چگونه برای قطعات فیبر کربن قالبهای سهبعدی چاپ کنیم؟
- علمی و تحقیقاتی
 مجتبی دهبان
مجتبی دهبان- 0
- 4 دقیقه خوانده شده

مقدمه
در این آموزش، ما از مرحله استفاده از یک الگو برای ساخت قالب صرفنظر میکنیم و بهطور مستقیم با استفاده از چاپ سهبعدی یک قالب ایجاد میکنیم. این آموزش برای ساخت قطعات فیبر کربن به شیوهای ساده است و برای افرادی طراحی شده که تجهیزات تخصصی برای فرآیندهای پیچیدهتر و رزینهای اپوکسی با دمای بالا را در اختیار ندارند.
ما از یک چاپ FFF که موانع مورد نیاز آن از قبل مدلسازی شده ، استفاده میکنیم . قبل از تولید قطعه فیبر کربن ، قالب را با یک ماده مخصوص (پوشش جداکننده) میپوشانیم تا از چسبیدن رزین به قالب جلوگیری شود . قطعاتی که جنبه زیبایی ندارند ، میتوانند مستقیماً از قالب خارج و استفاده شوند ، اما سطح آنها به دلیل محدودیتهای وضوح چاپ سهبعدی و روش دستساز کمی دچار افت کیفیت خواهد شد . برای رسیدن به یک سطح نهایی بینقص ، میتوان قطعه را با رزین پوششی XCR پوشش داد و سپس آن را صاف و جلا داد تا به یک پایان با کیفیت بالا دست پیدا کرد .
سازگاری مواد
فیلامنت PET-G به شدت توصیه میشود زیرا دارای خواص جداسازی خوبی با رزین اپوکسی است. استفاده از ABS بهعنوان ماده مستقیم برای قالب توصیه نمیشود، زیرا ممکن است در جداسازی رزین اپوکسی با مشکل مواجه شوید.
پس از چاپ سهبعدی، قالب باید با یک عامل جداسازی آماده شود. بهترین عامل جداسازی برای این فرآیند، عامل جداسازی PVA است که به صاف کردن خطوط لایهها کمک کرده و در عین حال یک جداسازی مطمئن از رزین اپوکسی فراهم میکند.
قالب حاصل از این فرآیند با اکثر سیستمهای رزین معمولی مانند اپوکسی ، پلیاستر و وینیلاستر سازگار خواهد بود . به طور کلی ، قالبهایی که به این روش ساخته میشوند ، برای فرآیند لایهگذاری با دست (با یا بدون کیسهگذاری خلا) بهترین کاربرد را دارند . همچنین میتوان از روش تزریق رزین استفاده کرد، اما به دلیل اینکه چاپهای سهبعدی معمولاً ٪100 بدون هوا نیستند ، ممکن است نیاز به استفاده از روش کیسهگذاری در پاکت داشته باشید. قالبهایی که با این روش ساخته میشوند ، برای فرآیندهای پخت در دماهای بالا، مانند تولید پریپگ (Prepreg)، مناسب نیستند . حتی زمانی که دمای تغییر شکل حرارتی PET-G به طور نظری فراتر نمیرود ، تجربه نشان داده است که فشار ناشی از کیسهگذاری خلا منجر به تاب برداشتن و تغییر شکل بیش از حد میشود .
مواد و تجهیزات مورد نیاز
- قطعه چاپ سهبعدی: یک پرینتر سه بعدی FFF تهیه میکنیم
- فیلامنت PETG
- عامل جداسازی PVA
- فیبر کربن XC110 ۲×۲ با وزن ۲۱۰ گرم : در این پروژه از سه لایه استفاده میکنیم، اما میتوان از هر تقویتکننده کامپوزیتی خشک دیگری نیز استفاده کرد.
- رزین لامینات EL2 :که بهطور خاص برای فرآیندهای لایهگذاری مرطوب طراحی شده و دارای استحکام عالی و عملکرد خوب در مرطوبسازی است. پشت قطعه با پوشش Economy Peel-Ply به پایان میرسد که سطح داخلی تمیزی را فراهم میکند.
- رزین پوششی XCR و ترکیب پولیش NW1 (اختیاری) : از اینها برای فرآیند پس از تولید قطعه فیبر کربن استفاده کنید تا پایان زیبایی بهتری به محصول نهایی خود بدهید .
