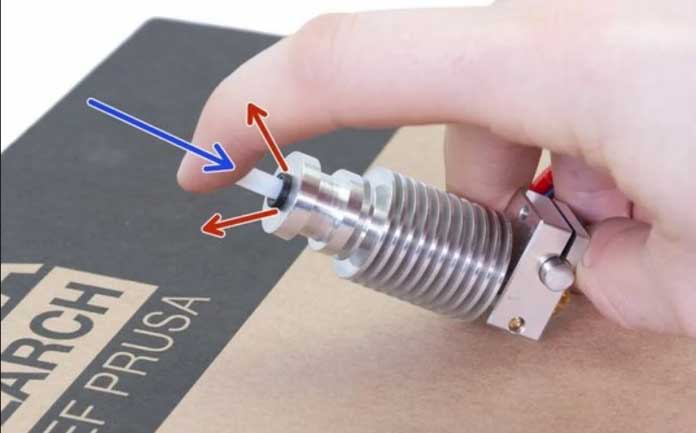
روش سوم تعویض نازل مسدود شده است. اگر از نازلهای برنجی استفاده میکنید این روش از لحاظ اقتصادی به صرفه است چرا که ارزان هستند. در این روش، ابتدا هات اند را گرم کنید تا مواد جامد گیر کرده در نازل ذوب شوند. همچنین تمامی فیلامنتهای داخل اکسترودر را نیز حذف کنید.
هنگامی که فیلامنت گیر کرده توسط گرما نرم شد نازل را از هات اند باز کنید. قبل از اتصال نازل جدید هات اند را با میله فلزی کوچکی تمیز کرده و هر گونه فیلامنت اضافی را حذف کنید.
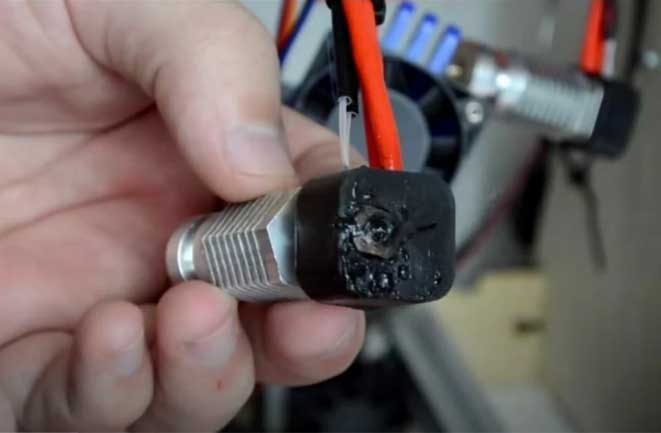
شکاف بین لوله PTFE و هات اند
حواستان به شکافها باشد!
فاصله بین لوله PTFE و قسمت بالای نازل نیز میتواند باعث ایجاد مشکل شود. شکافها ممکن است به علت عدم تراز بودن انتهای لوله PTFE، هنگامی که لوله به اندازه کافی داخل هات اند نرفته است یا هنگامی که نازل به اندازه کافی به هات اند متصل نشده باشد و با لوله همتراز نباشد، ایجاد شوند.
اگر شکافی وجود داشته باشد فیلامنت ذوب شده آن را پر میکند. هنگامی که مواد سرد شوند، هات اند را کاملا مسدود میکنند. این مشکل میتواند در هر دو نوع هات اند با روکش PTFE یا تمام فلز رخ دهد.
راهحل
ابتدا لوله PTFE را (در صورت امکان) از هات اند خارج کنید، سپس نازل را تقریبا کامل وارد کنید (حدود 95%) بعد از بررسی صاف بودن لوله PTFE و محکم بودن اتصال کوپلر PTFE (که لوله را نگه میدارد)، لوله را وارد هات اند کنید.
نهایتا آخرین قسمت نازل را داخل هات اند قرار دهید تا اتصالی محکم بین آن و لوله PTFE ایجاد شود.
جایگزینی و ارتقا
نازلهای برنجی ارزانترینها هستند و هر قطعه تنها چند سنت قیمت دارد.
اگر هیچکدام از این راهحلها تاثیرگذار نبود یا شک داشتید که نازل خراب شده و تمیز کردن آن کمکی نمیکند، بهتر است یک نازل جدید بخرید.
همانطور که قبلا اشاره کردیم، نازلها از نظر مواد، قطر و عوامل دیگر با هم تفاوت دارند. این ویژگیها بر نحوه عملکرد نازل در چاپ سه بعدی و نحوه چاپ آنها تاثیر میگذارند. به عنوان مثال مواد ساینده، مانند مواد شبتاب یا چوبی، به میزان قابل توجهی نازلهای کم کیفیت را تخریب میکنند.
