
چاپ سه بعدی قالب های تزریق کم کار
- علمی و تحقیقاتی
فاطمه کلانکی
- 0
- 13 دقیقه خوانده شده

“قالب گیری تزریقی متداول ترین روش برای تولید انبوه قطعات پلاستیکی است. این روش برای تولید تعداد بسیار زیاد قطعات یکسان با تلرانس کم ایده آل است.
در گذشته ، چاپ سه بعدی در مراحل طراحی و ساخت فقط برای ایجاد و تأیید نمونه های اولیه که بعداً تزریق می شدند ، مورد استفاده قرار می گرفت. امروزه پیشرفت فناوری در دقت چاپگر ، سطح و مواد به چاپگرهای سه بعدی اجازه می دهد قالبها را مستقیماً تولید کنند.
این مقاله مزایای استفاده از چاپ سه بعدی برای ساخت قالب های تزریق کم کار را مورد بحث قرار می دهد و در مورد تنظیمات قالب ، مواد قالب چاپ سه بعدی موجود و بهترین شیوه های طراحی برای ایجاد قالب تزریق چاپ سه بعدی ، مشاوره می دهد.”
قالب تزریق چیست؟
قالب گیری تزریقی فرایند ایجاد اجزاء با تزریق مواد ذوب شده تحت فشار به قالب است. مواد حفره های توخالی قالب را پر می کند و وقتی سرد می شود ، سفت می شود و به شکل قالب در می آید. سپس قالب باز می شود ، قسمت جامد خارج می شود و روند تکرار می شود. خودکارسازی این فرایند می تواند نرخ تولید بسیار بالایی را به همراه داشته باشد. موادی که معمولاً در قالب تزریق استفاده می شوند ، پلیمرهای ترموپلاستیک هستند ، و همینطور امکان قالب گیری پلاستیک های حرارتی خاص هم وجود دارد.
هزینه های راه اندازی اولیه مرتبط با قالب تزریق باعث می شود که این فناوری تنها در حجم بالا مقرون به صرفه باشد. این هزینه ها می تواند متغیر باشد و عمدتاً با نیازهای بسیار زیاد در طراحی ، مهندسی و ساخت قالبهای تزریق مرتبط است. به همین دلیل قالب تزریق معمولاً فقط برای تولید حجم بسیار زیاد قطعات یکسان با هزینه کم استفاده می شود. یک اجرای معمولی می تواند شامل تولید هزاران یا گاه میلیون ها قطعه باشد.
اصطلاح قالب گیری تزریقی کم کار معمولاً در مورد 10 تا 100 قطعه اعمال می شود. به طور سنتی ، چنین اجرای کوچک به دلیل هزینه های بسیار زیاد مربوط به ساخت قالب های تزریق از نظر مالی امکان پذیر نبود.

چرا از چاپ سه بعدی استفاده کنیم؟
این مهم است که در نظر بگیرید که آیا از قالب برای ساخت 20 یا 20000 قطعه استفاده می شود. از لحاظ تاریخی ، قالبها باید با ماشینکاری CNC با تلرانس بسیار پایین از فلز (بیشتر آلومینیوم یا فولاد) تراشیده می شدند. این مواد مقاومت به سایش خوبی در برابر تزریق مکرر ، باز و بسته شدن قالب و گرادیان های دمایی که در طی فرایند قالب گیری تزریقی در معرض آنها قرار گرفته است ، ارائه می دهند. با این حال ، قالب های فلزی نیاز به سرمایه گذاری اولیه در مرحله راه اندازی دارند.
