
رزوه ها و پیچ های پرینت سه بعدی – راهنمای ساده
- علمی و تحقیقاتی
فاطمه کلانکی
- 0
- 10 دقیقه خوانده شده

به شیارهای مارپیچی بیرون پیچ یا درون مهره رزوه میگویند. رزوهها حرکت پیچشی را تبدیل به حرکت خطی کرده و با بیش از ده روش توسط ماشین های مختلفی ایجاد می شود.
رزوه ها و پیچهای پرینت سه بعدی – راهنمای ساده
در ابتدا باید پرسید تفاوت بین پیچ و رزوه چیست؟ پیچ یک عنصر اتصالی است که برای تشکیل اتصال استفاده شده و میتواند بعدا جدا شود؛ در حالی که رزوه اصلیترین ویژگی اتصال پیچ است. گفته میشود که رزوهها فقط برای پیچها استفاده نمیشوند. آنها در لولهها، حرکتهای خطی، چرخدندههای حلزونی و بسیاری از دستگاههای دیگر نیز وجود دارند.
ویژگی مشترک میان همهی رزوهها، نحوهی ساخت آنهاست. هر رزوه، یک شیار مارپیچ پیوسته از یک مقطع خاص است که در خارج یا داخل یک سطح استوانهای شکل ایجاد میشود.
در بیشتر موارد، مقطع یا فرم، مثلثی یا ذوزنقهای است. فرمهای رزوه مثلثی بیشتر برای اتصالدهندهها (پیچها) استفاده میشود؛ در حالی که از رزوههای ذوزنقهای که گونهای از رزوهی مربعی هستند، برای انتقال نیرو و حرکتهای خطی روی پیچهای سربی استفاده میشوند. برای سادهتر کردن فهم مطالب، این مقاله فقط رزوههای مثلثی شکل را مورد بحث قرار میدهد؛ اما همهی موارد برای هر دو نوع صدق میکند.
سطح دیگری از طبقهبندی، رزوههای متریک را از انواع اینچی آنها متمایز میسازد. اولی بیشتر در اروپا و آسیا استفاده میشود و نوع دوم در ایالات متحده و بریتانیا محبوبتر است. برای فردی که آموزش ندیده، آنها یکسان به نظر میرسند؛ اما تفاوتهایی در شکل مثلث و گام منحنی مارپیچ آنها وجود دارد.
در این مقاله نگاهی به اصول طراحی و پرینت سه بعدی پیچها و رزوهها خواهیم داشت.
رزوهها و پیچهای پرینت سه بعدی
اصطلاحات پایه
قبل از شروع طراحی رزوهها، چند اصطلاح و مفهوم وجود دارد که باید با آنها آشنا شوید:
- رزوهی خارجی یا داخلی: رزوهی خارجی یا نرگی از یک سطح استوانهای شکل امتداد مییابد. رزوهی داخلی یا مادگی دقیقا عکس یک رزوهی خارجی است؛ بدین معنی که درون یک سطح استوانهای حک شده است. به عنوان مثال، پیچها از رزوههای خارجی استفاده میکنند، در حالی که برای ساخت مهرهها از رزوههای داخلی استفاده میشود.
- جهت رزوه: رزوهها به سمت راست یا چپ بسته میشوند. رزوههای راستگرد در جهت عقربههای ساعت و رزوههای چپگرد در خلاف جهت عقربههای ساعت بسته میشوند. اگر یک رزوهی راستگرد را در خلاف جهت عقربههای ساعت بچرخانید، باز میشود. علاوه بر این، یک مهرهی راستگرد روی پیچ چپگرد بسته نمیشود. اگرچه رزوههای راستگرد رایجتر هستند، اما میتوانید رزوههای چپگرد را در جاهایی مثل شیر آب گرم دوشها یا سینکها پیدا کنید.
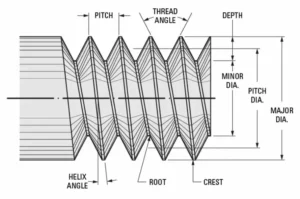
- محور رزوه: خطی است که از مرکز استوانه عبور کرده و رزوه روی آن تشکیل شده است.