-
ایجاد چاپ
طراحی و چاپ سهبعدی قالب خود را با هر نوع فلنج یا افزونهای که برای کمک به فرآیند لایهگذاری لازم است ، انجام دهید . پیشنهاد میکنیم برای قالبهای چاپ شده مستقیم از PET-G استفاده کنید به دلیل خواص قابل اعتماد آن در جداسازی ، چاپ با وضوح بالاتر ، سطح قالب را صافتر کرده و آسانتر از آن جدا میشود . برای این پروژه ، ما با تنظیمات استاندارد نرمافزار CURA و ارتفاع لایه ۰.۱۵ میلیمتر چاپ کردیم. اگر ممکن است، قطعه را به گونهای orient کنید که لایهها به موازات جهت جداسازی چاپ شوند تا قفل مکانیکی ناشی از سطح چاپ کاهش یابد . با این حال ، به شرطی که زاویه انحرافی ۵ درجه یا بیشتر داشته باشید ، میتوانید جداسازی خوبی داشته باشید ، حتی اگر خطوط لایهها عمود بر جهت جداسازی باشند .
برای قالبهای بزرگتر، از پرینترهای با حجم بزرگتر استفاده کنید ، یا میتوانید طراحی خود را در بخشهای مختلف چاپ کرده و سپس با استفاده از چسب مناسب به هم متصل کنید . با این حال ، PET-G ممکن است به دلیل خواص جداسازی خود مشکلاتی در اتصال داشته باشد .
-
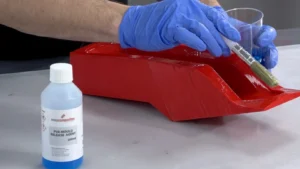
استفاده عامل جداسازی
اگرچه PET-G به طور طبیعی جداسازی خوبی از رزینهای اپوکسی ارائه میدهد ، اما هنوز هم نیاز به عامل جداسازی برای اطمینان از جداسازی قطعه از قالب است . ما استفاده از عامل جداسازی PVA را پیشنهاد میکنیم ، زیرا در این فرآیند جداسازی بسیار سریع و قابل اعتمادی را فراهم میآورد. PVA بهصورت یک لایه یکنواخت بر روی سطح قالب با استفاده از دستمال یا برس اعمال میشود . این پوشش باید به میزان کافی باشد ، اما نه بهقدری ضخیم که باعث چکیدن شود . پس از اعمال ، عامل جداسازی PVA باید در دمای اتاق خشک شود ، که معمولاً حدود ۳۰ دقیقه طول میکشد .
-
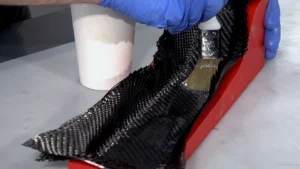
لایهگذاری قطعه
برای این پروژه ، از رزین لمینیت EL2 استفاده میکنیم . دقت کنید که رزین را بهطور دقیق و کامل با هاردنر مخلوط کنید . توصیه میشود که پس از مخلوط کردن در ظرف اول ، آن را به ظرف دوم بریزید و دوباره مخلوط کنید تا مطمئن شوید هیچ رزینی بدون ترکیب باقی نمانده است .
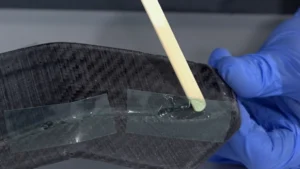
پیش از لایهگذاری فیبر کربن ، قالب باید با یک لایه نازک از رزین پوشانده شود . هنگام لایهگذاری دستی ، باید هر جا که ممکن است ، فیبر کربن را بر روی رزین قرار دهید و با استفاده از رزین از زیر آن ، پارچه را مرطوب کنید . این کار به اطمینان از مرطوب شدن مناسب و کاهش حبس هوا کمک میکند . برای قطعات کوچک و پیچیده ، به یک برس لمینیت نیاز خواهید داشت ، اما برای قالبهای بزرگتر یا مسطحتر ، غلتک یا اسکاج میتواند به مرطوب کردن کمک کند . برای یک لایهگذاری مرطوب ، معمولاً هدف شما رسیدن به نسبت فیبر به رزین ۱:۱ است ، بنابراین برای هر ۱۰۰ گرم فیبر ، تقریباً ۱۰۰ گرم رزین نیاز خواهید داشت.
