تکنولوژیهای چاپ سه بعدی

فوتوپلیمریزاسیون مخزنی (Vat Photopolymerization)
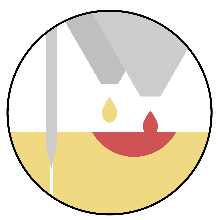
فوتوپلیمریزاسیون زمانی اتفاق میافتد که فوتوپلیمر رزین در معرض نور با طول موج خاصی قرار گرفته و تحت واکنش شیمیایی جامد میشود. تعدادی از تکنولوژیهای چاپ سه بعدی از این پدیده برای ساخت لایهای قطعات جامد استفاده میکنند.
برخی از روشهای SLA قطعات رزینی را به صورت وارونه چاپ میکنند.
تکنولوژیها
 استریولیتوگرافی (SLA)
استریولیتوگرافی (SLA)
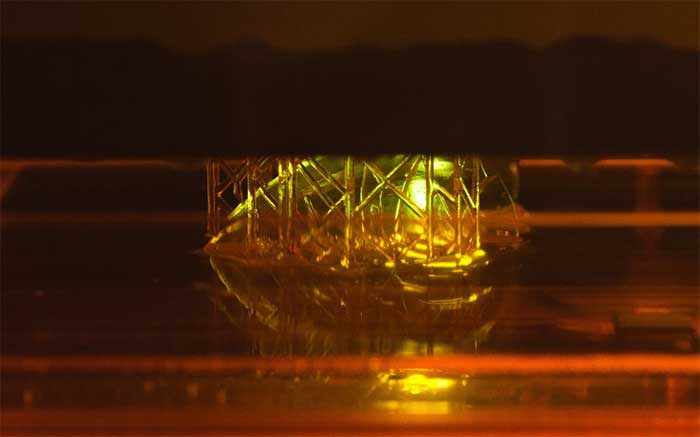
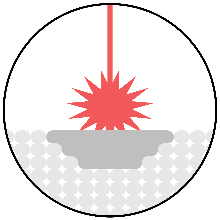
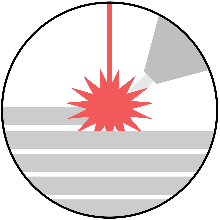
SLA از یک پلتفرم غوطهور در مخزنی شفاف، پر از فوتوپلیمر رزین مایع استفاده میکند. هنگامی که پلتفرم در مایع فرو رفت، لیزر تک نقطهای موجود در دستگاه لایهای عرضی از طرح رسم میکند و مواد در انتهای مخزن جامد میشوند. پس از ترسیم و جامد شدن لایه توسط لیزر، پلتفرم بالا رفته و لایه جدیدی از رزین را دریافت میکند. این فرآیند لایه به لایه تکرار میشود تا یک قطعه جامد شکل بگیرد. قطعات معمولا بعد از این مرحله با اشعه ماورا بنفش تکمیل میشوند تا خواص مکانیکی آنها بهبود یابد.
پردازش دیجیتال نور (DLP)
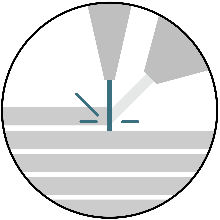
DLP و SLA در تولید قطعات سه بعدی تقریبا از روشی یکسان استفاده میکنند. تفاوت اصلی آنها این است که DLP از پروژکتور دیجیتال برای تشعشع همزمان یک تصویر از هر لایه استفاده میکند. از آن جا که پروژکتور یک صفحه دیجیتال است، تصویر هر لایه از پیکسلهای مربعی تشکیل شده و به دنبال آن هر لایه از آجرهای مستطیلی کوچکی به نام وکسل تشکیل شده است. DLP در مقایسه با SLA در چاپ برخی قطعه ها سریعتر است چرا که به جای ایجاد برش عرضی در هر لایه، به طور همزمان تمام لایهها را در معرض دید قرار میدهد.