- ریشه: قسمت پایین شیاری است که در اطراف بدنهی رزوه قرار دارد.
- تاج: بالاترین نقطهی رزوه است.
- قطر اصلی (بزرگ): قطر استوانهای که دور تاج رزوهی خارجی یا ریشهی رزوهی داخلی را در بر میگیرد، به عنوان قطر اصلی (بزرگ) شناخته میشود. این استوانه با محور رزوه متحدالمرکز است.
- قطر کوچک: قطر استوانهای است که ریشهی یک رزوهی خارجی یا تاج رزوهی داخلی را احاطه میکند. این استوانه با محور رزوه و قطر اصلی آن متحدالمرکز است. قطر کوچک در رزوههای داخلی با عنوان «قطر اندازهی مته» نیز شناخته میشود.
- گام: فاصلهی میان نقاط معادل روی رزوههای مجاور است. به عنوان مثال، فاصلهی بین دو تاج متوالی در یک رزوهی مثلثی شکل.
هنگام طراحی اجزای رزوهدار، دو امکان وجود دارد. شما میتوانید از ابزارهای موجود در نرمافزار CAD استفاده کنید که شامل بسیاری از مدلهای اجزای دستگاههای تجاری است. ابزارهای موجود در جعبه ابزار بر اساس نرمافزار متفاوت بوده و ممکن است مجبور باشید برخی از آنها را بخرید.
از طرف دیگر، میتوانید اجزای رزوهدار را از ابتدا مدلسازی کنید. برای این کار، به طور مثال Fusion 360، یک تابع تولید رزوهی ساده شده را ارائه مینماید. سایر برنامه های CAD نیز دارای ابزارهایی با درجات مختلف شباهت هستند.
با این حال، نکتهی مهم درک اصول اولیه است. این امر فقط در مورد نحوهی استفاده از نرمافزار CAD نیست؛ بلکه در مورد دانستن قوانین طراحی رزوهها نیز میباشد. بنابراین، قبل از پرداختن به نحوهی مدلسازی رزوهها، اجازه دهید در مورد قوانین مربوط به آنها صحبت کنیم.
رزوهها و پیچهای پرینت سه بعدی
قوانین مربوط به رزوهها
تمام پیچهای تجاری استاندارد هستند؛ برای مثال، پیچ بریستول آلن ISO M4X20 دارای گام، زاویه و ابعاد دندانهی مشخص است. بنابراین وقتی یک عنصر رزوهدار را مدلسازی میکنید، ابعاد نباید دلخواه باشند؛ بلکه باید بر اساس یک استاندارد انتخاب گردند. رعایت این نکته به شدت توصیه گردیده و باعث میشود مدل شما حتی اگر قرار است رزوهها را پرینت سه بعدی کنید، بهتر باشد.
حتما به واحدهای اندازهگیری نیز توجه نمایید:
- رزوههای متریک: علامت «M» در یک رزوهی متریک، قطر خارجی اسمی آن رزوه را بر حسب میلیمتر نشان میدهد. به عنوان مثال، رزوهی M5 دارای قطر بیرونی اسمی 5 میلیمتر است. در یک رزوهی خارجی، قطر خارجی اسمی معادل قطر اصلی است. در یک رزوهی داخلی، قطر خارجی اسمی را میتوان با اندازهگیری قطر کوچک و کمک گرفتن از جدول رزوههای متریک تعیین نمود.
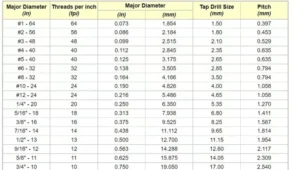
- رزوههای اینچی: رزوههای اینچی با استفاده از تعدادی استاندارد تعیین میشوند؛ از جمله استاندارد رزوهی یکپارچه (UTS) که در اصل اندازههای رزوهی استاندارد را با اعداد (مثلا 4#) نامگذاری میکند. دو اندازهی مهم در UTS به ترتیب قطر اصلی یا کوچک در رزوههای خارجی یا داخلی و رزوه در هر اینچ (TPI) است.