در دو بخش بعدی به دو نکته مهم که هنگام تعویض یا ارتقا نازل پرینتر سه بعدی باید به آنها توجه کنید میپردازیم؛ قطر و مواد.
قطر نازل

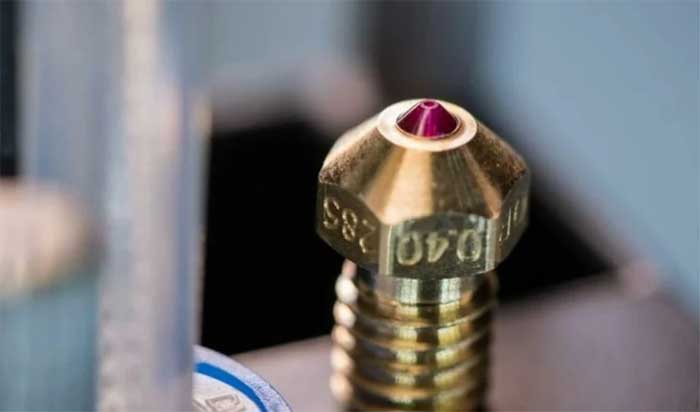
نازلها دارای چندین قطر متداول، شامل 0.2، 0.4 و 1 میلیمتر، هستند.
0.2 میلیمتر
حفره خروجی 0.2 میلیمتری یکی از کوچکترین قطرهاست و به شما امکان چاپ سه بعدی قطعات با جزئیات دقیقتر را میدهد. این قطر اندازه خوبی برای چاپ سه بعدی مواردی مثل قطعات مینیاتوری میباشد. با این حال بهتر است توجه داشته باشید که مدت زمان چاپ سه بعدی با این مقدار قطر بیشتر طول میکشد و چاپ ضعیفتر است چرا که خطوط چاپ بیشتری دارد.
0.4 میلیمتر
قطر 0.4 میلیمتر اندازه استاندارد صنعت پرینتر سه بعدی برای مصرف کننده است. این اندازه ترکیبی عالی از جزئیات، استحکام و زمان چاپ ارائه میدهد.
1 میلیمتر
این نازل بزرگترین قطر را دارد و به شما امکان چاپسه بعدی با سرعت بالاتری را میدهد. با این نازل چاپهای سه بعدی قویتر هستند چرا که خطوط چاپ کمتری خواهند داشت اما این استحکام به قیمت از دست دادن جزئیات تمام میشود.
مواد نازل
نازلهای یاقوتی بهترین هستند و اساسا میتوانند با همه مواد کار کنند.
برنجی
برنج یکی از محبوبترین و ارزانترین مواد برای نازلهاست.
همانطور که ممکن است انتظار داشته باشید این ماده معمولا کوتاهترین طول عمر را دارد چرا که سریعتر خراب میشود. نازلهای برنجی برای چاپ سه بعدی با مواد غیرساینده، مانند ABS، PLA و PETG، مناسبترین هستند. هر چند این ماده در صورت تماس و استفاده از مواد ساینده سریعتر از بین میرود.
برندهای مشهور: E3D, Biqu, Creality, Luter
فولاد
نازلهای فولادی (از جمله فولاد سخت و ضد زنگ) یک پله بالاتر از نازلهای برنجی هستند. قیمت این نازلها بیشتر از نازلهای برنجی است اما طول عمر بیشتری دارند و ماکزیمم دمای بیشتری را تحمل میکنند. نازلهای فولادی علاوه بر مواد ساینده میتوانند بدون تخریب شدن مواد سبک ساینده را نیز تحمل کنند.
برندهای مشهور: E3D, Creality, Micro Swiss, Afunta
یاقوت سرخ
نازلهای یاقوتی گل سر سبد نازلها هستند و از یک ماده رسانا در پایه (معمولا برنج) با نوک یاقوت ساخته شدهاند. از آنجا که یاقوت سرخ جواهری بسیار بادوام و مقاوم در برابر سایش میباشد، نازلهای یاقوتی میتوانند تمامی مواد را تحمل کرده و سالها دوام بیاورند. با این حال جنبه منفی این نازلها گران بودن یاقوت و ارزش 100 دلاری هر قطعه از آن است.
برندهای مشهور:Olsson Ruby
ترجمه و جمع آوری : واحد تحقیق و توسعه خدمات پرینتر های سه بعدی ثمین samin3d