برای قالبهای کم کار ، مقاومت در برابر سایش دیگر مهمترین عامل نیست. برخی از فناوری های چاپ سه بعدی ، مانند متریال جتینگ و SLA ، قادر به تولید قطعات سه بعدی با دقت بالا با سطح عالی هستند. وقتی این امر با مواد چاپ سه بعدی مقاوم در برابر درجه حرارت همراه می شود و آزادی طراحی چاپ سه بعدی را امکان پذیر می کند ، بدین معناست که قالب های چاپ سه بعدی در حال حاضر گزینه ای مناسب برای تولید قالب های تزریق کم کار هستند. قالبهای چاپ سه بعدی همچنین امکان بررسی سریع طرح قالب را فراهم می کند و خطر مالی سرمایه گذاری در قالب فلزی گران قیمت را کاهش می دهد.
قالبهای چاپ سه بعدی مناسب موارد زیر است:
- زمان برگشت سریع (1-2 هفته در مقابل 5-7 هفته).
- برنامه هایی که مقدار تولید آنها کم است (50 تا 100 قطعه).
- طرح های قالب که در آن تغییرات یا تکرارها محتمل است.
- قطعات نسبتاً کوچک (کمتر از 150 میلی متر)
مدلهای قالب چاپ سه بعدی
قالب تزریق چاپ سه بعدی در 2 مدل استاندارد تولید می شود:
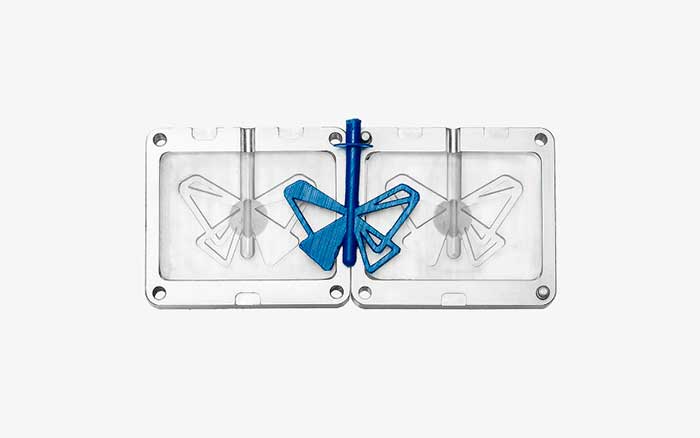
1. قرار دادن قالب در قابهای آلومینیومی:
این رایج ترین شکل قالب چاپ سه بعدی است و به طور کلی قطعات دقیق تری تولید می کند. قالب به صورت سه بعدی چاپ می شود و سپس در قابهای آلومینیومی قرار داده می شود که در برابر فشار و حرارت نازل قالب تزریق پشتیبانی می کند. قاب های آلومینیومی همچنین از تاب برداشتن قالب پس از استفاده مکرر جلوگیری می کند.
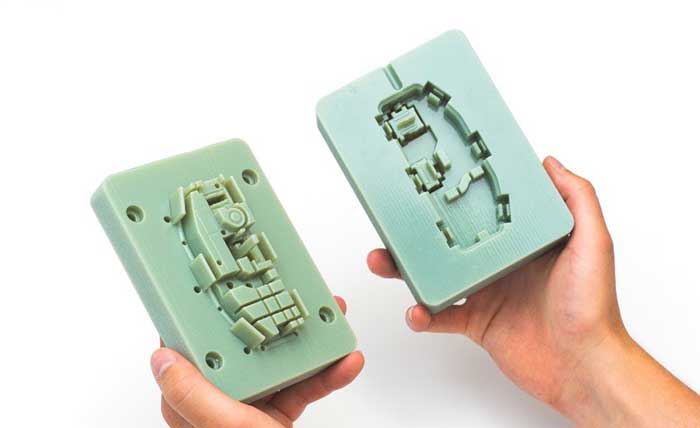
2. قالبهای مستقل:
در این مدل ، قالب کاملاً به صورت سه بعدی چاپ می شود و از یک قاب پشتیبانی آلومینیومی استفاده نمی شود. از این طریق می توان کانالهای خنک کننده پیچیده را در قالب یکپارچه کرد ، اما قالبهای تولید شده با استفاده از این روش به مواد چاپ سه بعدی بیشتری نیاز دارند (هزینه و زمان چاپ را افزایش می دهند) و پس از استفاده گسترده مستعد تاب برداشتن هستند.