بنابراین، زمانی که میخواهید عناصر رزوهدار را طراحی کنید، باید مشخصات گام، زاویه و بقیه موارد را از جداول استاندارد پیشنهادی استخراج نمایید.
رزوهها و پیچهای پرینت سه بعدی
استفاده از ابزارهای نرم افزارها

در بسیاری از موارد ممکن است نیازی به مدلسازی صفر تا صد قطعه نباشد. همانطور که در بالا ذکر شد، بسیاری از برنامههای CAD مجهز به جعبهابزار قطعات استاندارد هستند و اگر قطعهای که استفاده میکنید، یک قطعهی تجاری موجود باشد، ممکن است خوش شانس بوده و مجبور نباشید آن را مدلسازی نمایید.
برای مثال در SolidWorks میتوانید بدون نیاز به مدلسازی، پیچ و مهرههای آماده داشته باشید. همچنین گزینههای مختلفی برای نمایش وجود دارد:
- ساده: پیچ صاف به نظر میرسد؛ اما نسبت گام پیچ همچنان اعمال میشود.
- شماتیک: مدل دارای برچسب رزوه است.
- جزئی: مدل از قبل دارای یک «رزوه» مدلسازی شده است.
با این حال حتما بررسی نمایید که رزوهی مورد نظر کارایی داشته باشد. در برخی از نسخههای SolidWorks، به دلیلی که فقط توسعهدهندگان میدانند، رزوهی انتخاب شده در واقع یک مارپیچ نیست؛ بلکه آرایهای از برش دایرهای شکلی است که در همان صفحه ایجاد شده. به این معنی که رزوه واقعی نبوده و بسته نمیشود. اگر تصور میکنید با پرینت این مدل، سیستم را فریب میدهید، در واقع چند ساعت از فرآیند چاپ را تلف کردهاید. این مورد برای همهی نرمافزارها صدق نمیکند؛ لذا حتما روی نرمافزار خود تست نمایید.
Fusion 360
Fusion 360 برای افزایش عملکرد نرمافزار به افزونهها متکی است. وقتی صحبت از عناصر اتصال میشود، McMaster-Carr محبوبترین مورد است. این مورد شامل عناصری مانند پیچ و مهرهها، میلههای رزوهدار، واشرها، پینها و میخها است.
میتوانید دستههای زیادی را بررسی یا مستقیما آنچه را که میخواهید، جستجو کنید. هنگامی که چیزی را انتخاب کردید – برای مثال یک پیچ – میتوانید اندازه و طول رزوه را انتخاب نموده و سپس آن را به فضای کاری اضافه کنید.
رزوهها و پیچهای پرینت سه بعدی
مدلسازی رزوهها
اگر عنصر رزوهدار مورد نیاز شما به راحتی در دسترس نیست، باید آن را از ابتدا مدلسازی کنید. در ادامه، فرآیند طراحی رزوههای خارجی و داخلی را با استفاده از تابع تولید رزوهی سادهی Fusion 360 نشان خواهیم داد.
سایر برنامههای CAD ممکن است ابزارهای مشابهی داشته باشند. همانطور که قبلا گفته شد، درک اصول اولیه، از جمله اصطلاحات، استانداردهای تعیین شده و اصول طراحی – که همهی آنها را در بالا مورد بحث قرار دادیم، بسیار مهم است. با این اطلاعات، میتوان از هر ابزار مدلسازی توانمندی جهت ساخت مدلها و انتخاب مقادیر ورودی مناسب برای تولید رزوههای مورد نظر استفاده کرد.
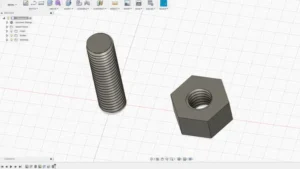
بیایید با رزوهی خارجی یک پیچ شروع کنیم.
رزوهی خارجی
1. دایرهای با قطری برابر قطر اصلی رزوهی مورد نظر بکشید.
2. با اکسترود کردن دایره به طول رزوهی مورد نظر، یک استوانه ایجاد نمایید.
3. به منوی « Create» رفته و گزینهی «Thread» را انتخاب کنید.
