عیب یابی و رفع مشکلات مربوط به ظاهر قطعه نهایی سازه سه بعدی
- تعمیرات و عیب یابی
فاطمه کلانکی
- 0
- 27 دقیقه خوانده شده

پرینتر های سه بعدی این امکان را به شما می دهند که هر چیزی که میخواهید را بسازید ، ولی گاهی اوقات شما در حین پرینت سازه سه بعدی مورد نظر خود، با مشکلات کوچک و بزرگی رو به رو می شوید که ممکن است وقت و هزینه زیادی برای رفع آنها صرف شود.
ما در واحد تحقیق و توسعه خدمات پرینترهای سه بعدی ثمین قصد داریم در این مقاله به بررسی کامل تمامی مشکلاتی بپردازیم که امکان دارد شما در حین چاپ سازه سه بعدی مورد نظر خود با آن مواجه شوید و سپس انواع راه حل های مختلف را برای رفع این مشکلات به شما ارائه دهیم.
مشکلات چاپ سه بعدی در پرینتر FDM– پرینتر سه بعدی چیزی چاپ نمی کند
ممکن است سازه سه بعدی چاپ نشود و از هات اند هیچ فیلامنتی اکسترود نشود. دلایل احتمالی زیادی برای این نوع مشکلات چاپ سه بعدی وجود دارد.
1- ترک های موجود روی مدل های بلند در پرینتر های سه بعدی
.jpg)
مشکل فرآیند چاپ در پرینتر های سه بعدی چیست؟
ترک هایی روی قسمت های مختلف مدلدرپرینترهای سه بعدی، به خصوص مدل های بلند، درپرینترهای سه بعدیدیده می شود. این یکی از عجیب ترین مشکلات چاپ سه بعدی است و در مدل های بزرگ تر درپرینترهای سه بعدی در جایی که انتظارش را ندارید، بیشتر خودش را نشان میدهد.
علت این مشکل در پرینتر های سه بعدی چیست؟
در چاپ سه بعدی لایه های بالاتر مواد درپرینترهای سه بعدیسریع تر خنک میشوند. گرمای صفحه داغ درپرینترهای سه بعدی به لایه های بالا نمیرسد و به همین علت چسبندگی درپرینترهای سه بعدیکاهش می یابد.
راه حل پیشنهادی: دمای اکسترودر در پرینتر های سه بعدی
دمای اکسترودر را درپرینترهای سه بعدی افزایش دهید. با افزایش 10 درجهای آن شروع کنید. روی جعبه فیلامنت دمای کار هات اند درپرینترهای سه بعدیچاپ شده؛ میتوانید دما را در آن بازه تنظیم کنید.
راه حل پیشنهادی: جهت و سرعت فن در پرینتر های سه بعدی
فن ها را درپرینترهای سه بعدی دوباره بررسی کنید. مطمئن شوید روشن هستند و روی مدل درپرینترهای سه بعدی قرار گرفته اند. اگر تنظیمات درست بود، سرعت را درپرینترهای سه بعدیکاهش دهید.
لیست بررسی مشکلات چاپ سه بعدی: ترک های موجود روی مدل های بلند در پرینتر های سه بعدی
- دمای هات اند را درپرینترهای سه بعدی بررسی کرده و با فواصل 10 درجه ای افزایش دهید.
- موقعیت و سرعت فن های خنک کننده را درپرینترهای سه بعدی بررسی کنید.
2- کج شدن مدل در پرینتر های سه بعدی
.jpg)
علت این مشکل در پرینتر های سه بعدی چیست؟
دلیل کلی این موضوع درپرینترهای سه بعدیساده است. یکی از پولی های متصل به موتور استپر کمی شل شده یا یکی از تسمه ها درپرینترهای سه بعدیبه چیزی گیر کرده و جلوی حرکت هد را درپرینترهای سه بعدی گرفته است. برای رفع این مشکل درپرینترهای سه بعدیتنها کاری که باید انجام دهید این است که مطمئن شوید هیچ یک از پولی ها نمی لغزند و پیچ های متصل به پولی ها درپرینترهای سه بعدی سفت هستند.
اگرچه این راه سریع و ساده به نظر میرسد ولی مسئله ای که ممکن است برای شما درپرینترهای سه بعدیمشکل ایجاد کند این است که پیچ های کوچک روی بدنه موتور درپرینترهای سه بعدی به آسانی قابل دسترسی نیستند. اول پیدا کردن پولی عامل مشکل و بعد دسترسی به آن درپرینترهای سه بعدی میتواند مشکل ساز و زمان بر باشد.
راه حل پیشنهادی: محورهای X و Y را در پرینتر های سه بعدی بررسی کنید.
اگر مدل شما به سمت راست یا چپ درپرینترهای سه بعدی مایل میشود مشکل از محور X و اگر به سمت جلو یا عقب مایل میشود مشکل از محور Y درپرینترهای سه بعدیاست. بعد از تشخیص محور به سراغ پولی ها و تسمه ها درپرینترهای سه بعدیبروید. اگر پرینتری مثل s5050 ثمین دارید کارتان راحت است چرا که استپرها مستقیما به تسمه محرک اصلی درپرینترهای سه بعدیمتصل هستند. اما در برخی پرینترهای سه بعدیروند کار کمی مشکل خواهد بود.
راه حل پیشنهادی: بررسی کنید تسمه ها در پرینتر های سه بعدی جایی گیر نکرده باشند.
تسمه ها را درپرینترهای سه بعدیتک به تک بررسی کنید و مطمئن شوید به گوشه دستگاه یا قطعات دیگر گیر نکرده باشند. همچنین تراز بودن آنها را نیز درپرینترهای سه بعدی بررسی کنید. حتی یک انحنای کوچک هم درپرینترهای سه بعدیمیتواند مشکل ساز باشد.
ممکن است از مطالعه این مطلب نیز لذت ببرید: راهنمای مشتری فیلامنت های پرینتر سه بعدی
راه حل پیشنهادی: پیچ متصل به موتور استپر را در پرینتر های سه بعدی محکم کنید.
بعد از پیدا کردن محور عامل مشکل درپرینترهای سه بعدی، با آچار آلن پیچ متصل به موتور استپر را سفت کنید.
راه حل پیشنهادی: پولی های متصل به محورها را در پرینتر های سه بعدی بررسی کنید.
محورهای اصلی X و Y که در بالای دستگاه قرار دارند، 8 پولی دارند. پولی های محور مورد نظر را بررسی کنید و پیچ هایشان را سفت کنید. هیچکدام از اینها نمی توانند باعث لغزش شوند اما سفت نبودن آنها باعث شل شدن تسمه ها و بهم خوردن تراز آنها می شود.
لیست بررسی مشکلات چاپ سه بعدی: کج شدن مدل در پرینتر های سه بعدی
- محور X و Y را درپرینترهای سه بعدیبررسی کنید.
- بررسی کنید تسمه ها درپرینترهای سه بعدیبه جایی گیر نکرده باشند.
- پیچ متصل به پولی موتور استپر را درپرینترهای سه بعدی محکم کنید.
- پولی متصل به محورها را درپرینترهای سه بعدی بررسی و محکم کنید.
3- تمیز نبودن برآمدگی های مدل در پرینتر های سه بعدی
.jpg)
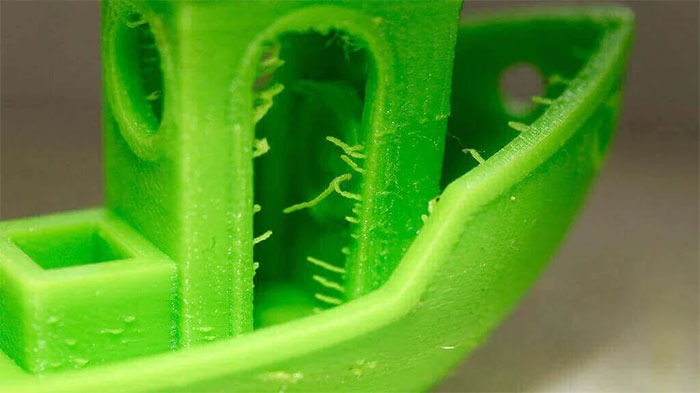
مشکل فرآیند چاپ در پرینتر های سه بعدی چیست؟
چاپ را در اسلایسینگ درپرینترهای سه بعدی بارگذاری کرده اید و همه چیز خوب به نظر میرسد. پس از چاپ، قسمت هایی از مدل درپرینترهای سه بعدیعالی به نظر می رسند ولی قسمتهای دیگر درپرینترهای سه بعدی رشته رشته و نامرتب هستند. این مشکل برای تازه کاران اتفاقی طبیعی است. موضوع اصلی این است که درپرینترهای سه بعدیچند وقت یک بار این اتفاق می افتد.
علت این مشکل در پرینتر های سه بعدی چیست؟
در فرآیند FFF درپرینترهای سه بعدیهمه لایه ها باید روی هم قرار بگیرند. این مشکل در چاپ قسمت هایی از مدل درپرینترهای سه بعدیکه زیر ساختی ندارند دیده میشود. در این موارد فیلامنت درپرینترهای سه بعدیروی هوا اکسترود میشود و در انتهای کار به جای یک مدل بی نقص، قطعه ای شلوغ و کثیف خواهید داشت.
