چاپ سه بعدی FDM

FDM چیست؟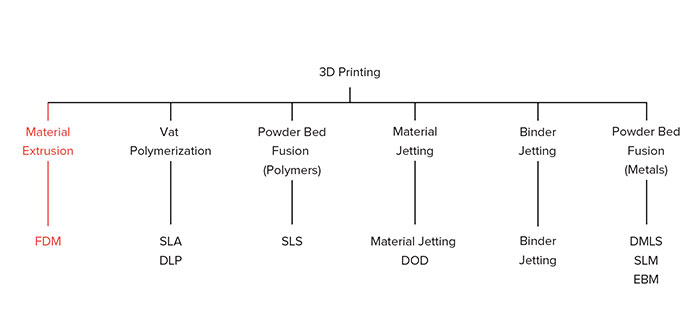
FDM پرکاربردترین فناوری چاپ سه بعدی است ، اغلب اولین فناوری است که افراد در معرض آن قرار می گیرند. در این مقاله اصول اساسی و جنبه های کلیدی این فناوری ارائه شده است.
یک طراح هنگام ساختن قطعه ای با FDM باید قابلیت ها و محدودیت های فناوری را در نظر داشته باشد ، زیرا این امر به او در دستیابی به بهترین نتیجه کمک می کند.
فرایند چاپ FDM
FDM چگونه کار می کند؟
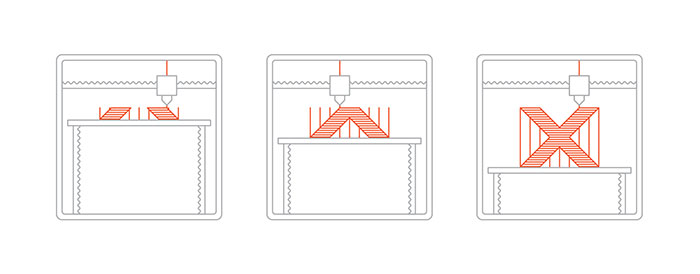
- یک قرقره از فیلامنت ترموپلاستیک ابتدا در چاپگر سه بعدی بارگذاری می شود. هنگامی که نازل به دمای مطلوب رسید ، فیلامنت به سر اکستروژن و در نازل که محل ذوب شدن است تغذیه می شود.
- سر اکستروژن به یک سیستم 3 محور متصل است که به آن اجازه می دهد در جهت X ، Y و Z حرکت کند. مواد ذوب شده به شکل رشته های نازک اکسترود می شوند و لایه به لایه در مکانهای از پیش تعیین شده رسوب می کنند ، جایی که سرد و جامد می شوند. گاهی اوقات خنک سازی مواد با استفاده از فن های خنک کننده متصل به سر اکستروژن تسریع داده می شود.
- برای پر کردن یک منطقه ، پاس های متعدد مورد نیاز است (مشابه رنگ مستطیل با نشانگر). هنگامی که یک لایه به پایان می رسد ، بد دستگاه چاپگر سه بعدی پایین می رود (یا در سایر ماشینها ، سر اکستروژن به سمت بالا حرکت می کند) و یک لایه جدید رسوب می کند. این روند تا زمان کامل شدن قطعه تکرار می شود.