DLP پیوسته (CDLP)
پردازش پیوسته نور (CDLP) (که تحت عنوان تولید با استفاده از تزریق پیوسته مایع یا CLIP نیز شناخته میشود) قطعات را دقیقا مانند DLP تولید میکند. با این حال این روش به حرکت مداوم در جهت Z (به سمت بالا) متکی است. این امر باعث کاهش مدت زمان تولید میشود چرا که پرینتر سه بعدی پس از تولید هر لایه نیاز به توقف و جدا کردن قطعه از صفحه ساخت ندارد.
کاربردها
فرآیندهای پلیمریزاسیون مخزنی در تولید قطعاتی با جزئیات دقیق و سطحی کامل، بسیار عالی هستند. این امر آنها را برای جواهرات، قالبگیری کم حجم تزریقی و بسیاری از کاربردهای پزشکی و دندانپزشکی ایدهآل میکند. محدودیت اصلی پلیمریزاسیون مخزنی، شکنندگی قطعات تولید شده میباشد.
تکنولوژی | متداولترین تولیدکنندگان | مواد |
SLA | Formlabs, 3D Systems, DWS | استاندارد، محکم، منعطف، شفاف و رزینهای ریختگری |
DLP | B9 Creator, MoonRay | استاندارد و رزینهای ریختگری |
CDLP | Carbon3D, EnvisionTEC | استاندارد، محکم، منعطف، شفاف و رزینهای ریختگری |

گداخت بستر پودر (Powder Bed Fusion)
تکنولوژیهای بستر پودری (PBF) با استفاده از یک منبع حرارتی که باعث ایجاد همجوشی (پخت یا ذوب) بین ذرات پودر پلاستیکی یا فلزی و تشکیل یک لایه میشود، قطعهای جامد تولید میکند.
بیشتر تکنولوژیهای PBF از مکانیزمهایی برای پخش و صاف کردن لایههای نازک پودر به عنوان یک قطعه، استفاده میکنند و در نتیجه بعد از اتمام ساخت، قطعه سه بعدی نهایی در پودر محصور میشود.
تفاوت اصلی تکنولوژیهای PBF در استفاده از منابع متفاوت انرژی (به عنوان مثال لیزر یا پرتوهای الکترون) و پودرهای به کار رفته در این فرآیند (پلاستیک یا فلزات) میباشد.

حذف پودر از فرآیند SLS و قطعات چاپ شده محصور در پودر
تکنولوژیها
گداخت لیزری انتخابی (SLS)
SLS با استفاده از لیزر و پخت لایههای نازک مواد پودر شده در یک زمان، قطعات سه بعدی پلاستیکی جامدی را تولید میکند. این فرآیند با پخش لایه اولیه پودر بر روی پلتفرم ساخت آغاز میشود. سطح مقطع قطعه سه بعدی جامد کامل تکرار میشود. نتیجه این فرآیند تولید قطعهای محصور در پودر است. قطعه سه بعدی از میان پودر برداشته شده، تمیز میشود و سپس آماده استفاده یا اعمال فرآیندهای پس از تولید میشود.
DMLS و SLM
هرو دو تکنولوژی ذوب لیزری انتخابی ( SLM ) و پخت لیزری مستقیم فلزی (DMLS) قطعات سه بعدی را با روشی مشابه SLS تولید میکنند. تفاوت اصلی آنها این است که از SLM و DMLS در تولید قطعات فلزی استفاده میشود. SLM پودر را به طور کامل ذوب میکند در حالیکه DMLS آن را به دمای ذوب نزدیک میکند تا ذرات به طور شیمیایی با هم ترکیب شوند. DMLS فقط از آلیاژها (آلیاژ نیکل، Ti64 و غیره) استفاده میکند در حالیکه SLM میتواند از فلزات تک جزئی مانند آلومینیوم استفاده کند. SLS و DMLS برخلاف SLM برای جبران تنشهای ایجاد شده در فرآیند ساخت به ساختارهای ساپورت نیاز دارند. این امر به کاهش تاب برداشتن احتمالی قطعه سه بعدی کمک میکند.