4. استوانهای را که ایجاد کردید، انتخاب نمایید. مطمئن شوید که چک باکس «Modeled» علامت زده شده است. سپس نوع رزوه و سایر پارامترهای آن را تنظیم کنید.
5. «OK» را بزنید.
همین! شما رزوهی خارجی خود را ساختید! برای اینکه آن را به یک پیچ مناسب تبدیل کنید، باید آن را به سر دلخواه خود وصل نمایید.
حالا بیایید مهرهای با یک رزوهی داخلی طراحی کنیم.
رزوهی داخلی
1. یک شش ضلعی بکشید. برای دستیابی به اهداف این آموزش، مطمئن شوید که ابعاد آن بزرگتر از رزوهای است که میخواهید طراحی نمایید.
2. آن را به ارتفاع مورد نظر اکسترود کنید.
3. با انتخاب گزینهی «Hole» در منوی «Create» یک سوراخ در مرکز آن ایجاد کنید. قطر سوراخ باید به اندازهی قطر اصلی رزوه باشد.
4. سطح داخلی سوراخی که ایجاد کردهاید را انتخاب نموده، به منوی «Create» رفته و سپس گزینهی «Thread» را انتخاب کنید.
5. به یاد داشته باشید که گزینهی «Modeled» را علامت بزنید. اندازهی رزوه و سایر پارامترها را تنظیم نمایید.
6. «OK» را بزنید.
بفرمائید! اولین رزوههای شما آمادهی چاپ هستند!
ما اکنون یک مدل CAD از عنصری رزوهدار را داریم. مرحلهی بعدی چاپ آن است. اینجاست که سرگرمی شروع میشود. برای اطمینان از موفقیت آمیز بودن پرینت و طول عمر مناسب نتیجهی آن، ابتدا به برخی از ملاحظات فرآیند چاپ نگاهی میاندازیم.
رزوهها و پیچهای پرینت سه بعدی
سرآغاز
یکی از اولین مواردی که باید در نظر بگیرید، مادهای است که با آن فرآیند پرینت را اجرا مینمایید؛ زیرا این عامل نقش مهمی در عملکرد عنصر چاپ شده دارد. یک پیچ نیروی عمودی قابل توجهی را در طول خود اعمال میکند و در مورد پیچ پرینت سه بعدی، به سادگی برابر مجموعهای از لایههای متصل است.
برای مواد ضعیفی مانند PLA، ممکن است این نیرو باعث شود که پیچ به سادگی در یک نقطهی بحرانی بشکند. بنابراین، مواد قویتری مانند ABS یا نایلون را برای این نوع کاربردها استفاده کنید.
پس از انتخاب مواد، چند مرحلهی مهم تنظیم پرینتر قبل از شروع فرآیند چاپ عناصر رزوهدار پیش روی شما خواهد بود. ابتدا باید مطمئن شوید که پرینتر شما به درستی کالیبره شده است. کالیبراسیون اکسترودر نیز مهم است. همچنین بسیار توصیه میشود که بستر چاپ خود را مجددا تنظیم نمایید.
رزوهها و پیچهای پرینت سه بعدی
تنظیمات پرینت
پیچها پرینت سه بعدی شده و محکم هستند (منبع: nathy_bh در Thingiverse)
در ادامه برخی از دستورالعملهای کلی جهت تنظیم فرآیند چاپ برای تولید بهترین رزوههای ممکن آمده است:
- همیشه سعی کنید رزوههای خود را به صورت عمودی چاپ کنید. برای دستیابی به بهترین نتیجه، محورهای رزوه باید عمود بر بستر چاپ باشند.
- بدون سازههای پشتیبان چاپ کنید یا حداقل مطمئن شوید که این سازهها داخل رزوه قرار نمیگیرند. در غیر این صورت، حذف آنها و حفظ عملکرد، به خصوص در مورد رزوههای داخلی، میتواند واقعا دردسرساز باشد.
- در صورت امکان، حداقل از چهار لایهی (پوسته) عمودی یا دیوارههای عمودی حداقل 2 میلیمتر استفاده کنید. این امر تولید یک رزوهی مستحکم را تضمین مینماید.