نحوه طراحی قالب تزریق چاپ سه بعدی
مواد اولیه
یک ماده چاپ سه بعدی برای ایجاد قالب تزریق با داشتن خواص زیر مناسب است:
1. مقاومت در برابر درجه حرارت بالا
مقاومت دمایی بالا برای تحمل بارهای مکانیکی و حرارتی وارد شده به قالب در حین تزریق مواد مورد نیاز است. البته توجه داشته باشید که دما در حین انجماد به سرعت کاهش می یابد.
2. سختی/چقرمگی بالا
برداشتن مکرر قطعات می تواند باعث ساییدگی قالب شود ، بنابراین موادی با سختی بالا برای حفظ دقت قالب در طول زمان مورد نیاز است.
3. سطح بالای جزئیات
یکی از نیازهای اصلی قالب تزریق دقت ابعادی بالا و سطح صاف است. قالب های بسیار دقیق قطعات بسیار دقیق تولید می کنند.
فناوریهای چاپ سه بعدی که این الزامات را بهتر پوشش می دهد SLA و متریال جتینگ هستند. این فناوری ها می توانند قطعاتی با دقت ابعادی بالا تولید کنند و برای چاپ جزئیات پیچیده و ویژگی های بسیار خوب ایده آل هستند. مواد تخصصی موجود در این فناوری ها ، مانند رزین Formlabs High Temperature یا Stratasys Digital ABS ، برای قالب گیری و ابزارهای کاربردی ایده آل هستند. طرح کلی ویژگی هایی که بیشترین اهمیت را در قالب تزریق این دو ماده دارد در زیر نشان داده شده است:
|
Stratasys Digital ABS |
Formlabs High Temp resin |
خواص |
|
℃ 92/95 – MPa0.45 |
℃ 289 – MPa0.45 |
دمای خمش حرارتی |
|
1.7-2.2GPa |
GPa 3.3 |
مدول خمشی |
|
65 – 80 J/m |
14 J/m |
قدرت ضربه (IZOD شکاف دار) |
|
16 – 30 microns |
25 – 50 microns |
کمترین ارتفاع لایه |
|
0.2 mm |
0.2 mm |
حداقل اندازه جزئیات |
اگر شما هم به یک پرینتر سه بعدی احتیاج دارید پرینتر سه بعدی S3030 را به شما پیشنهاد می کنیم
طراحی قالب
توضیح طراحی فنی ویژگی های قالب (مانند گیت ها ، راهگاه ها ، دریچه های هوا و غیره) از حوصله این مقاله خارج است. با جستجوی اینترنتی اطلاعات زیادی در مورد موضوع نشان داده می شود. این مقاله نقطه شروع خوبی برای کسانی است که در طراحی قالب تزریق تازه کار کرده اند.
در اینجا لیستی از برخی از اقدامات خوب است که هنگام طراحی قالب چاپ سه بعدی باید رعایت شود:
- هنگام طراحی قالب برای چاپ SLA ، اطمینان حاصل کنید که صفحات داخلی قالب طوری جهت داده شده اند که هیچ ساپورتی با آنها در تماس نیست. این باعث افزایش کیفیت سطح آنها می شود ، زیرا هیچ علامت ساپورتی روی این سطوح ظاهر نمی شود و پردازش پس از تولید مورد نیاز را به حداقل می رساند.
- استفاده از دریچه های هوای کم عمق (0.05 میلی متر عمق) از لبه حفره تا لبه قالب برای به بیرون راندن هوای حبس شده در حین قالب گیری کمک می کند.
- اگر قرار است قالب چاپ سه بعدی برای بیش از 20 بار استفاده شود ، کانال هایی را در طرح برای تعبیه میله ها یا لوله های فلزی در نظر بگیرید. اینها می توانند به تقویت قالب ، کاهش تاب برداشتن و بهبود زمان خنک شدن کمک کنند.