ذوب شدن پرتو الکترونی (EBM)
EBM از یک پرتو با انرژی بالا به جای لیزر برای ایجاد همجوشی بین ذرات پودر فلز استفاده می کند. یک پرتو الکترونی متمرکز بر روی یک لایه نازک پودر اسکن می کند که باعث ذوب و انجماد موضعی در یک سطح مقطع خاص می شود. سیستم های پرتو الکترونی تنش های باقیمانده کمتری در قطعات سه بعدی ایجاد می کنند ، در نتیجه اعوجاج کمتری ایجاد می شود و نیاز کمتری به سازه های ساپورت وجود دارد. علاوه بر این ، EBM انرژی کمتری مصرف می کند و می تواند لایه ها را با سرعت بیشتری نسبت به SLM و DMLS تولید کند ، اما حداقل اندازه ویژگی ها ، اندازه ذرات پودر ، ضخامت لایه و سطح آن معمولاً کیفیت پایین تری دارد. EBM همچنین نیاز دارد تا قطعات سه بعدی در خلا تولید شوند و این فرایند تنها با مواد رسانا قابل استفاده است.

گداخت مولتی جت (MJF)
MJF اساسا ترکیبی از تکنولوژیهای SLS و متریال جت است. کالسکهای با نازلهای جوهرافشان (مشابه نازلهای مورد استفاده در پرینترهای دو بعدی رومیزی) از ناحیه چاپ عبور کرده و عامل ذوب را روی لایه نازکی از پودر پلاستیکی قرار میدهد. در همین حین عامل تفصیلی که مانع پخت میشود، در نزدیکی لبه قطعه چاپ میشود. سپس یک منبع انرژی IR با قدرت بالا از روی بد حرکت کرده و مناطقی را که عامل ذوب رد کرده است، میپوشاند در حالیکه بقیه پودر را دست نخورده باقی میگذارد. این فرآیند تا زمان اتمام قطعه سه بعدی ادامه پیدا میکند.
کاربردها
تکنولوژیهای مبتنی بر پلیمر PBF به دلیل عدم نیاز به ساپورت و امکان ایجاد هندسههای پیچیده، در طراحی محدودیت خاصی ندارند.
هر دو قطعه فلزی و پلاستیکی PBF به طور معمول دارای استحکام و دوام بالا و خواص مکانیکی قابل مقایسه (یا حتی در برخی موارد بهتر) با مواد بالک دارند. وجود طیف وسیعی از روشهای پردازش پس از تولید به این معناست که قطعات PBF میتوانند سطحی صاف داشته باشند و به همین دلیل اغلب برای تولید محصولات نهایی استفاده میشوند.
محدودیتهای PBF غالبا روی زبری سطح و تخلخل داخلی قطعات سه بعدی چاپ شده، شیرینکیج یا پیچیدگی حین چاپ سه بعدی و چالشهای مربوط به حمل و دفع پودر متمرکز میباشد.
تکنولوژی | متداولترین تولیدکنندگان | مواد |
SLS | EOS, Stratasys | نایلون، آلومید، نایلون پر شده با فیبر کربن، PEEK، TPU |
SLM/DMLS | EOS, ED Systems, Sinterit | آلومینیوم، تیتانیوم، استیل ضد زنگ، آلیاژ نیکل، کبالت کروم |
EBM | Acram | تیتانیوم، کبالت کروم |
MJF | HP | نایلون |
اکستروژن مواد (Material Extrusion)
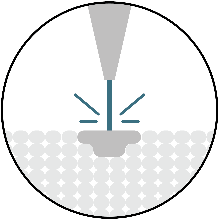
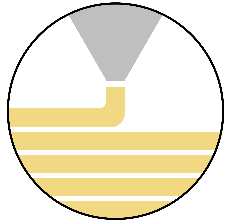
تکنولوژیهای اکستروژن مواد، همانند بیرون آمدن خمیر دندان از تیوب، مواد را از طریق نازل و روی صفحه ساخت بیرون میدهند. نازل مسیری از پیش تعیین شده را به صورت لایه لایه دنبال میکند.