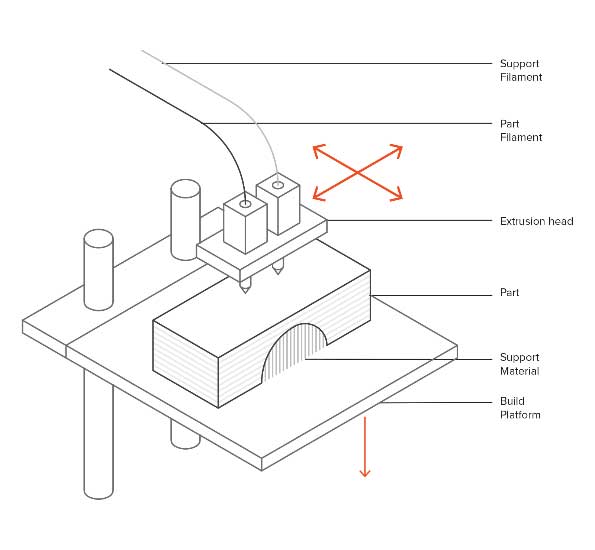
شماتیک یک چاپگر معمولی FDM
ویژگی های FDM
1. پارامترهای چاپگر
اکثر سیستم های FDM امکان تنظیم چندین پارامتر فرآیند ، از جمله دمای نازل و بد ، سرعت ساخت ، ارتفاع لایه و سرعت فن خنک کننده را فراهم می کنند. اینها عموماً توسط اپراتور تنظیم می شوند ، بنابراین نباید نگرانی چندانی برای طراح داشته باشند.
آنچه از دید یک طراح مهم است اندازه ساختمان و ارتفاع لایه است. اندازه ساخت قطعات در چاپگر سه بعدی رومیزی معمولاً 200 ×200×200 میلی متر است ، در حالی که برای ماشین های صنعتی این اندازه به 1000× 1000× 1000 میلی متر می رسد. اگر یک دستگاه چاپگر سه بعدی رومیزی ترجیح داده شود (برای مثال برای کاهش هزینه) یک مدل بزرگ را می توان به قطعات کوچکتر تقسیم کرد و سپس مونتاژ کرد.
ارتفاع لایه معمولی مورد استفاده در FDM بین 50 تا 400 میکرون متغیر است و می توان در صورت سفارش آن را تعیین کرد. ارتفاع لایه کوچکتر قطعات صاف تری تولید می کند و هندسه های منحنی را با دقت بیشتری ثبت می کند ، در حالی که ارتفاع بزرگتر قطعات سه بعدی را سریعتر و با هزینه کمتر تولید می کند. معمول ترین ارتفاع لایه 200 میکرون است.
2. تاب برداشتن
تاب برداشتن یکی از شایع ترین نقایص در FDM است. هنگامی که مواد اکسترود شده در حین انجماد سرد می شوند ، ابعاد آن کاهش می یابد. همانطور که بخش های مختلف چاپ سه بعدی با سرعت های مختلف سرد می شوند ، ابعاد چاپ سه بعدی نیز با سرعت های مختلف تغییر می کند. خنک کننده باعث ایجاد تنش های داخلی می شود که لایه زیرین را به سمت بالا می کشد و باعث تاب برداشتن می شود، تاب برداشتن را با نظارت دقیق تر دما و با افزایش چسبندگی بین قطعه و بد دستگاه چاپر سه بعدی می توان جلوگیری کرد .
تصمیمات طراح همچنین می تواند احتمال تاب خوردن را کاهش دهد:
- مناطق مسطح بزرگ (تصور کنید یک جعبه مستطیلی است) بیشتر مستعد تاب برداشتن هستند و در صورت امکان باید از آنها اجتناب کرد.
- قسمت های باریک بیرون زده (به دندانه های چنگال فکر کنید) نیز مستعد تاب برداشتن هستند. در این حالت ، با افزودن مقداری ماده قربانی در لبه قسمت نازک (به عنوان مثال مستطیل ضخامت 200 میکرون) می توان مساحت لمس سکوی سازه را افزایش دهد و از تاب برداشتن جلوگیری کرد
- گوشه های تیز بیشتر از اشکال گرد شکل تاب می خورند ، بنابراین افزودن فیلت به طرح یک کار خوب است.
- مواد مختلف بیشتر مستعد پیچ خوردگی هستند: ABS به دلیل دمای انتقال بالاتر و ضریب انبساط حرارتی نسبتاً بالا نسبت به PLA یا PETG به تاب برداشتن حساس تر است.