- چاپ سه بعدی قالب با ارتفاع لایه کم تر می تواند به تولید قطعات قالب گیری شده صاف تر کمک کند زیرا قالب ها خطوط چاپ کمتری خواهند داشت.
- جزئیات برجسته و حکاکی شده باید حداقل 1 میلی متر از سطح خارج شوند.
محدودیت های خاص در طراحی بستگی به دستگاه تزریق مورد استفاده دارد. با این حال پیشنهاد می شود که قالبهایی که از طریق چاپگرهای متریال جتینگ ساخته می شوند باید برای تولید قطعات با حداکثر حجم 165 سانتی متر مکعب در ماشین های تزریق پلاستیک 50 تا 80 تن یا پرس دستی استفاده شوند.
طراحی قطعات قالب تزریق
مانند قالبهای تزریق معمولی ، یک طراح باید موارد زیر را در نظر بگیرد:
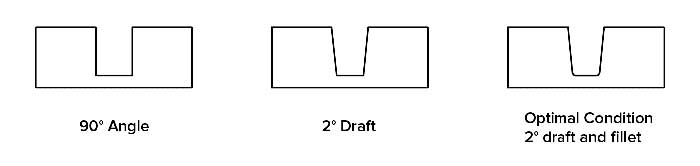
- اضافه کردن یک زاویه خروج حداقل 2 درجه برای کمک به بیرون آوردن قطعه از قالب.
- حفظ ضخامت دیواره یکنواخت در کل قطعه.
- نازک نگه داشتن همه دیوارها و ویژگی ها تا حد امکان.
- ایجاد فیلت در تمام لبه ها و گوشه ها.
- ایجاد ریب و گاست برای افزایش استحکام به قطعه بهتر از افزایش ضخامت دیواره ها است.
کاهش فلش
فلش نامی است که به موادی اضافی گفته می شود که در طول تزریق بین دو نیمه قالب خارج می شوند. این به طور کلی زمانی اتفاق می افتد که دو نیمه قالب کاملاً با هم جفت نمی شوند، کاملاً صاف و صاف نیستند یا قالب بیش از حد پر می شود. در طراحی قالب از راهگاه برای کمک به کاهش احتمال فلش استفاده می شود.
در صورت طراحی یک قاب آلومینیومی 0.125 میلی متر ضخامت اضافی به پشت صفحات قالب برای نیروهای فشاری اضافه کنید و از بسته شدن کامل قالب اطمینان حاصل کنید. افزایش نیروی بستن در گیره نیز می تواند به کاهش فلش کمک کند، همچنین صیقل دادن سطح جدایش قالب ها برای ایجاد یک سطح صاف تا آنجا که ممکن است می تواند کمک کند.
ترکیب ریلیز
با توجه به ماهیت نسبتاً شکننده مواد مورد استفاده در قالب های تزریق چاپ سه بعدی در مقایسه با قالب های سنتی ، اعمال نیروی بیش از حد برای برداشتن قطعه از قالب می تواند منجر به خرابی سریع قالب شود. استفاده ترکیب ریلیز بر روی سطوح حفره قالب قبل از مرحله تزریق می تواند کمک زیادی به خروج قطعات نماید.
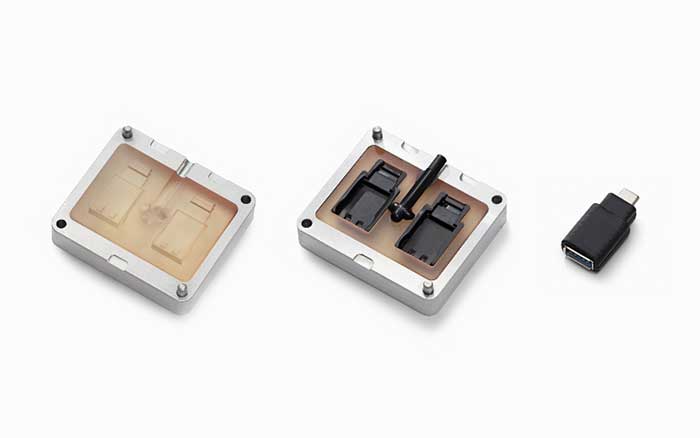
مثال : اتصالات پلاستیکی موتور
این مثال ، ساخت اتصالات پلاستیکی سفارشی برای محفظه موتور را مقایسه می کند. الزامات طراحی عبارتند از:
- تعداد کل قطعات 25 عدد است.