FDM برای تولید قطعات، ترموپلاستیک را با نازل گرم شده و از طریق مسیر از پیش تعیین شده اکسترود میکند.
تکنولوژیها
چاپ فیلامنت مذاب (FDM)
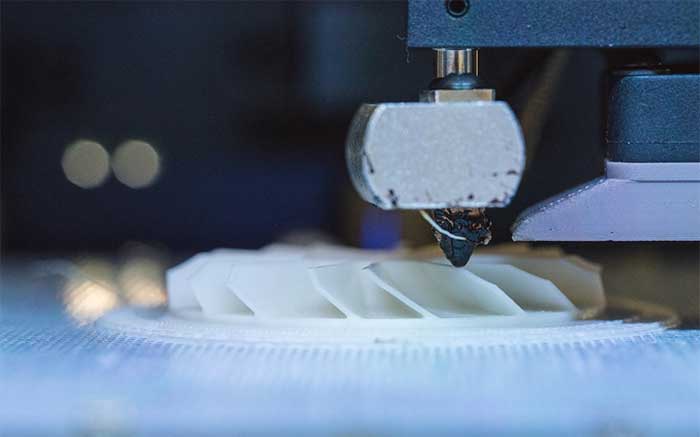
FDM (که بعضا با نام Fused Filament Fabrication یا FFF شناخته میشود) پرکاربردترین تکنولوژی چاپ سه بعدی است. FDM قطعات را با استفاده از فیلامنتهای رشتهای ترموپلاستیک جامد میسازد. نازل فیلامنتها را ذوب کرده و هل میدهد. پرینتر سه بعدی به طور مداوم نازل را حرکت میدهد و مواد ذوب شده را در مکانهایی دقیق و در مسیری از پیش تعیین شده قرار میدهد. مواد با سرد شدن خود لایه به لایه قطعه را میسازند.
کاربردها
اکستروژن مواد راهی سریع و مقرون به صرفه برای تولید نمونههای اولیه پلاستیکی است. سیستمهای صنعتی FDM همچنین میتوانند نمونههای اولیه کاربردی را با مواد مهندسی تولید کنند. محدودیتهای FDM شامل دقت ابعاد و ناهمسانی آن میشود.
تکنولوژی | متداولترین تولیدکنندگان | مواد |
FDM | Stratasy, Ultimaker, MakerBot, Markforged | ABS، PLA، نایلون، PC، نایلون تقویت شده با فیبر، ULTEM، فیلامنتهای exotic (چوبی، فلزی و ...) |
اگر شما هم علاقه مند به داشتن یک پرینتر سه بعدی هستید کجکوعه ثمین به شما پرینتر سه بعدی S3030 را پیشنهاد میکند.
متریال جت (Material Jetting)
متریال جت عموما با فرآیند چاپ دو بعدی اینک جت مقایسه میشود. در این فرآیند برای ساخت قطعات سه بعدی میتوان به طور همزمان از فوتوپلیمرها، فلزات یا موم که در معرض نور ماورابنفش یا دمای بالا قرار میگیرند و سفت میشوند، استفاده کرد. ماهیت متریال جت اجازه چاپ مولتی متریال را میدهد. از این قابلیت اغلب برای چاپ ساپورت با مواد مختلف (محلول) در مرحله ساخت استفاده میشود.