در واقع نرم افزارهای اسلایسر درپرینترهای سه بعدی باید در مورد این موضوع اخطار بدهند اما بیشتر آنها بدون گفتن اینکه چاپ این گونه مدل های سه بعدی نیازمند ساختار ساپورت است، به ما اجازه چاپ آنها را درپرینترهای سه بعدیمی دهند.
راه حل پیشنهادی: ساپورت در پرینتر های سه بعدی اضافه کنید.
سریع ترین و ساده ترین راه درپرینترهای سه بعدیاضافه کردن ساپورت است. بیشتر نرم افزارهای اسلایسینگ درپرینترهای سه بعدیبه سرعت این کار را برای شما انجام می دهند. در Simplify 3D از این قسمت:Edit Process Setting>Support>Generate Support Material میتوانید مقدار، الگو و زمینه را درپرینترهای سه بعدیتنظیم کنید. در Cura درپرینترهای سه بعدیتنها لازم است نوع ساپورت مورد نظرتان را از قسمت Basic Settings انتخاب کنید.
راه حل پیشنهادی: ساپورت درون سازهای در پرینتر های سه بعدی ایجاد کنید.
ساپورت های ایجاد شده توسط نرم افزارها درپرینترهای سه بعدی ممکن است در ابعاد دقیقی چاپ نشوند و در نتیجه مواد ساپورت گیر میکند و حذف آنها را درپرینترهای سه بعدیغیرممکن می سازد. بهترین گزینه این است که ساپورت ها را درپرینترهای سه بعدیدر برنامه مدل سازیتان بسازید. این کار به کمی مهارت نیاز دارد اما میتواند نتایج خارق العاده ای داشته باشد.
راه حل پیشنهادی: صفحه پشتیبان در پرینتر های سه بعدی ایجاد کنید.
هنگام چاپ یک مدل درپرینترهای سه بعدی، بازو و سایر مواردی هستند که بیشترین مشکل را درپرینترهای سه بعدی ایجاد میکنند. استفاده از ساپورت های روی صفحه درپرینترهای سه بعدیهم می توانند مشکلساز باشند چرا که فاصله عمودی زیادی را از زیر مدل تا صفحه درپرینترهای سه بعدیباید طی کنند. برای ساختارهایی که باید به راحتی بشکنند و حذف شوند این فاصله درپرینترهای سه بعدی میتواند مشکلی جدی باشد. ایجاد یک بلوک یا دیوار جامد زیر بازوها و سایر بخش ها درپرینترهای سه بعدیو ساخت ساپورت های کوچکتر بین بازوها و بلوک درپرینترهای سه بعدیمیتواند راه حل خوبی باشد.
راه حل پیشنهادی: دیواره ها را در پرینتر های سه بعدی زاویه دهی کنید.
اگر برآمدگی های طاقچه مانند درپرینترهای سه بعدی دارید می توانید دیوار را 45 درجه کج کنید تا خودش به عنوان ساپورت عمل کند و نیازی به ساپورت اضافی درپرینترهای سه بعدی نداشته باشد.
راه حل پیشنهادی: برآمدگی را در پرینترهای سه بعدی جدا کنید.
راه دیگر تقسیم کردن مدل درپرینترهای سه بعدیبه چند قسمت مختلف است. در برخی مدل ها میتوانید برآمدگی را درپرینترهای سه بعدی جدا کنید و از پایه چاپش کنید. با این روش فقط نیاز است دنبال راهی برای چسباندنشان باشید.
لیست بررسی مشکلات چاپ سه بعدی: تمیز نبودن برآمدگی های مدل در پرینتر های سه بعدی
- ساپورت درپرینترهای سه بعدی اضافه کنید.
- ساپورت های درونسازهای درپرینترهای سه بعدی ایجاد کنید.
- صفحه پشتیبان درپرینترهای سه بعدی بسازید.
- دیواره ها را درپرینترهای سه بعدیزاویه دهی کنید.
- مدل را درپرینترهای سه بعدیبه چند قسمت کوچک تقسیم کنید.
4- چاپ ضعیف/اشتباه (لبه های تک زاویه ای) در پرینتر های سه بعدی
.jpg)
مشکل فرآیند چاپ در پرینتر های سه بعدی چیست؟
مشکل بیشتر چاپ های عجیب و ناقص درپرینترهای سه بعدی لبه های تک زاویه ای است. لبه های تک زاویه ای، لبه هایی هستند که فقط در فضای چاپ سه بعدی وجود دارند و در واقع درپرینترهای سه بعدی وجود خارجی ندارند. مثلا تلفیق دو مکعب درپرینترهای سه بعدیغیرممکن است چرا که دیواره های خارجی جامد درپرینترهای سه بعدیمانع تلاقی آن دو می شوند. در دنیای سه بعدی شما به راحتی می توانید این دو قطعه را درپرینترهای سه بعدیبا هم ترکیب کنید ولی نرم افزارهایی که درپرینترهای سه بعدیما از آنها استفاده می کنیم بدون در نظر گرفتن یگانگی مد نظر ما این دو قطعه را درپرینترهای سه بعدیاز هم جدا می کنند.
برای چاپ صحیح این دو شی درپرینترهای سه بعدیباید آنها را با هم تلفیق کرد. دیواره های داخلی درپرینترهای سه بعدیباید حذف شوند و یک جسم واحد درپرینترهای سه بعدی با فضایی تقسیم نشده باقی بماند. مشکل دیگر درپرینترهای سه بعدیزمانی است که شکلی مثل یک مکعب دارید و یک وجه آن را درپرینترهای سه بعدی حذف می کنید. در اینصورت یک شی دارای حفره درپرینترهای سه بعدیدارید مثل یک قطعه پنج وجهی؛ اما این فقط در فضای مجازی سه بعدی درپرینترهای سه بعدیامکان پذیر است و این قطعه هیچ شکل هندسی تعریف شده ای درپرینترهای سه بعدی ندارد.
با وجود اینکه می توانید دیواره های خارجی را در نرم افزار درپرینترهای سه بعدیمشاهده کنید، اما باید بدانید دیواره های منتهی به حفره درپرینترهای سه بعدیفقط دو بعد دارند. بعد سومی که می بینیم ضخامت دیواره درپرینترهای سه بعدیاست که انتزاعی بوده و وجود خارجی ندارد. وقتی نوبت درپرینترهای سه بعدیاسلایسینگ میشود، نرم افزار تمام تلاش خود را میکند و بیشتر اوقات میتواند حفره را درپرینترهای سه بعدیمرمت کند. هر چند در مدل های پیچیده تر درپرینترهای سه بعدی تاثیرات جالبی می گذارد.
راه حل پیشنهادی: از آخرین نسخه نرم افزار اسلایسینگ در پرینتر های سه بعدی استفاده کنید.
جدیدترین مدل های موتورهای اسلایسر درپرینترهای سه بعدی لبه های تک زاویه ای را به طور خودکار رفع می کند. اما با به روزرسانی آنها درپرینترهای سه بعدی میتوانید از شکل گیری و آماده چاپ بودن مدل خود درپرینترهای سه بعدی اطمینان حاصل کنید.
راه حل پیشنهادی: از نرم افزار تعمیر فایل STL در پرینتر های سه بعدی استفاده کنید.
اگر از آخرین نسخه اسلایسر درپرینترهای سه بعدی استفاده کنید باید متوجه اخطارهایی درپرینترهای سه بعدیمبنی بر وجود نشانه هایی از لبه های تک زاویه ای شده باشید. بسیاری از نرم افزارها درپرینترهای سه بعدیمی توانند این مشکل را برای شما حل کنند اما اگر اسلایسر شما درپرینترهای سه بعدی نتوانست، لیستی از نرم افزارهای تعمیر فایل STL درپرینترهای سه بعدیوجود دارد که می توانید از نسخه دسکتاپ یا تحت وب آنها استفاده کنید.
کار راحت و سادهای است؛ فایل خود را درپرینترهای سه بعدی بارگذاری کرده و اجازه دهید که قسمت های ناقص را درپرینترهای سه بعدیپیدا کند. سپس توضیحات داده شده را دنبال کنید. اگر اسلایسر درپرینترهای سه بعدیاخطاری به شما نداد ولی هنوز هم چاپ شما عجیب و ناقص است، یعنی لبه های تک زاویه ای زیادی درپرینترهای سه بعدی دارید. از نرم افزار تعمیر فایل STL استفاده کنید. ممکن است مشکل را درپرینترهای سه بعدیحل نکند اما امتحانش ضرری ندارد.
راه حل پیشنهادی: در Simplify 3D گزینه تک زاویه ای را در پرینتر های سه بعدی فعال کنید.
بعد از ورود به قسمت Process Settings درپرینترهای سه بعدیروی Advanced کلیک کرده و در کنار Non-Manifold Segments گزینهHeal را درپرینترهای سه بعدی انتخاب کنید.
راه حل پیشنهادی: از نقطه دید در پرینتر های سه بعدی Layer استفاده کنید.
در نرم افزار اسلایسر درپرینترهای سه بعدی از نقطه دید Layer برای بررسی بهتر مدل و اشکلات موجود در آن استفاده کنید. بررسی مختصر لایه ها درپرینترهای سه بعدی میتواند راه حل های خوبی را به شما ارائه بدهد.