- سطح بالایی از دقت ابعادی برای اطمینان از تناسب محکم مورد نیاز است.
- وزن قطعه 0.005 کیلوگرم (5 گرم) است.
- قطعه باید از ABS ساخته شود.
- قطعه باید مشکی باشد.
- قطر کلی قطعه 40 میلی متر است.
در اینجا گزینه های تولید موجود وجود دارد:
1. چاپ سه بعدی صنعتی FDM ABS
چاپ صنعتی سه بعدی FDM دارای تکرارپذیری بالایی است و می تواند قطعات را با دقت ابعادی بالا تولید کند و قادر به چاپ قطعات سه بعدی در دسته های کوچک تا متوسط است . محدودیت اصلی برای هر قطعه ای که از طریق چاپ سه بعدی FDM تولید می شود عملکرد مکانیکی ناهمسانگرد آن است: قطعات سه بعدی در یک جهت بطور قابل توجهی ضعیف تر هستند. این بدان معناست که یک طراح باید بداند قطعه با توجه به بارهایی که تحت آنها قرار خواهد گرفت از چه جهت بر روی صفحه ساخت دستگاه پرینتر قرار بگیرد.
2. تزریق قطعات ABS با قالب های سه بعدی SLA
رزین های SLA با دمای بالا قادر به تولید قالب های تزریق با عملکرد دقت بالا هستند که برای اجرای سطح پایین مناسب ترین است.
3. قطعه ABS قالب گیری شده در قالب تزریقی سنتی
قطعات تولید شده در قالب تزریق سنتی دارای دقت بسیار بالا ، سطح عالی و سطح تکرارپذیری بسیار بالا هستند. معایب اصلی قالب گیری تزریقی سنتی هزینه بالای راه اندازی اولیه و تعداد محدودیت های طراحی است که در طراحی قطعه قالب گیری شده (زاویه خروج ، ضخامت ثابت دیوار و غیره) اعمال می شود.
مراحل بعدی: نحوه تولید قطعات با قالب تزریق
آیا قالب تزریق کم کار چاپ سه بعدی بهترین راه حل برای برنامه شما است؟ پس دو راه برای پیشروی شما در پروژه وجود دارد:
- اگر به دستگاه قالب گیری تزریقی و دانش طراحی قالب دسترسی دارید ، چاپ سه بعدی قالب در مواد مقاوم در برابر حرارت یک گزینه است
- در غیر این صورت ، می توانید تولید را به یک تولید کننده حرفه ای قالب تزریق واگذار کنید
قوانین کلیدی
- چاپ سه بعدی قالب های تزریقی ، مقرون به صرفه ترین روش برای قالب گیری تزریقی کم مصرف است.
- متریال جتینگ و SLA مناسب ترین فناوری برای قالب تزریق چاپ سه بعدی هستند.
- برای افزایش طول عمر قالب ها ، از زاویه خروج (2 درجه یا بیشتر) و یک ترکیب ریلیز استفاده کنید.
- حجم قطعه را کمتر از 165 سانتی متر مکعب نگه دارید.
- از هر قالب چاپ سه بعدی می توان تقریباً برای 30 تا 100 قطعه استفاده کرد (بسته به مواد تزریقی).
ترجمه و جمع آوری : واحد تحقیق و توسعه خدمات پرینتر های سه بعدی ثمین samin3d