یک پرینتر متریال جت و ابعاد بزرگ آن
تکنولوژیها

متریال جت
متریال جت یک فوتوپلیمر را از صدها نازل ریز به هد چاپگر سه بعدی میرساند تا قطعه را لایه به لایه چاپ کند. این امر باعث میشود که متریال جت در مقایسه با سایر تکنولوژیهای رسوب گذاری نقطهای که برای ساخت یک لایه از قطعه مسیر مشخصی را دنبال میکنند، قطعات سه بعدی را سریعتر و به صورت خطی چاپ کند. قطرات حین اعمال شدن روی صفحه چاپ سه بعدی با استفاده از نور ماورابنفش جامد میشوند. فرآیند متریال جت نیاز به ساختار ساپورت دارد که در حین ساخت از ماده محلولی که به راحتی در پردازش پس از تولید حذف میشود، چاپ میشود.

پرتاب ذرات نانو
پرتاب ذرات نانو (NPJ) از مایعی حاوی نانو ذرات فلزی یا نانو ذرات ساپورت که به عنوان کارتریج در پرینتر سه بعدی قرار داده میشوند و در لایههای بسیار نازک روی صفحه چاپ سه بعدی پرتاب میشوند، استفاده میکند. دمای بالای محفظه باعث تبخیر مایع و جدا شدن آن از ذرات فلزی میشود.
Drop-On-Demand (DOD)
پرینترهای متریال جت DOD دارای دو دهانه چاپ هستند؛ یکی برای ذخیره مواد اولیه و معمولا مواد مومی و دیگری برای مواد نگهدارنده محلول. پرینترهای DOD همانند تکنیکهای سنتی چاپ سه بعدی، روی مسیری از پیش تعیین شده حرکت میکنند و با اعمال مواد به صورت نقطهای سطح مقطع یک نقطه را میسازند. این پرینترهای سه بعدی همچنین، از دستگاه کاتر استفاده میکنند که پس از اتمام هر لایه با دور زدن اطراف آن سطحی کاملا صاف ارائه میدهد. تکنولوژی DOD معمولا برای تولید الگوهای موم مانند برای ریختگری موم/دقیق و قالب سازی استفاده میشود.
کاربردها
متریال جت برای ساخت نمونههای اولیه بسیار ایدهآل است و جزئیاتی عالی با دقتی بالا و سطحی صاف را ارائه میدهد. متریال جت این امکان را به طراح میدهد که همزمان با چند ماده و چند رنگ چاپ کند. موانع اصلی تکنولوژیهای متریال جت هزینه بالا و شکنندگی فوتوپلیمرهای فعال شده با ماورابنفش میباشد.
تکنولوژی | متداولترین تولیدکنندگان | مواد |
متریال جت | Stratasys (Polyjet), 3D Systems (MultiJet) | جامد، شفاف، چند رنگ، رزین مانند، ABS مانند قابلیت چاپ مولتی متریال و مولتی کالر |
NPJ | Xjet | سرامیک، استیل ضد زنگ |
DOD | Solidscape | موم |
بایندر جت
بایندر جت فرآیند اعمال عامل اتصال دهنده روی بستر پودر برای ساخت یک قطعه سه بعدی است. این لایهها با اتصال یه یکدیگر یک جز جامد را تشکیل میدهند.

قطعه بایندر جت پس از حذف پودر
تکنولوژیها

بایندر جت
بایندر جت یک عامل چسبنده را روی لایههای نازک مواد پودری قرار میدهد. مواد پودری یا سرامیکی هستند (برای مثال شیشه یا گچ) یا فلزی (به عنوان مثال استیل ضد زنگ). هد چاپگر سه بعدی روی صفحه چاپ سه بعدی حرکت کرده و با اعمال قطرات اتصال دهنده، همانند پرینتر دو بعدی جوهری، چاپ را انجام میدهد. هنگامی که یک لایه تکمیل شد، بستر پودر به پایین حرکت کرده و لایه جدیدی از پودر روی صفحه قرار میگیرد. این فرآیند تا زمان کامل شدن همه قسمتها تکرار میشود. پس از چاپ قطعات سه بعدی اصطلاحا در مرحله Green State قرار دارند و نیاز به پردازش بیشتر دارند. برای بهبود خواص مکانیکی قطعات اغلب به آنها مادهای نفوذ کننده اضافه میشود. این ماده معمولا چسب سینوآکریلات (در قطعات سرامیکی) یا برنز (در قطعات فلزی) میباشد.