راه حل پیشنهادی: از برنامه های مدل سازی در پرینتر های سه بعدی استفاده کنید.
یکی از آسان ترین روش ها برای درست کردن مدل های تک زاویه ای درپرینترهای سه بعدی استفاده از نرم افزارهاست. برنامه هایی مثل Blender و Mashmixer درپرینترهای سه بعدیمی توانند به سرعت مشکل را پیدا کرده و پس از حل آن، مدل را به اسلایسینگ درپرینترهای سه بعدی ارائه بدهند.
راه حل پیشنهادی: تلفیق اجزا در پرینتر های سه بعدی
بهتر است قبل از فرستادن مدل به اسلایسینگ درپرینترهای سه بعدی آن را اصلاح کنید. برای این کار مطمئن شوید که دو شی درپرینترهای سه بعدیکاملا با هم ادغام شده اند و از بولی مناسب برای قطع، ادغام و یا حذف استفاده می کنید.
لیست بررسی مشکلات چاپ سه بعدی: لبه های تک زاویه ای در پرینتر های سه بعدی
- نرم افزار اسلایسر را درپرینترهای سه بعدیبه روز نگه دارید.
- از نرم افزار تعمیر فایل STL درپرینترهای سه بعدیاستفاده کنید.
- در Simplify 3D گزینه تک زاویه ای را درپرینترهای سه بعدیفعال کنید.
- برای پیدا کردن مشکلات مدل درپرینترهای سه بعدیاز نقطه دید Layer استفاده کنید.
- از نرم افزارهایی مثل Blender یا Mashmixer درپرینترهای سه بعدیاستفاده کنید.
- اجزا را درپرینترهای سه بعدیبا هم تلفیق کنید.
5- عدم چاپ دقیق جزئیات در پرینتر های سه بعدی
.jpg)
مشکل فرآیند چاپ در پرینتر های سه بعدی چیست؟
پرینترسه بعدی شما دقیق تنظیم شده است و بدون هیچ مشکلی چاپ ها را درپرینترهای سه بعدی یکی پس از دیگری انجام می دهد ولی در برابر مدل هایی با جزئیات ریز درپرینترهای سه بعدی نمی تواند عملکرد خوبی داشته باشد. گوشه ها و لبه هایی که درپرینترهای سه بعدیباید تیز و واضح باشند، حالت منحنی و نرمی دارند. همچنین جزئیات پیاده شده درپرینترهای سه بعدیضعیف هستند.
علت این مشکل در پرینتر های سه بعدی چیست؟
دلایل زیادی درپرینترهای سه بعدیمیتوانند سبب عدم شکل گیری دقیق جزئیات درپرینترهای سه بعدیشوند. رایج ترین علت درپرینترهای سه بعدیطول لایه هاست. اگر رزولوشن پرینترسه بعدی را کم کرده اید (لایه هایی با ارتفاع بالا)، هر قدر هم که پرینتر سه بعدی عالی باشد، نباید انتظار لایه های ابریشمی و صیقلی را درپرینترهای سه بعدیداشته باشید. مسئله دیگر درپرینترهای سه بعدی سایز نازل است. رابطه ملموسی بین سایز نازل و کیفیت چاپ درپرینترهای سه بعدیوجود دارد. در فضای تولید، نازل 0.5 میلی متری درپرینترهای سه بعدی ایده آل است. برای استفاده عمومی 0.4 و برای اجرای جزئیات ظریف 0.4 میلیمتر به پائین درپرینترهای سه بعدی مورد نیاز است.
نازل های کوچکتر درپرینترهای سه بعدی نیز ممکن است مشکلات بیشتری را درپرینترهای سه بعدی ایجاد کنند مگر اینکه دستگاهپرینتر سه بعدیبه خوبی تنظیم شده باشد. دمای نازل هم درپرینترهای سه بعدینکته مهمی است چرا کهپرینترسه بعدیباید بتواند پلاستیک را به نرمی اکسترود کند. وقتی نوبت به چاپ جزئیات درپرینترهای سه بعدی میرسد، قبل از شروع مطمئن شوید که نازل تمیز است و کوچکترین انسدادی درپرینترهای سه بعدی ندارد. سرعت چاپ درپرینترهای سه بعدی نیز تاثیر به سزایی روی جزئیات دارد. برای چاپ جزئیات سرعت را درپرینترهای سه بعدی کاهش دهید. سرعت فن را متناسب با افزایش زمان اکستروژن درپرینترهای سه بعدی تنظیم کنید. بعضی ازپرینترهای سه بعدیبا کم بودن سرعت فن اکسترودر (یا حتی خاموش بودن آن) بهتر کار می کنند.
برخی از تولیدکنندگان فیلامنت درپرینترهای سه بعدی، زمان و هزینه زیادی را صرف ساخت فرمولی برای یک جریان روان و بهتر درپرینترهای سه بعدیمی کنند. ممکن است فیلامنت های ارزان قیمت هم همینطور به نظر برسند اما ترکیب شیمیایی آن ها درپرینترهای سه بعدیمیتواند متفاوت باشد و این موضوع در مدل نهایی تاثیر می گذارد. در آخر تراز بودن صفحه چاپ را درپرینترهای سه بعدی بررسی کنید. در چاپ هایی با رزولوشن بالا کوچکترین خطایی در سطح درپرینترهای سه بعدیمی تواند روی کل مدل تاثیر بگذارد. چاپ هایی با کالیبراسیون خوب درپرینترهای سه بعدیمی تواند نشان دهنده تنظیمات دقیق پرینترسه بعدی شما باشد.
راه حل پیشنهادی: رزولوشن را در پرینتر های سه بعدی بالا ببرید.
رزولوشن کار را درپرینترهای سه بعدی افزایش دهید. لایه های محکم تر با ارتفاع کمتر درپرینترهای سه بعدیمنجر به چاپ مدل های تمیزتر و بهتر می شود.
راه حل پیشنهادی: قطر نازل در پرینتر های سه بعدی
هرچه قطر نازل درپرینترهای سه بعدیکمتر باشد جزئیات بهتر چاپ میشوند. ولی قطر کمتر، دستگاه دقیق تر و تنظیم شده تری را درپرینترهای سه بعدیمی طلبد.
راه حل پیشنهادی: پرینتر سه بعدی خود را تعمیر کنید.
هرگونه اصطکاک اضافی درپرینترهای سه بعدیناشی از محورهای ناهماهنگ یا تسمه های شل شده، تاثیر خود را در مدل درپرینترهای سه بعدیمیگذارد. از محکم و تراز بودن قطعات درپرینترهای سه بعدی اطمینان حاصل کنید.
راه حل پیشنهادی: نازل را در پرینتر های سه بعدی تمیز کنید.
قبل از شروع چاپ جزئیات مدل، نازل را درپرینترهای سه بعدیتمیز کنید.
راه حل پیشنهادی: سرعت را در پرینتر های سه بعدی کاهش دهید.
سرعت چاپ را درپرینترهای سه بعدیکاهش دهید. یک اکستروژن آهسته باعث کاهش بروز خطا درپرینترهای سه بعدیمی شود.
خواندن این مطلب نیز به شما پیشنهاد می شود: عیب یابی شیفت در لایه های قطعات پرینت شده
راه حل پیشنهادی: از فیلامنت با کیفیت در پرینتر های سه بعدی استفاده کنید.
کلید اصلی یک چاپ خوب درپرینترهای سه بعدی انتخاب فیلامنت درست از یک مارک معتبر است.
راه حل پیشنهادی: تراز بودن صفحه را در پرینتر های سه بعدی بررسی کنید.
برای بررسی تراز بودن صفحه کالیبراسیون را درپرینترهای سه بعدی دوباره انجام دهید.
لیست بررسی مشکلات چاپ سه بعدی: عدم چاپ دقیق جزئیات در پرینتر های سه بعدی
- رزولوشن پائین درپرینترهای سه بعدی
- قطر نازل درپرینترهای سه بعدی
- مطمئن شوید همه اجزا درپرینترهای سه بعدیخوب کار می کنند.
- نازل را درپرینترهای سه بعدی تمیز کنید.
- سرعت را درپرینترهای سه بعدی کاهش دهید.
- از فیلامنت مرغوب درپرینترهای سه بعدیاستفاده کنید.
- تراز بودن صفحه را درپرینترهای سه بعدی بررسی کنید.
6- موجدار شدن چاپ در پرینتر های سه بعدی
.jpg)
مشکل فرآیند چاپ در پرینتر های سه بعدی چیست؟
امواج بصری یا موج دار شدن سطح چاپ درپرینترهای سه بعدی از آن دسته مشکلاتی جزئی و آزاردهنده ای است که اغلب ما از آن چشم پوشی می کنیم. این موضوع درپرینترهای سه بعدیهر از گاهی پیش می آید و به نظر می رسد دلیلی برای آن وجود نداشته باشد. این اثر بسیار ریز و ظریف است و به صورت موج یا حلقه روی سطح کار درپرینترهای سه بعدی دیده می شود. البته موقعیت و شدن آن متغیر است. بسیاری از افراد به راحتی از آن چشم پوشی می کنند. جز در موارد شدید، این موج ها تاثیراتی جزئی روی سطح و کیفیت چاپ نهایی درپرینترهای سه بعدی دارند.