با قطعاتی به ضخامت ۳ میلیمتر یا کمتر، معمولاً امکان لایهگذاری تمامی لایهها در یک عملیات واحد وجود دارد . برای قطعات ضخیمتر، ممکن است لازم باشد لایهگذاری را به چندین مرحله تقسیم کنید تا تأثیرات انقباض و احتمال بروز گرمای شدید یا اگزوتِرم (حرارت خودافزاینده) کاهش یابد.
در این پروژه ، پس از لایهگذاری تقویتکننده ، یک لایه از پوشش Peel-Ply بهعنوان لایه نهایی استفاده میشود تا سطح داخلی قطعه را بهطور منظم تمام کند و همچنین سطح خوبی برای عملیاتهای چسباندن بعدی فراهم کند . با لایهگذاری Peel-Ply ، قطعه میتواند برای پخت در دمای محیط رها شود . زمانهای پخت بسته به سرعت سختکننده و دمای اتاق متفاوت خواهد بود ، اما معمولاً بین ۱۲ تا ۴۸ ساعت طول میکشد .
توجه مهم : رزین EL2 مخلوط شده ، اگر عمق آن بیش از ۵ میلیمتر است ، در ته لیوان مخلوطکن رها نکنید. این میتواند دچار گرمای شدید شود ، که میتواند خطرناک باشد . رزین اضافی باید به یک سینی منتقل شود تا سطح تماس افزایش یابد و یا در صورت احتمال گرمای بیش از حد ظرف باید به مکانی امن و خارج از خانه منتقل شود
-
برش
پس از جداسازی قالب ، برش و پایانکاری برای ایجاد لبهای تمیز بر روی قطعه را انجام دهید . برای این پروژه ، از ابزاری مشابه Dremel با دیسک برش ۳۲ میلیمتری Permagrit استفاده شده است که ابزار برش همهکارهای است و برای ساعتها استفاده مداوم دوام میآورد . لبهها با استفاده از یک بلوک سنباده صاف شده و با کاغذ سنباده ۲۴۰ گریت پایانکاری شد . اگر از نتیجهای که با پوشش XCR به دست آمده راضی هستید ، میتوانید قطعه را به همین شکل استفاده کنید ، اما بهطور کلی ، سنباده زدن و جلا دادن قطعه ترجیح داده میشود زیرا نتیجهای یکنواختتر و حرفهایتر به شما میدهد .

-
آمادهسازی سطح برای پوشش
برای دستیابی به یک پایان خوب و بدون حفرهها و خطوط لایه چاپ ، قطعه میتواند با یک رزین یا پوشش شفاف پوشانده شود . برای آمادهسازی قطعه ، باید سطح آن با کاغذ سنباده ۴۰۰ گریت مرطوب و خشک ساییده شود تا سطح مناسبی برای پوشش فراهم شود .
اگر قطعه شما دارای حفرهها یا سوراخهای بزرگ است ، از رزین برای پر کردن آنها استفاده کنید . برای حفرههای بزرگتر ، استفاده از نوار فلاش رهاسازی برای ایجاد سد میتواند به جلوگیری از نشت رزین کمک کند ، سپس از رزین لامینات EL2 یا رزین پوششی XCR برای پر کردن آن استفاده کنید . پس از انجام تعمیرات ، باید اجازه دهید که خشک شوند و سپس با کاغذ سنباده ۴۰۰ گریت صاف شده و همه ی سطوح قطعه همسطح شود .
-
پوشش با رزین XCR
با ثابت کردن و سنبادهزنی قطعه ، اکنون میتوان آن را پوشش داد تا سطحی صاف ، براق و مقاوم ایجاد شود . امکان استفاده از اسپری پوشش شفاف خودرویی وجود دارد ، اما در این پروژه ، از رزین پوششی XCR استفاده میکنیم که یک پایان بسیار مقاوم را فراهم کرده که به راحتی با برس قابل اعمال است .