- تراکم مورد نظر به کاربرد شما بستگی دارد؛ اما سعی کنید آن را حداقل روی 25٪ تنظیم کنید.
- ارتفاع لایه یک پارامتر مهم در هنگام چاپ رزوهها است. برای داشتن عملکرد مناسب، لایهها باید تا حد امکان نازک باشند. به عنوان یک راهنمایی، رزوههایهای بزرگتر از M12 یا 1/2 اینچ را میتوان به راحتی با لایههای 0.2 میلیمتری چاپ کرد. در حالی که رزوههای کوچکتر باید با لایههای نازکتر چاپ شوند.
رزوهها و پیچهای پرینت سه بعدی
نکات
پرینت و پیچ (منبع: greenzodiac در Thingiverse)
ممکن است کار سادهای به نظر برسد، اما چاپ رزوهها همیشه آسان نیست؛ به خصوص اگر قطرهای کوچکی نیاز داشته باشید.
فرض کنید از یک نازل 0.4 میلیمتری و ارتفاع لایهی 0.2 میلیمتری استفاده میکنید. با این تنظیمات، کوچکترین گامی که میتوانید چاپ کنید، احتمالا حدود 0.5 میلیمتر (0.1 میلیمتر کمتر یا بیشتر) خواهد بود. چنین گامی برای رزوهی M3 مناسب بوده و اگر میخواهید یک رزوهی داخلی را در قطعهی نسبتا بزرگی چاپ کنید، مشکل چندانی پیش نخواهد آمد. به این دلیل که رزوهی شما در حالی که نازل در جای دیگری است، زمان کافی برای خنک شدن خواهد داشت.
برای مثال جالب خواهد بود اگر به یک رزوهی خارجی روی پیچ یا مهره نیاز داشته باشید. در این مورد، جای دیگری برای رفتن نازل شما وجود ندارد؛ و این بدان معنی است که احتمالا به خنککاری اضافی نیاز خواهید داشت. قبل از اینکه تصمیم به پرینت بسیاری از رزوههای خارجی نازک بگیرید، حتما پرینتر خود را آزمایش نمایید.
به طور کلی، ایدهی خوبی است که به طور آزمایشی یک رزوه را چاپ کنید. این بهترین راه برای آزمایش قابلیتهای پرینتر سه بعدی شماست.
رزوهها و پیچهای پرینت سه بعدی
نکات نهایی
دو پیچ، یک پرینت (منبع: aikiks در Printables)
حتی اگر اولین آزمایش شما موفقیتآمیز نباشد، هنوز امیدی وجود دارد! در اینجا به چند نکتهی پایانی میپردازیم:
- حتی اگر موفق به چاپ یک رزوهی خارجی با ظاهر زیبا و کوچکتر ازM6 (قطر 6 میلیمتر) شدید، قبل از استفاده از آن برای حمل هر باری، دوباره فکر کنید. به دلیل قطر کم و ماهیت پرینت سه بعدی، رزوهای با این اندازه تنها برای مدلهای دکوری مناسب است. اگر باید یک قطعهی کاربردی باشد، طراحی متفاوتی را در نظر بگیرید.
- رزوههای داخلی با قطر کمتر از 4 میلیمتر، دارای گام بسیار کمی هستند که چاپ آنها را دشوار میسازد. درمورد این اندازه، به فکر چاپ یک سوراخ خالی و ایجاد رزوه به کمک قلاویز باشید. در هر صورت، تمیز کردن رزوه قبل از استفاده، چه به وسیلهی پرینت سه بعدی ساخته شده باشد و چه به کمک قلاویززنی، همیشه کار خوبی است.
- برخی از مواد بیشتر از بقیه منقبض میشوند. قبل از شروع به چاپ قطعات بزرگ رزوهدار، چند نمونهی کوچک بسازید تا بتوانید ابعاد رزوه را بررسی نمایید. ممکن است در هنگام چاپ رزوههای داخلی با رزوهای کوچک و تنگ یا هنگام چاپ رزوههای خارجی با رزوهای بسیار بزرگ مواجه شوید.