علت این مشکل در پرینترهای سه بعدی چیست؟
علت این مشکل درپرینترهای سه بعدی یا یکی از دو مورد و یا گاهی اوقات هر دو موردی که آن اشاره می کنیم، می باشد. لرزش و سرعت درپرینترهای سه بعدی؛ تولیدکنندگان پرینترهای سه بعدی برای اطمینان از کاهش حداکثری لرزش ایجاد شده توسط موتورها درپرینترهای سه بعدیکارهای زیادی انجام می دهند. این وزن به کاهش لرزش های دستگاهپرینترسه بعدیکمک میکند ولی نمی تواند آنها را از بین ببرد. این ارتعاشات جزئی درپرینترهای سه بعدی می توانند از مبلمان، کفپوش اتاق و هر سطحی که پرینترسه بعدیبه آن متصل است، عبور کنند.
دفعه بعدی که پرینترهای سه بعدیخودرا روشن کردید، حین چاپ، استحکام میز را برای پشتیبانی از دستگاهپرینترهای سه بعدی بررسی کنید. این ارتعاشات درپرینترهای سه بعدی میتواند با عدم رسیدگی به پرینتر یا فرسودگی بلبرینگ ها تقویت شوند. مرتبا بررسی کنید که پرینتر سه بعدیتمیز، عاری از کرک، ریگ و کثیفی باشد و همچنین روغن کاری هرزگردها را درپرینترهای سه بعدی فراموش نکنید. وقتیپرینتر سه بعدیخاموش است، کیفیت بلبرینگ ها را بررسی کنید و مطمئن شوید که هد درپرینترهای سه بعدیبه خوبی کار میکند.
می توانید این کار را با حرکات انگشتانتان درپرینترهای سه بعدی انجام دهید. قبل از اینکه شروع به کار کنید از درست کار کردن همه اجزا درپرینترهای سه بعدیاطمینان حاصل کنید. همانطور که دستگاهپرینتر سه بعدیرا بررسی می کنید، مطمئن شوید که تسمه ها و اجزای مختلف آن درپرینترهای سه بعدی محکم و درست سر جایشان قرار گرفته اند مخصوصا اگر دستگاهپرینترهای سه بعدی را خودتان ساخته اید. یکی دیگر از عوامل ایجاد موج درپرینترهای سه بعدی ، سرعت بالای دستگاه است و می توانید به سادگی با کاهش سرعت چاپ درپرینترهای سه بعدی این مشکل را برطرف کنید. این روش در اکثر موارد مشکل را درپرینترهای سه بعدیحل میکند.
اگر نیاز به سرعت بالا دارید، جریان و دمای اکستروژن را درپرینترهای سه بعدی افزایش دهید. مورد آخر شتاب سیستم عامل درپرینترهای سه بعدیاست که بیشتر به کاربران حرفه ای توصیه میشود. این شتاب ، سرعت هد را حین چاپ درپرینترهای سه بعدی تنظیم میکند و مسیر حرکت آن را تغییر میدهد. عملکرد آن به منظور کاهش موجدار شدن چاپ درپرینترهای سه بعدی است. شما می توانید با استفاده از این دو روش تغییرات مناسب را روی دستگاهپرینتر سه بعدی اعمال کنید. شتاب و حرکت سریع را درپرینترهای سه بعدیپیدا کنید. مقادیر مختلفی ذکر شده است. ابتدا سرعت حرکت را درپرینترهای سه بعدیکاهش داده و سپس شتاب را درپرینترهای سه بعدیحین حرکت کم کنید.
راه حل پیشنهادی: ارتعاشات را در پرینتر های سه بعدی کاهش دهید.
مطمئن شوید سطح مورد استفاده برایپرینتر سه بعدیجامد و محکم است و هنگام چاپ نمی لرزد.
راه حل پیشنهادی: بلبرینگ ها را در پرینترهای سه بعدی بررسی کنید.
بلبرینگ ها درپرینترهای سه بعدیبا مرور زمان فرسوده می شوند. زمانی کهپرینتر سه بعدیخاموش است از سالم بودن آنها اطمینان حاصل کنید.
راه حل پیشنهادی: مطمئن شوید که همه چیز در پرینترهای سه بعدی سفت و محکم است.
حتی یک تسمه شل درپرینترهای سه بعدیهم می تواند روی چاپ شما تاثیر بگذارد. مطمئن شوید همه چیز درپرینترهای سه بعدی سفت و محکم است.
راه حل پیشنهادی: پرینترهای سه بعدی روغن کاری کنید.
تمام محورها را درپرینترهای سه بعدی از گرد و خاک تمیز کنید و قطرهای روغن برای لغزنده کردنشان درپرینترهای سه بعدیاضافه کنید.
راه حل پیشنهادی: سرعت چاپ را در پرینترهای سه بعدی کاهش دهید.
سرعت را درپرینترهای سه بعدی کاهش دهید.
راه حل پیشنهادی: شتاب سیستم عامل را در پرینترهای سه بعدی تنظیم کنید.
این راه فقط به کاربران حرفه ای توصیه میشود. سیستم عاملپرینتر سه بعدیرا بررسی کنید و سرعت و شتاب را درپرینترهای سه بعدیطبق کدهای داده شده تنظیم کنید. بعد از این کار باید مجددا سیستم عامل را درپرینترهای سه بعدیبارگذاری کنید.
لیست بررسی مشکلات چاپ سه بعدی: موجدار شدن چاپ در پرینتر های سه بعدی
- ارتعاشات را درپرینترهای سه بعدیکاهش دهید.
- بلبرینگ ها را درپرینترهای سه بعدیبررسی کنید.
- مطمئن شوید که همه چیز درپرینترهای سه بعدی سفت و محکم است.
- پرینترهای سه بعدیراروغن کاری کنید.
- سرعت چاپ را درپرینترهای سه بعدیکاهش دهید.
- شتاب سیستم عامل را درپرینترهای سه بعدیتنظیم کنید.
پرینتر های سه بعدی این امکان را به شما می دهند که هر چیزی که میخواهید را بسازید ، ولی گاهی اوقات شما در حین پرینت سازه سه بعدی مورد نظر خود، با مشکلات کوچک و بزرگی رو به رو می شوید که ممکن است وقت و هزینه زیادی برای رفع آنها صرف شود.
ما در واحد تحقیق و توسعه خدمات پرینترهای سه بعدی ثمین قصد داریم در این مقاله به بررسی کامل تمامی مشکلاتی بپردازیم که امکان دارد شما در حین چاپ سازه سه بعدی مورد نظر خود با آن مواجه شوید و سپس انواع راه حل های مختلف را برای رفع این مشکلات به شما ارائه دهیم.
مشکلات چاپ سه بعدی در پرینتر FDM – پرینتر سه بعدی چیزی چاپ نمی کند
ممکن است سازه سه بعدی چاپ نشود و از هات اند هیچ فیلامنتی اکسترود نشود. دلایل احتمالی زیادی برای این نوع مشکلات چاپ سه بعدی وجود دارد.
1- خراش های مورب روی سازه چاپ شده در پرینترهای سه بعدی
مشکل فرآیند چاپ در پرینترهای سه بعدی چیست؟
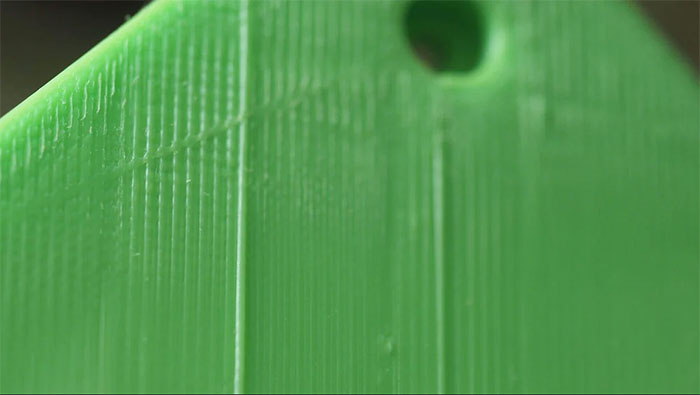
خط های افقی در لایه های بالایی در پرینترهای سه بعدی به چشم می خورند که به صورت مورب از یک سمت تا سمت دیگر ادامه دارند.
علت این مشکل در پرینترهای سه بعدی چیست؟
چاپ سه بعدی با روی هم قرار دادن پی در پی لایه ها در پرینترهای سه بعدی ایجاد می شود. بعد از تنظیم هر لایه، هد در محور X و Y در پرینترهای سه بعدی حرکت میکند. وقتی لایه تکمیل شد، هد از طریق محور Z بلند شده و به نقطه شروع در پرینترهای سه بعدی برمی گردد تا لایه بعدی را شروع کند. در این نقطه خط و خراش هایی در پرینترهای سه بعدی اتفاق می افتد. این امر دلایل مختلفی می تواند داشته باشد اما دلیل اصلی، تراوشات فیلامنت یا خراشیدن نازل در پرینترهای سه بعدی است.