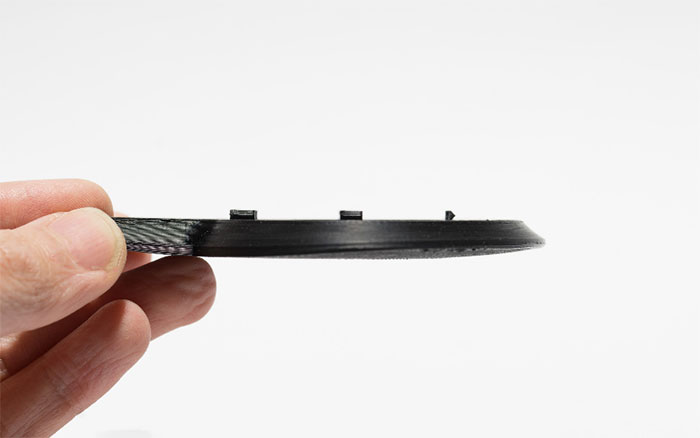
تاب برداشتن ABS در فرآیند پرینت FDM
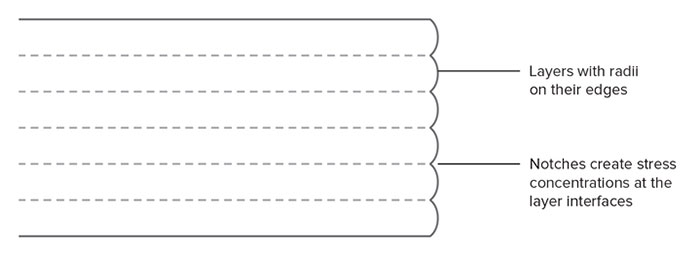
3. چسبندگی لایه
چسبندگی خوب بین لایه های رسوب شده برای یک قطعه FDM بسیار مهم است. هنگامی که ترموپلاست مذاب از طریق نازل خارج می شود ، به لایه قبلی فشار می آورد . درجه حرارت بالا و فشار دوباره سطح لایه قبلی را ذوب می کند و اتصال لایه جدید را با قسمت چاپ شده قبلی امکان پذیر می کند.
استحکام پیوند بین لایه های مختلف همیشه کمتر از مقاومت پایه مواد است.
این بدان معناست که قطعات FDM ذاتاً ناهمسانگرد هستند: قدرت آنها در محور Z همیشه کمتر از قدرت آنها در صفحه XY است. به همین دلیل ، هنگام طراحی قطعات برای FDM ، توجه به جهت باید در نظر گرفته می شود.
به عنوان مثال ، تست کشش قطعات چاپ شده به صورت افقی در ABS با 50٪ اینفیل ، با قطعات تست شده در جهت عمودی با هم مقایسه شده و تقریبا 4 برابر مقاومت کششی بیشتری در جهت چاپ X ، Y در مقایسه با جهت Z بوده (17مگاپاسکال در مقایسه با 4.4 مگاپاسکال) و قبل از شکستن تقریباً 10 برابر بیشتر افزایش طول داشته است. (4.8٪ در مقایسه با 0.5٪).
علاوه بر این ، از آنجا که مواد مذاب به لایه قبلی فشرده می شوند ، شکل آن به بیضی تغییر شکل می دهد. این بدان معناست که قطعات FDM همیشه سطحی مواج خواهند داشت ، حتی برای ارتفاع لایه کم ، و ممکن است ویژگی های کوچک مانند سوراخ ها یا زروه های کوچک پس از چاپ مجدداً پردازش شوند.

خطوط لایه یک قطعه FDM به طور کلی قابل مشاهده است
اگر شما نیز به یک پرینتر سه بعدی نیاز دارید پرینتر سه بعدی S3030v2 را به شما پیشنهاد می کنیم
4. ساختار ساپورت
ساختار ساپورت برای ایجاد هندسه ای با برجستگی در FDM ضروری است. ترموپلاست ذوب شده را نمی توان روی هوا رسوب داد. به همین دلیل ، برخی از هندسه ها نیاز به ساختار ساپورت دارند. مقاله مفصلی که نحوه استفاده از ساختار ساپورت را توضیح می دهد در اینجا یافت می شود.