قطعه خود را با رزین پوششی اپوکسی XCR بپوشانید (به طور معمول حدود ۳۰۰ گرم در هر متر مربع برای هر لایه) . برنامهریزی کنید که مقدار بیشتری از آن را مخلوط کنید تا در برابر اتلاف در لیوانهای مخلوط ، برسها و غیره آماده باشید . سختکننده باید به رزین در نسبت دقیق ۱۰۰:۳۵ اضافه شود ، به طور دقیق برای مقادیر کوچک رزین (دقت در حدود یک دهم گرم کمک میکند). رزین را در یک لیوان مخلوط کنید ، سپس به لیوان دوم منتقل کرده و دوباره مخلوط کنید تا مطمئن شوید که هیچ رزین ناپختهای باقی نمانده است.
از یک برس برای اعمال لایه نازک و یکنواخت بر روی سطح استفاده کنید . سطح را بیش از حد بارگذاری نکنید زیرا این میتواند منجر به نشت رزین شود . پس از اعمال پوشش ، چند دقیقه بعد بررسی کنید که آیا نشتهای اضافی وجود دارد و هر گونه رزین اضافی را با برس پاک کنید.
بسته به پایانی که لایه اول به جا میگذارد ، ممکن است نیاز به لایه دوم باشد اگر هر گونه ناهنجاری سطحی پوشانده نشده است . لایه دوم باید زمانی اعمال شود که لایه اول به مرحله B رسیده باشد . میتوانید مرحله B را با لمس قطعه با انگشتان (حتما دستکش در دست باشد ) شناسایی کنید ، باید چسبنده باشد اما هیچ رد باقی نگذارد ، معمولاً حدود سه ساعت برای XCR ، اما ممکن است بسته به دمای اتاق متغیر باشد . پس از اعمال لایه دوم ، رزین باید برای پخت حدود ۱۲ تا ۲۴ ساعت بسته به دما کامل رها شود .
هشدار : رزین مخلوط شده XCR را اگر عمق آن بیش از ۵ میلیمتر است ، در ته لیوان مخلوطکن رها نکنید . این میتواند دچار گرمای شدید شود که میتواند خطرناک باشد . رزین اضافی باید به یک سینی منتقل شود تا سطح تماس افزایش یابد ویا در صورت احتمال گرمای بیش از حد ظرف باید به مکانی امن و خارج از خانه منتقل شود .

-
سنبادهزنی و پولیش
فرآیند سنبادهزنی باید با ریزترین درجه کاغذ سنباده آغاز شود که میتواند به سرعت سطح را صاف کند ، عموماً کاغذ سنباده ۴۰۰ یا ۸۰۰ گریت مرطوب یا خشک است . بهتر است این کار به صورت مرطوب انجام شود تا از مسدود شدن کاغذ جلوگیری شود ، و باید تا حداقل ۱۲۰۰ گریت ادامه یابد . از بلوک سنباده برای مناطق مسطح و انحناهای یکنواخت استفاده کنید تا سطح صاف و یکنواخت حفظ شود و از کاغذ سنباده برای مناطق منحنی باقیمانده استفاده کنید. هر بار که سنباده را به درجه بالاتری تغییر میدهید، الگو را تمیز کرده و آب را عوض کنید تا از ایجاد خشهای ناشی از ذرات درجه قبلی جلوگیری کنید .
بعد از سنباده زدن با کاغذ سنباده 1200 (یا ریزتر) ، به مرحله نهایی صیقل با ترکیب صیقل NW1 ادامه دهید . مگر اینکه قطعه شما بسیار کوچک باشد ، (بهتر است این کار را با پد فومی روی دستگاه صیقل انجام دهید . )
برخلاف بسیاری از ترکیبات ، NW1 به آب نیاز ندارد و به سرعت خشک نمیشود . این ترکیب خاص به صورت خودکاهشیابنده عمل میکند و هرچه بیشتر با آن کار کنید، ریزتر میشود . شما باید بتوانید در یک مرحله ، صیقل کامل به صورت آینهای به دست آورید . پس از پولیش ، آخرین باقیمانده ترکیب را میتوان با پارچه میکروفیبر پاک کرد که باید صیقلی مشابه آینه بر روی الگوی نهایی شما نمایان کند .

-
مرحله نهایی
پس از اینکه با ترکیب صیقل NW1 کار کردید و صیقل آینهای مطلوب را به دست آوردید، مطمئن شوید که تمامی باقیماندههای ترکیب با پارچه میکروفیبر به دقت پاک شدهاند. این مرحله آخر به شما کمک میکند تا از کیفیت نهایی کار مطمئن شوید و سطحی بینقص و درخشان ایجاد کنید .