Combing یکی از اصلی ترین دلایل ایجاد مشکل در پرینترهای سه بعدی است. Combing حرکت هد را محدود به قسمت های چاپ شده در پرینترهای سه بعدی میکند. اگر فیلامنت اضافی وجود داشته باشد از بقیه قسمت های مدل سه بعدی در پرینترهای سه بعدی بیرون میزد. همچنین هد در پرینترهای سه بعدی به اندازه کافی بلند نمی شود و نازل گرم در پرینترهای سه بعدی روی سطح کشیده می شود و خراش ایجاد میکند.
تزریق بیش از حد اکسترودر در پرینترهای سه بعدی نیز میتواند یکی دیگر از دلایل باشد چرا که هد در پرینترهای سه بعدی مواد زیادی را روی لایه ها میکشد و باعث ایجاد خطوط قابل مشاهده در پرینترهای سه بعدی میشود. در مدل هایی با سطح بزرگ تر می توانید خطوط مورب محو شده در پرینترهای سه بعدی را بهتر مشاهده کنید. دمای بیش از حد نازل در پرینترهای سه بعدی هم در برخی موارد میتواند باعث بروز مشکل شود. در فیلامنت های ارزان قیمت یا قدیمی در پرینترهای سه بعدی گرمای باقی مانده نازل باعث نشت فیلامنت اضافی میشود و مجددا خطوطی را روی مدل سه بعدی در پرینترهای سه بعدی به جا میگذارد.
راه حل پیشنهادی: Combing در پرینترهای سه بعدی
Combing هد در پرینترهای سه بعدی را روی قسمتی که چاپ صورت می گیرد نگه میدارد و ریترکشن را در پرینترهای سه بعدی کاهش میدهد. با اینکه این کار سرعت چاپ را در پرینترهای سه بعدی افزایش میدهد اما باعث ایجاد ایجاد خراش می شود. در بیشتر موارد خاموش کردن Combing در پرینترهای سه بعدی مشکل را حل میکند و در عین حال موجب افزایش مدت زمان چاپ در پرینترهای سه بعدی میشود.
راه حل پیشنهادی: ریترکشن در پرینترهای سه بعدی
اگر با خاموش کردن Combing در پرینترهای سه بعدی مشکل حل نشد، میزان ریترکشن را افزایش دهید. اگر باز هم مشکل حل نشد، نگاهی به اکسترودر یا دمای نازل در پرینترهای سه بعدی بیندازید.
راه حل پیشنهادی: اکستروژن را در پرینترهای سه بعدی بررسی کنید.
چگونگی تنظیم کردن نرخ جریان به پرینتر سه بعدی شما بستگی دارد. نرخ جریان را در پرینترهای سه بعدی 5 درصد کاهش دهید و یک مکعب کالیبراسیون چاپ کنید تا اکسترود شدن فیلامنت را در پرینترهای سه بعدی بررسی و مشکل را رفع کنید.
راه حل پیشنهادی: دمای نازل در پرینترهای سه بعدی
تلرانس فیلامنت های مرغوب در پرینترهای سه بعدی اصولا باید مسئله را حل کند اما اگر مدتی زیادی است که از فیلامنت در پرینترهای سه بعدی استفاده نکردید یا در معرض نور مستقیم خورشید و رطوبت قرار گرفته باشند ممکن است تلرانس آن در پرینترهای سه بعدی نسبت به دما کاهش پیدا کرده باشد. دمای هات اند در پرینترهای سه بعدی را 5 درجه کاهش داده و دوباره امتحان کنید.
ممکن است از مطالعه این مطلب نیز لذت ببرید: کنترل بی دردسر قند خون با الکترودهای تولیدشده با چاپگر سه بعدی
راه حل پیشنهادی: بالابر عمودی (Z-Lift) در پرینترهای سه بعدی
فیلامنت در پرینترهای سه بعدی تنها عامل مشکل نیست. اگر نازل به اندازه کافی از سطح مدل در پرینترهای سه بعدی دور نمی شود پس خود نازل هنگامی که از لایه ای روی لایه دیگر می رود خراشها را در پرینترهای سه بعدی ایجاد میکند. اگر پرینتر قدیمی شما تنظیمات Z-Hop یا Z-Lift ندارد لازم است دوباره آن را کالیبره کنید. در غیر اینصورت میزان Z-Hop یا Z-Lift در پرینترهای سه بعدی را با فواصل 0.25 میلیمتری افزایش دهید.
لیست بررسی مشکلات چاپ سه بعدی: خراش های مورب روی چاپ در پرینترهای سه بعدی
- Combing در پرینترهای سه بعدی
- ریترکشن در پرینترهای سه بعدی
- اکستروژن را در پرینترهای سه بعدی بررسی کنید.
- دمای نازل در پرینترهای سه بعدی
- بالابر عمودی (Z-Lift) در پرینترهای سه بعدی
2- مدل ذوب شده و بد شکل در پرینترهای سه بعدی
مشکل فرآیند چاپ در پرینترهای سه بعدی چیست؟
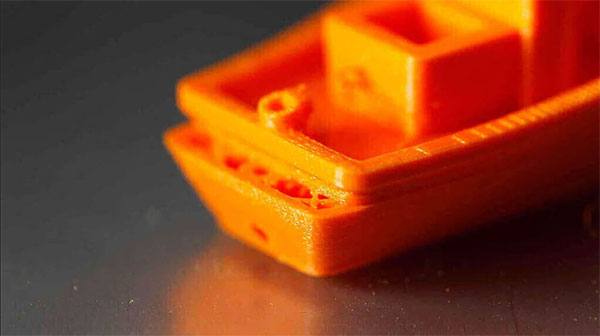
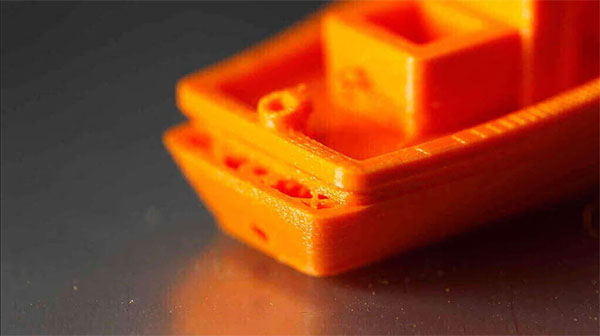
فیلامنت در پرینترهای سه بعدی به طرز حیرت انگیزی نسبت به انواع تنظیمات اشتباه، شامل دمای بالای هات اند، مرتجع است. به علت همین حالت ارتجاعی، تشخیص دمای بالای هات اند در پرینترهای سه بعدی همیشه راحت نیست. یکی از علائم این موضوع در لایه های ناهموار در چاپ سه بعدی دیده می شود. وقتی از نزدیک به آن ها نگاه میکید، می بینید که به حدی ناهموارهستند که انگار ذوب شده اند. در مدل ما در پرینترهای سه بعدی این موضوع در کابین قابل مشاهده است و مورد ملموس تر آن در دودکش دیده می شود که مثل شمعی آب شده است.
دمای بیش از حد فیلامنت در پرینترهای سه بعدی هم میتواند در اندازه های اعمال شده مشکل ایجاد کند به خصوص وقتی میخواهید حفره های چاپ شده در پرینترهای سه بعدی را پیچ و مهره کنید. از نشانه های اولیه دمای بسیار بالا در پرینترهای سه بعدی ، چاپ سوراخ های کوچکتر و بزرگتر از مقیاس داده شده می باشد.
علت این مشکل در پرینترهای سه بعدی چیست؟
به طور معمول مشکل دمای بالای هات اند در پرینترهای سه بعدی به راحتی قابل حل است. لازم است تعادل خوبی بین ذوب شدن رشته در پرینترهای سه بعدی وجود داشته باشد تا فیلامنت به درستی جریان یابد و این امکان وجود داشته باشد که رشته در پرینترهای سه بعدی به سرعت جامد شود تا لایه بعدی روی سطح جامد قرار گیرد. قبل از تنظیم دما در پرینترهای سه بعدی، یکسان بودن فیلامنت مورد استفاده با فیلامنت انتخابی در نرم افزار در پرینترهای سه بعدی را بررسی کنید. اگر یکسان بودند با یک کلیک میتوانید دما را در پرینترهای سه بعدی تنظیم کنید.
راه حل پیشنهادی: تنظیمات توصیه شده برای مواد را در پرینترهای سه بعدی بررسی کنید.
به نظر ساده می آید اما بهتر است دوباره جزئیاتی که وارد پرینتر سه بعدی کرده اید را بررسی کنید. جدیدترین رنج دمای فیلامنت ها در پرینترهای سه بعدی بین 180 تا 260 درجه سانتیگراد میباشد و به سادگی میتوان در تنظیم آن در پرینترهای سه بعدی خطا کرد.
راه حل پیشنهادی: دمای هات اند را در پرینترهای سه بعدی کاهش دهید.
در نرم افزار پرینترهای سه بعدی دمای هات اند را کاهش دهید. با توجه به شدت دما، میزان گرما را در پرینترهای سه بعدی با فواصل 5 درجهای کاهش دهید.
راه حل پیشنهادی: سرعت چاپ را در پرینترهای سه بعدی افزایش دهید.
اگر فیلامنت در پرینترهای سه بعدی تغییر رنگ نداد میتوانید سرعت را افزایش دهید.
راه حل پیشنهادی: فنها را در پرینترهای سه بعدی تنظیم کنید.