سطوح چاپ شده روی ساپورت عموماً از کیفیت سطحی پایین تری نسبت به بقیه سطوح قطعه برخوردار خواهند بود. به همین دلیل ، توصیه می شود که قطعه به گونه ای طراحی شود که نیاز به ساپورت را به حداقل برساند.
ساپورت معمولاً با همان ماده قطعه چاپ می شود. مواد ساپورت که در مایع حل می شوند نیز وجود دارند ، اما عمدتا در چاپگرهای سه بعدی رومیزی درجه یک یا چاپگر صنعتی سه بعدی FDM استفاده می شوند. چاپ روی ساپورت های قابل حل به طور قابل توجهی کیفیت سطح قطعه را بهبود می بخشد ، اما هزینه کلی چاپ را افزایش می دهد ، زیرا دستگاه های تخصصی (با اکستروژن دوگانه) و هزینه مواد قابل حل نسبتاً بالا هستند.


5. اینفیل و ضخامت شل
قطعات FDM معمولاً بصورت جامد (کاملا تو پر) چاپ نمی شوند تا زمان چاپ را کاهش داده و مواد را ذخیره کنند. در عوض ، محیط بیرونی با استفاده از چندین پاس ، که شل نامیده می شود ، چاپ می شود و فضای داخلی با یک ساختار داخلی با چگالی کم ، که اینفیل نامیده می شود ، پر شده است.
اینفیل و ضخامت شل بر استحکام یک قطعه تأثیر زیادی می گذارد. برای چاپگرهای FDM رومیزی ، تنظیم پیش فرض 25٪ چگالی ایفیل و ضخامت شل 1 میلی متر است ، که سازگاری خوبی بین قدرت و سرعت برای چاپ سریع است.

هندسه داخلی چاپ FDM با چگالی اینفیل متفاوت
6. مواد متداول FDM
یکی از نقاط قوت کلیدی FDM طیف گسترده ای از مواد موجود است. اینها می توانند از ترموپلاستیک های کالایی (مانند PLA و ABS) تا مواد مهندسی (مانند PA ، TPU و PETG) و ترموپلاستیک های با کارایی بالا (مانند PEEK و PEI) متغیر باشند.
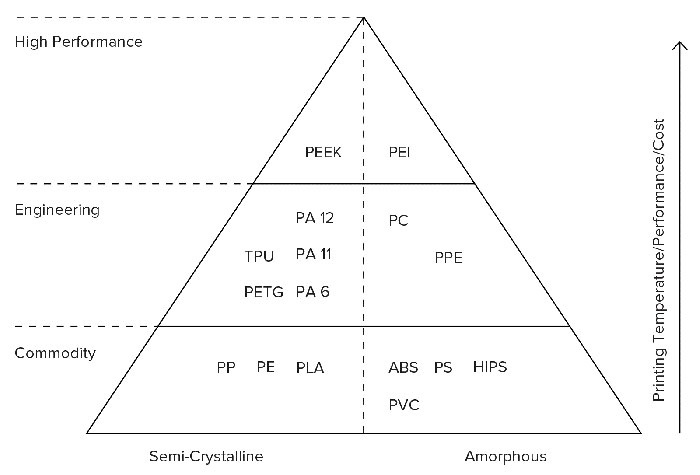
هرم مواد ترموپلاستیک موجود در FDM. به عنوان یک قاعده کلی ، هرچه یک ماده بالاتر باشد ، خواص مکانیکی آن بهتر است
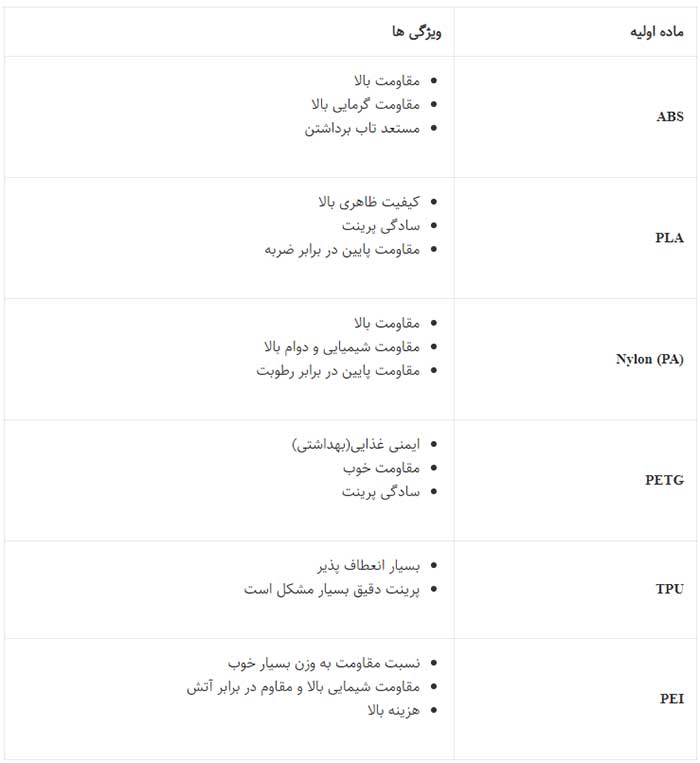