کاربردها
بایندر جت سرامیکی مناسب چاپهایی که زیبایی و فرم را به نمایش میگذارند، مانند مدلهای معماری، بستهبندی، بررسی ارگونومیک و..، میباشد. بایندر جت سرامیکی میتواند برای قالبگیری ریختگری ماسهای نیز استفاده شود.
قطعات بایندر جت فلزی میتوانند به عنوان اجزای کاربردی استفاده شوند و مقرون به صرفهتر از قطعات فلزی SLM یا DMLS هستند اما خواص مکانیکی ضعیفتری دارند.
تکنولوژی | متداولترین تولیدکنندگان | مواد |
بایندر جت | 3D Systems, Voxeljet, ExOne | ماسه سیلیس، ذرات PMMA، گچف استیل ضد زنگ، سرامیک، کبالت کروم، تنگستن کاربید |
انباشت مستقیم انرژی (Direct Energy Deposition)
انباشت مستقیم انرژی (DED) با ذوب مواد پودری هنگام اعمال آنها چاپ سه بعدی را انجام میدهد. این کار غالبا با پودرهای فلزی یا سیم انجام میشود و اغلب تحت عنوان رسوب فلز شناخته میشود.
تکنولوژیها
Laser Engineered Net Shape (LENS)
LENS از هد اعمال کننده که شامل هد لیزر، نازلهای پخش کننده پودر و تیوبهای گاز بیاثر میباشد، استفاده میکند تا پودرها را ذوب کرده و از نازلهای پخش کننده پودر خارج کند و لایههای قطعه سه بعدی جدید را چاپ کند. لیزر یک حوضچه مواد مذاب ایجاد میکند و پودر را به داخل آن اسپری میکند تا در آن جا ذوب و سپس جامد شود. بستر معمولا صفحه فلزی مسطح یا قسمتی است که مواد روی آن اضافه شده است (به عنوان مثال برای تعمیر یک قطعه).
چاپ سه بعدی پرتو الکترونی (EBAM)
EBAM برای تولید قطعات سه بعدی فلزی با استفاده از پودر یا سیم فلزی استفاده میشود. در این فرآیند مواد با استفاده از یک پرتو الکترونی به عنوان منبع گرما، بهم جوش داده میشوند. پرتو الکترونی قطعات سه بعدی را به شیوه LENS تولید میکند با این تفاوت که کارآمدتر از لیزر است و در خلا نیز کار میکند. این فناوری در ابتدا برای استفاده در فضا طراحی شده است.
کاربردها
تکنولوژیهای DED منحصرا در چاپ سه بعدی فلزی استفاده میشوند. ماهیت این فرآیند آن را برای تعمیر یا افزودن مواد به اجزای موجود (مانند پرههای توربین) مناسب کرده است. اتکا به سازههای متراکم ساپورت باعث شده که DED روشی ایدهآل برای تولید کامل قطعات نباشد.(ساخت قطعه از ابتدا)
تکنولوژی | متداولترین تولیدکنندگان | مواد |
LENS | Optomee | تیتانیوم، استیل ضد زنگ، آلومینیوم، مس، فولاد ابزار |
EBAM | Sciaky Inc | تیتانیوم، استیل ضد زنگ، آلومینیوم، مس، نیکل، استیل 4340 |
ترجمه و جمع آوری : واحد تحقیق و توسعه خدمات پرینتر های سه بعدی ثمین samin3d