بررسی کنید که فن های خنک کننده در پرینترهای سه بعدی مستقیما روی هات اند قرار گرفته اند. موقعیت قرار گیری آنها را در پرینترهای سه بعدی بررسی کرده و در صورت امکان سرعتشان را جهت از بین بردن جریان هوای اطراف فیلامنت در پرینترهای سه بعدی افزایش دهید.
لیست بررسی مشکلات چاپ سه بعدی: مدل ذوب شده و بد شکل در پرینترهای سه بعدی
- تنظیمات مواد را در پرینترهای سه بعدی بررسی کنید.
- دمای هات اند را در پرینترهای سه بعدی کاهش دهید.
- سرعت چاپ را در پرینترهای سه بعدی افزایش دهید.
- موقعیت فن ها را در پرینترهای سه بعدی بررسی کنید.
3- رشته ای شدن مدل در پرینترهای سه بعدی
مشکل فرآیند چاپ در پرینترهای سه بعدی چیست؟
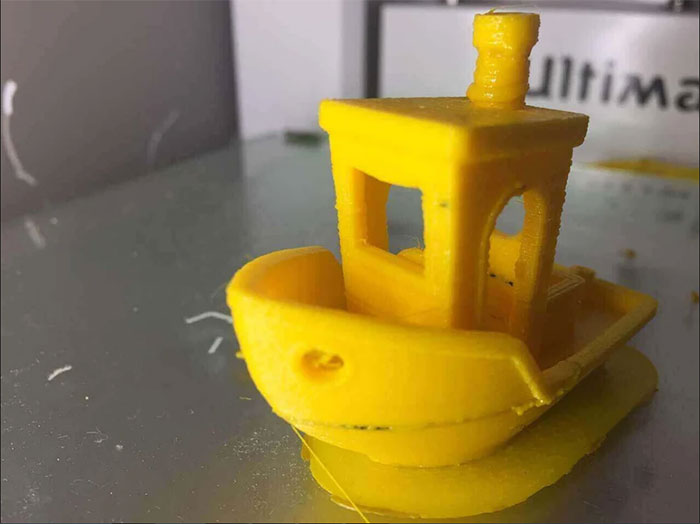
رشته های پلاستیکی در قسمت های مختلف مدل در پرینترهای سه بعدی به چشم می خورد.
علت این مشکل در پرینترهای سه بعدی چیست؟
وقتی هد روی ناحیه خاصی در پرینترهای سه بعدی حرکت می کند مقداری از فیلامنت از نازل در پرینترهای سه بعدی می ریزد.
راه حل پیشنهادی: ریترکشن را در پرینترهای سه بعدی فعال کنید.
ریترکشن مهم ترین فاکتور در کیفیت مدل نهایی در پرینترهای سه بعدی است و میتوان آن را در بیشتر اسلایسینگ ها فعال کرد. طرز عملکرد آن در پرینترهای سه بعدی ساده است. ریترکشن باعث برگشتن فیلامنت به نازل قبل از حرکت هد در پرینترهای سه بعدی می شود. هدف این است که ریزش فیلامنت مذاب پشت هد و ایجاد رشته های نازک در پرینترهای سه بعدی جلوگیری شود.
در بیشتر برنامه ها در پرینترهای سه بعدی مثل Cura می توانید با یک کلیک آن را فعال کنید. تنظیمات پیش فرض در پرینترهای سه بعدی در بیشتر مواقع می تواند مشکل را حل کند اما برای مدیریت بهتر موضوع می توانید آن را تغییر دهید. به عنوان مثال می توانید قسمت کاهش حرکت قبل از ریترکشن را در پرینترهای سه بعدی فعال کنید.
راه حل پیشنهادی: حرکت هد را در پرینترهای سه بعدی کاهش دهید.
در صورتی که ریترکشن در پرینترهای سه بعدی مشکل را حل نکند می توانید حرکت هد روی فضاهای خالی را به حداقل برسانید. مقدار حرکت را در پرینترهای سه بعدی در فواصل 0.5 میلیمتری آنقدر کم کنید تا مشکل حل شود.
راه حل پیشنهادی: رشته ها را در پرینترهای سه بعدی ببرید.
راه تمیز و برازنده ای نیست اما بریدن رشته ها با کاتر در پرینترهای سه بعدی اغلب راه سریع و موثری است.
لیست بررسی مشکلات چاپ سه بعدی: رشته رشته ای شدن مدل در پرینترهای سه بعدی
- ریترکشن را در پرینترهای سه بعدی فعال کنید.
- حرکات اضافی هد قبل از ریترکشن را در پرینترهای سه بعدی کاهش دهید.
- مدل را در پرینترهای سه بعدی با کاتر تمیز کنید.
4- عدم تطابق اندازه مدل در پرینترهای سه بعدی
مشکل فرآیند چاپ در پرینترهای سه بعدی چیست؟
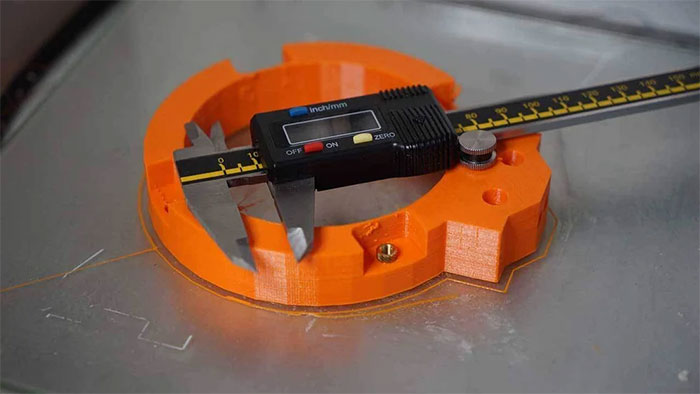
وقتی با برنامه CAD مدلی را در پرینترهای سه بعدی طراحی می کنید، ابعادی که به زحمت بدست آورده اید باید به دقت توسط پرینترسه بعدی اجرا شوند. با این حال وقتی می خواهید قطعات مدل سه بعدی را بهم بچسبانید، متوجه می شوید که هیچکدام از اندازه گیری ها و طراحی دقیق به جایی نرسیده است. هیچ قطعه ای در پرینترهای سه بعدی تراز نیست، حفره ها اندازه نیستند و اندازه هیچ قطعه ای در پرینترهای سه بعدی متناسب نیست.
مسئله عدم تطابق اندازه های مدل در پرینترهای سه بعدی یکی از موضوعاتی است که به احتمال بالا پرینتر سه بعدی در آن نقشی ندارد. قبل از اینکه برای حل این مشکل به سراغ پرینترسه بعدی بروید، مطمئن شوید که اندازه های اعمال شده روی مدل صحیح است یا خیر. اگر درست بودند، برای پیدا کردن علت به سراغ پرینترهای سه بعدی بروید.
علت این مشکل در پرینترهای سه بعدی چیست؟
بیایید با رایج ترین مسئله یعنی اندازه گیری در پرینترهای سه بعدی شروع کنیم. اول از همه بررسی کنید که با مقیاس های واقعی در پرینترهای سه بعدی کار می کنید. سانتیمتر و میلیمتر بهترین گزینه ها هستند. همچنین اینچ هم میتواند گزینه خوبی باشد. تفاوت مقیاس های داده شده به مدل و موتور اسلایسینگ در پرینترهای سه بعدی باعث بروز خطا میشود. اگر واحدها در پرینترهای سه بعدی به درستی انتخاب شده اند، اندازه قطعات فیزیکی در پرینترهای سه بعدی را دوباره بررسی کنید. همیشه دوبار اندازه بگیرید.
بعد از جدا کردن قطعاتی که باید در پرینترهای سه بعدی بهم متصل شوند، مثل نر و مادگی یا پیچ و مهره، مطمئن شوید حفره بزرگتر از قطعه وارد شونده در پرینترهای سه بعدی است. برای مثال اگر برای پیچ M5 در پرینترهای سه بعدی حفرهای 5 میلیمتری طراحی کردید، پیچ به آن متصل نمیشود مگر با فشار و زور. برای حل این مشکل و داشتن یک چاپ باکیفیت در پرینترهای سه بعدی ، اندازه حفره را 0.1 میلیمتر و برای یک چاپ کم کیفیت 0.2 میلیمتر در پرینترهای سه بعدی افزایش دهید. دوباره تلاش کنید اگر نتیجه نداد اندازه را در پرینترهای سه بعدی کمی بزرگتر کنید.
اگر حفره در پرینترهای سه بعدی بیضی شکل است لزوما مشکل از اندازه آن نیست. اگر طرحی با تعداد اضلاع پائین در پرینترهای سه بعدی ایجاد کردید، حفره شما دیگر گرد نیست بلکه یک چند ضلعی با لبه های صاف است. هنگام چاپ یک شی حفره دار در پرینترهای سه بعدی مطمئن شوید که تعدا اضلاع به اندازهای است که حفره را گرد کند تا بتواند با بقیه اجزا سازه سه بعدی جفت شود. این موضوع برای سایر اجزایی که باید در پرینترهای سه بعدی جفت شوند هم صادق است. اگر دو قسمتی که در پرینترهای سه بعدی باید جفت شوند، لبه های گرد داشته باشند، کاهش تعداد اضلاع سازه سه بعدی میتواند باعث بروز مشکل شود.