مواد مورد استفاده بر خواص مکانیکی و دقت قطعه چاپ شده و همچنین قیمت آن تأثیر می گذارد. برای کسب اطلاعات بیشتر درباره خواص مواد مختلف مورد استفاده می توانید از مقاله راهنمای مشتری فیلامنت های پرینتر سه بعدی استفاده کنید.
7. پس پردازش
قطعات FDM را می توان با استفاده از روشهای مختلف پس پردازش مانند سنباده زنی و پرداخت ، رنگ آمیزی ، رنگرزی ، جوشکاری سرد ، صاف کردن بخار ، پوشش اپوکسی و روکش فلزی با استاندارد بسیار بالایی به پایان رساند. مقاله ای گسترده در مورد پس از پردازش قطعات FDM را می توانید در اینجا پیدا کنید
مزایا و محدودیت های FDM
مزایا و معایب کلیدی این فناوری در زیر خلاصه می شود:
مزایا
- FDM مقرون به صرفه ترین روش برای تولید قطعات و نمونه های ترموپلاستیک سفارشی است.
- زمان استفاده از FDM کوتاه است، به دلیل در دسترس بودن زیاد این فناوری.
- طیف وسیعی از مواد ترموپلاستیک در دسترس است که هم برای نمونه سازی و هم برای برخی کاربردهای غیر تجاری مناسب است.
محدودیت ها
- FDM دارای کمترین دقت و وضوح ابعادی در مقایسه با سایر فناوری های چاپ سه بعدی است ، بنابراین برای قطعات با جزئیات پیچیده مناسب نیست.
- قطعات FDM احتمالاً دارای خطوط لایه قابل مشاهده هستند ، بنابراین پردازش پس از آن برای یک سطح صاف مورد نیاز است.
- مکانیسم چسبندگی لایه باعث می شود که قطعات FDM ذاتاً ناهمسانگرد باشند.
قوانین کلیدی
- FDM می تواند نمونه های اولیه و قطعات کاربردی را سریع و با هزینه کم از طیف وسیعی از مواد ترموپلاستیک تولید کند.
- اندازه معمول ساخت چاپگر سه بعدی FDM رومیزی 200 × 200× 200 میلی متر است. ماشین های صنعتی دارای اندازه ساخت بزرگتری هستند.
- برای جلوگیری از تاب برداشتن از مناطق مسطح بزرگ اجتناب کنید و فیلت ها را در گوشه های تیز اضافه کنید.
- FDM ذاتاً ناهمسانگرد است ، بنابراین برای اجزای مهم مکانیکی توصیه نمی شود.
ترجمه و جمع آوری : واحد خدمات و تحقیق و توسعه پرینتر های سه بعدی ثمین samin3d