وقتی تمامی موارد مربوط به مقیاس مدل ها در پرینترهای سه بعدی را بررسی کردید نوبت به بررسی پرینترسه بعدی میرسد. در دقت چاپ همیشه مهمترین قسمت لایه های اول است. یک مکعب 50 در 50 را به طور سه بعدی چاپ کنید و از کولیس دیجیتال برای اندازه گیری آن استفاده کنید. مطمئن شوید که اندازه ارتفاع لایه های مکعب در پرینترهای سه بعدی مثل لایه های مدل نهاییتان است. ابتدا ارتفاع کلی را در پرینترهای سه بعدی اندازه گیری کنید؛ اگر 50 میلیمتر بود محور Z در پرینترهای سه بعدی مشکلی ندارد اگر نبود 20 لایه اول را بادقت اندازه گیری کنید. اندازه همه آنها در پرینترهای سه بعدی باید 20 میلیمتر باشد. اگر این عدد درست بود ولی ارتفاع کلی در پرینترهای سه بعدی اشتباه بود، مشکل از چند لایه اول است.
برای حل این مشکل در پرینترهای سه بعدی، ارتفاع نازل از صفحه را بررسی کنید و از این طریق خطای مربوط به ارتفاع لایه ها را بدست آورید. اگر ارتفاع نازل در پرینترهای سه بعدی از صفحه 1 میلیمتر و ارتفاع لایه 2 میلیمتر بود، فیلامنت له شده زیادی را روی لایه اول خواهید دید که باعث بروز مشکل شده اند. در این صورت پرینتر سه بعدی را کالیبره کرده و فاصله نازل تا صفحه را افزایش یا ارتفاع لایه ها را کاهش دهید. مقیاس X و Y را در پرینترهای سه بعدی بررسی کنید. اگر تقریبا یک میلیمتر از اندازه ای که باید باشند کوچکتر بودند و سایر مقیاس ها در پرینترهای سه بعدی مشکلی نداشتند، مشکل از انقباض حرارتی فیلامنت است.
این مسئله در استفاده از ABS در پرینترهای سه بعدی رایج است. برای حل این مشکل درصد خطا را بررسی کرده و مقیاس چاپ را برای تنظیم آن افزایش دهید. برای جلوگیری از این مشکل بهتر است از فیلامنت های باکیفیت در پرینترهای سه بعدی استفاده کنید. داخل حفره ها در پرینترهای سه بعدی را نگاه کنید؛ اگر دیواره ها صاف و صیقلی بودند مشکلی وجود ندارد. اگر لایه ها در سازه سه بعدی برآمدگی داشتند میتواند نشانه بالا بودن دمای هات اند در پرینترهای سه بعدی و آب شدن فیلامنت پس از پیاده سازی باشد. اگر حفره در پرینترهای سه بعدی بیضی شکل بود یکی از تسمه ها شل شده یا یکی از محورهای X و Y در پرینترهای سه بعدی تراز نیست. محکم بودن همه را بررسی کنید.
راه حل پیشنهادی: واحدهای اندازه گیری را در پرینترهای سه بعدی بررسی کنید.
مطمئن شوید که واحدهای اندازه گیری انتخاب شده در پرینترهای سه بعدی با واحدهایی که در نظر گرفته اید تطابق دارد.
راه حل پیشنهادی: دوباره اندازه گیری کنید.
اگر قطعاتی طراحی کردید که نیاز به جفت شدن در پرینترهای سه بعدی دارند، با کولیس دیجیتال دوباره آنها را اندازه بگیرید.
راه حل پیشنهادی: اندازه پیچ ها را در پرینترهای سه بعدی افزایش دهید.
اگر حفره ای برای پیچ در پرینترهای سه بعدی ایجاد کرده اید، یک پیچ مجازی M5 با قطری بزرگتر از چیزی که باید باشد، طراحی کنید و با استفاده از تفریق بولی از مدل، میزان حفره مورد نیاز را در پرینترهای سه بعدی به دست آورید.
راه حل پیشنهادی: تعداد اضلاع را در پرینترهای سه بعدی افزایش دهید.
کاهش تعداد اضلاع در پرینترهای سه بعدی باعث بروز مشکل در اشکالی با لبه های مسطح میشود. برای جفت شدن بهتر در پرینترهای سه بعدی قسمت های مختلف مطمئن شوید که تعداد اضلاع مناسب است.
راه حل پیشنهادی: دقت پرینترسه بعدی را با مکعب آزمایشی بررسی کنید.
از مکعب کالیبراسیون برای بررسی هم ترازی محورهای X و Y و Z در پرینترهای سه بعدی استفاده کنید.
راه حل پیشنهادی: دمای نازل را در پرینترهای سه بعدی بررسی کنید.
اگر در مدل سه بعدی حباب یا فیلامنت اضافی مشاهده می کنید دمای نازل را در پرینترهای سه بعدی کاهش دهید.
راه حل پیشنهادی: تسمه و محورها را در پرینترهای سه بعدی بررسی کنید.
سفتکن تسمه ها را در پرینترهای سه بعدی بررسی کرده و از صاف و هم تراز بودن محورها در پرینترهای سه بعدی اطمینان حاصل کنید.
لیست بررسی مشکلات چاپ سه بعدی: عدم تطابق اندازه مدل در پرینترهای سه بعدی
- ابعاد را در پرینترهای سه بعدی بررسی کنید.
- واحدهای اندازه گیری را در پرینترهای سه بعدی تطابق دهید.
- مطمئن شوید اجزا در پرینترهای سه بعدی جفت میشوند.
- تعداد اضلاع را در پرینترهای سه بعدی افزایش دهید.
- دمای نازل را در پرینترهای سه بعدی بررسی کنید.
- تسمه و محورها را در پرینترهای سه بعدی بررسی کنید.
5- آفست چاپ در برخی نقاط در پرینترهای سه بعدی
مشکل فرآیند چاپ در پرینترهای سه بعدی چیست؟
لایه های بالا و پائین در پرینترهای سه بعدی جا به جا می شوند و حالت پل های به مدل می دهند. این اثر معمولا به چشم نمی آید. در تصویر بالا مورد شدیدتر این مسئله را مشاهده می کنید.
علت این مشکل در پرینترهای سه بعدی چیست؟
دلایل زیادی برای جا به جایی لایه ها در پرینترهای سه بعدی وجود دارد. این مشکل میتواند به سادگی توسط ضربه کوچکی به پرینترسه بعدی حین چاپ ایجاد شود. دلایل پیچیده تر هم مثل محورهای خمیده یا ناهموار یا حتی گیر کردن نازل روی صفحه و تغییر اندک موقعیت آن در پرینترهای سه بعدی نیز می توانند باعث بروز این مشکل شوند.
راه حل پیشنهادی: مطمئن شوید که پرینتر سه بعدی یک پایه ثابت دارد.
پرینتر سه بعدی را روی یک پایه ثابت و جایی که دور از هرگونه ضربه اضافی باشد، قرار دهید. حتی یک حرکت اضافی کوچک هم میتواند باعث تغییر مکان صفحه در پرینترهای سه بعدی شود و مشکل ایجاد کند.
راه حل پیشنهادی: مطمئن شوید صفحه پرینتر سه بعدی محکم است.
بیشتر پرینترهای سه بعدی صفحه جدا شدنی دارند. با اینکه این ویژگی کار جداسازی چاپ را آسان میکند و آسیب های وارده به پرینترسه بعدی را کاهش میدهد، با گذشت زمان ممکن است گیره ها و پیچ هایش شل شوند. بعد از اتصال مجدد صفحه از محکم بود پیچ ها در پرینترهای سه بعدی اطمینان حاصل کنید.
راه حل پیشنهادی: لایه های کج بالایی را در پرینترهای سه بعدی پیدا کنید.
اگر لایه های بالایی به سرعت در پرینترهای سه بعدی سرد شوند به راحتی کج میشوند. با کج شدن لایه ها، آنها بلند می شوند و مانع حرکت نازل در پرینترهای سه بعدی میشوند. در بیشتر موارد چاپ از صفحه چاپ در پرینترهای سه بعدی بلند میشود. اگر این اتفاق نیفتد، موتور قوی استپر میتواند صفحه و چاپ را حرکت بدهد. اگر لایه های بالایی مدل کج شده، سرعت فن ها را در پرینترهای سه بعدی کاهش دهید.
راه حل پیشنهادی: سرعت چاپ را در پرینترهای سه بعدی کاهش دهید.
برای کاهش مدت زمان چاپ در پرینترهای سه بعدی می توانید دما و جریان را افزایش دهید. هر چند با این کار دستگاه تلاش میکند که کیفیت مناسبی را ارئه بدهد. اگر هنگام چاپ در پرینترهای سه بعدی صدای تیک شنیدید یعنی سرعت چاپ در پرینترهای سه بعدی خیلی بالاست. قبل از اینکه سرعت پرینترسه بعدی را بررسی کنید از عدم لغزش فیلامنت مطمئن شوید. در یک نرم افزار اسلایسینگ خوب می توانید سرعت چاپ را در پرینترهای سه بعدی به راحتی تنظیم کنید.
راه حل پیشنهادی: تسمه ها را در پرینترهای سه بعدی بررسی کنید.
اگر هنوز لایه ها جا به جا میشوند، باید تسمه ها را در پرینترهای سه بعدی بررسی کنید. سراغ تسمه ها بروید و دوتا دوتا بکشید. میزان کشش همه آنها در پرینترهای سه بعدی باید یکسان باشد و در غیر اینصورت باید آنها را تنظیم کنید تا کشش یکسان شود. به مرور زمان تسمه ها در پرینترهای سه بعدی کش می آیند (میتوان از لغزش آنها روی پولی های محرک به این موضوع پی برد) و بازی می کنند که در آن صورت باید تعویض شوند. اگر دستگاه را خودتان ساخته باشید تسمه های خیلی محکم در پرینترهای سه بعدی هم می توانند مشکل ساز باشند. برخی از دستگاه ها مثل پرینترهای سه بعدی ثمین پیچ سفت کننده تسمه دارند که می توانید با استفاده از آن به راحتی میزان سفتی تسمه را تنظیم کنید.
راه حل پیشنهادی: کوپلرهای محرک را در پرینترهای سه بعدی بررسی کنید.
معمولا آنها مستقیما به موتور استپر و یکی از محورهای اصلی محرک هد در پرینترهای سه بعدی متصل هستند. اگر بادقت کوپلر را بچرخانید پیچ کوچکی در پرینترهای سه بعدی می بینید. محور و تسمه متصل به آن را بگیرید. تسمه را بکشید تا پولی به حرکت درآید. هیچ لغزشی بین محور، استپر و کوپلر در پرینترهای سه بعدی نباید وجود داشته باشد. در غیر اینصورت پیچ را در پرینترهای سه بعدی محکم کرده و دوباره امتحان کنید.
خواندن این مطلب نیز به شما پیشنهاد می شود: موتورسیکلتی که با پرینتر سه بعدی ساخته شد
راه حل پیشنهادی: محورها در پرینترهای سه بعدی را تمیز و روغنکاری کنید.
با گذشت زمان محورها در پرینترهای سه بعدی کثیف میشوند و این به معنای افزایش اصطکاک آنها در پرینترهای سه بعدی است. این موضوع روی حرکت آزادانه هد در پرینترهای سه بعدی تاثیر گذاشته و میتواند باعث جا به جایی لایه ها شود. تمیز و روغن کاری کردن محورها در پرینترهای سه بعدی می تواند مشکل را حل کند.
راه حل پیشنهادی: محورهای ناهموار را در پرینترهای سه بعدی پیدا کنید.
اگر هد در پرینترهای سه بعدی در نقاط مشخصی می لنگد، احتمالا یکی از محورها خم شده است. می توانید بعد از خاموش کردن دستگاه و قطع نیروی وارد بر استپرها در پرینترهای سه بعدی ،هد را در طول محورهای X و Y حرکت دهید. اگر مقاومتی در پرینترهای سه بعدی احساس کردید مشکلی وجود دارد. تراز بودنشان را چک کنید و اگر تراز بودند آنها را باز کرده و روی سطح صافی قرار دهید. در صورت وجود خمیدگی در پرینترهای سه بعدی ، آن را خواهید یافت.
لیست بررسی مشکلات چاپ سه بعدی: آفست چاپ در برخی نقاط در پرینترهای سه بعدی
- ثابت بودن پایه را در پرینترهای سه بعدی بررسی کنید.
- محکم بودن صفحه را در پرینترهای سه بعدی بررسی کنید.
- لایه های کج شده بالایی را در پرینترهای سه بعدی پیدا کنید.
- سرعت چاپ را در پرینترهای سه بعدی کاهش دهید.
- تسمه ها را در پرینترهای سه بعدی بررسی کنید.
- کوپلرهای محرک را در پرینترهای سه بعدی بررسی کنید.
- محورها در پرینترهای سه بعدی را تمیز و روغنکاری کنید.
- محورهای ناهموار را در پرینترهای سه بعدی پیدا کنید.
6- بریج های نامنظم در پرینترهای سه بعدی

مشکل فرآیند چاپ در پرینترهای سه بعدی چیست؟
بریج ها در پرینترهای سه بعدی نوعی پلاستیک ارتجاعی هستند که بین دو برآمدگی اکسترود شده اند. اگر دو ستون با فاصله 5 سانتی متر از هم دارید، شعاع هایی که در پرینترهای سه بعدی بدون زیر ساخت بین آن دو قرار گرفته اند، بریج هستند. بیشتر فیلامنت ها در بریجینگ در پرینترهای سه بعدی قابل استفاده هستند و با یک پرینتر دقیق می توانید بریج های فوق العاده ای را پیاده سازی کنید. اما وقتی دستگاه شما نمیتواند در فواصل کم بریج بزند یعنی مشکلی در پرینترهای سه بعدی وجود دارد. واضح ترین علامت عدم توانایی بریجینگ در پرینترهای سه بعدی در فواصل یک تا سه سانتیمتری است. ممکن است اکستروژن در پرینترهای سه بعدی بیش از حد کوچک باشد، فیلامنت خیلی روان باشد یا به جای حرکت افقی از ارتفاع بریج در پرینترهای سه بعدی پائین بریزد.
علت این مشکل در پرینترهای سه بعدی چیست؟
معمولا ریشه یابی مشکلات بریجینگ در پرینترهای سه بعدی راحت است و از طریق بررسی بریج های خراب در پرینترهای سه بعدی نتایج خوبی به دست می آید. باید اشاره کنیم که اسلایسرهای مختلف روش های متفاوتی برای بریج کردن در پرینترهای سه بعدی دارند. در برنامه هایی مثل Simplify 3D در پرینترهای سه بعدی گزینه ای وجود دارد که برای بریجینگ بهترین تنظیمات اکستروژن و خنک سازی را ارائه میدهد. رایج ترین علت این مشکل زیاد بودن فاصله است. میزان فاصله بسته به مواد و نوع پرینتر متغیر است. اگر فاصله خیلی زیاد باشد فیلامنت حین کار آویزان شده یا فرو می ریزد.
یکی دیگر از دلایل اصلی، خنک سازی در پرینترهای سه بعدی است. برای اینکه فیلامنت بتواند خودش را حفظ کند باید در پرینترهای سه بعدی به سرعت سرد شود. سرعت اکستروژن در پرینترهای سه بعدی هم به همان میزان اهمیت دارد. اگر هد خیلی سریع حرکت کند، سرعت و لرزش در پرینترهای سه بعدی موجب عدم پایداری فیلامنت میشود. دمای بالای اکستروژن در پرینترهای سه بعدی هم میتواند تاثیرگذار باشد و باعث آویزان شدن فیلامنت در پرینترهای سه بعدی شود. اگر فیلامنت اکسترود شده در پرینترهای سه بعدی ضخامت متفاوت داشته باشد، مشکل از دمای بالای اکستروژن است.
راه حل پیشنهادی: قابلیت های بریجینگ را در پرینترهای سه بعدی بررسی کنید.
می توانید با کمک یک چاپ آزمایشی فواصلی را که پرینترسه بعدی قادر به چاپ بریج است پیدا کنید. از فاصله 5 سانتیمتری شروع کنید و سپس افزایش دهید. بین 5 تا 10 در پرینترهای سه بعدی مقدار مطلوبی است و 15 بی نظیر است.
راه حل پیشنهادی: در پرینترهای سه بعدی ساپورت اضافه کنید.
راحت ترین و سریع ترین راه حل اضافه کردن ساپورت زیر بریج است.
راه حل پیشنهادی: سرعت فن را در پرینترهای سه بعدی افزایش دهید.
سرعت فن اکستروژن در پرینترهای سه بعدی را افزایش دهید تا فیلامنت به سرعت خشک شود. هرچه فیلامنت در پرینترهای سه بعدی سریعتر خشک شود، بریج بزرگ تری را میسازد.
راه حل پیشنهادی: سرعت اکستروژن را در پرینترهای سه بعدی کاهش دهید.
یکی از بزرگ ترین ممنوعات بریجینگ در پرینترهای سه بعدی، اکستروژن سریع است. فیلامنت باید آهسته و پیوسته پیاده سازی شود تا زمان کافی برای پر کردن فاصله را در پرینترهای سه بعدی داشته باشید.
راه حل پیشنهادی: از Simplify 3D در پرینترهای سه بعدی استفاده کنید.
این نرم افزار فوق العاده گزینه ای را برای بریجینگ در پرینترهای سه بعدی پیشنهاد می دهد که می تواند به طور اتوماتیک هر فاصله ای از چاپ شما را که به خنک سازی بیشتر و سرعت اکستروژن کمتر در پرینترهای سه بعدی نیاز داشته باشد، شناسایی کند.
لیست بررسی مشکلات چاپ سه بعدی: بریج های نامنظم در پرینترهای سه بعدی
- قابلیت های بریجینگ را در پرینترهای سه بعدی بررسی کنید.
- در پرینترهای سه بعدی ساپورت اضافه کنید.
- سرعت فن را در پرینترهای سه بعدی افزایش دهید.
- سرعت اکستروژن را در پرینترهای سه بعدی کاهش دهید.
- از Simplify 3D در پرینترهای سه بعدی استفاده کنید.